一种供水管件的铸模结构的制作方法
本技术涉及管件铸造,尤其是涉及一种供水管件的铸模结构。
背景技术:
1、铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属(例如:铜、铁、铝、锡、铅等),而铸模的材料可以是砂、金属甚至陶瓷。因应不同要求,使用的方法也会有所不同。但是在传统技术中使用砂型铸模时一般是对型生产,由于设备改造造成受砂箱局限,对型模具在型板上放不下,不能再进行对型生产,且对型生产时两个管件之间的定位很难做到精准,其次原来的管件芯头大多数是圆形的,不好固定,易滑动,造成砂芯偏移的现象,不能满足实际情况。所以亟需一种定位准确且可将砂芯稳定放置的模具。
技术实现思路
1、本实用新型的目的是提供一种供水管件的铸模结构,解决上述技术存在的砂芯不好固定、容易滑动,且上管件和下管件定位不准确的问题。
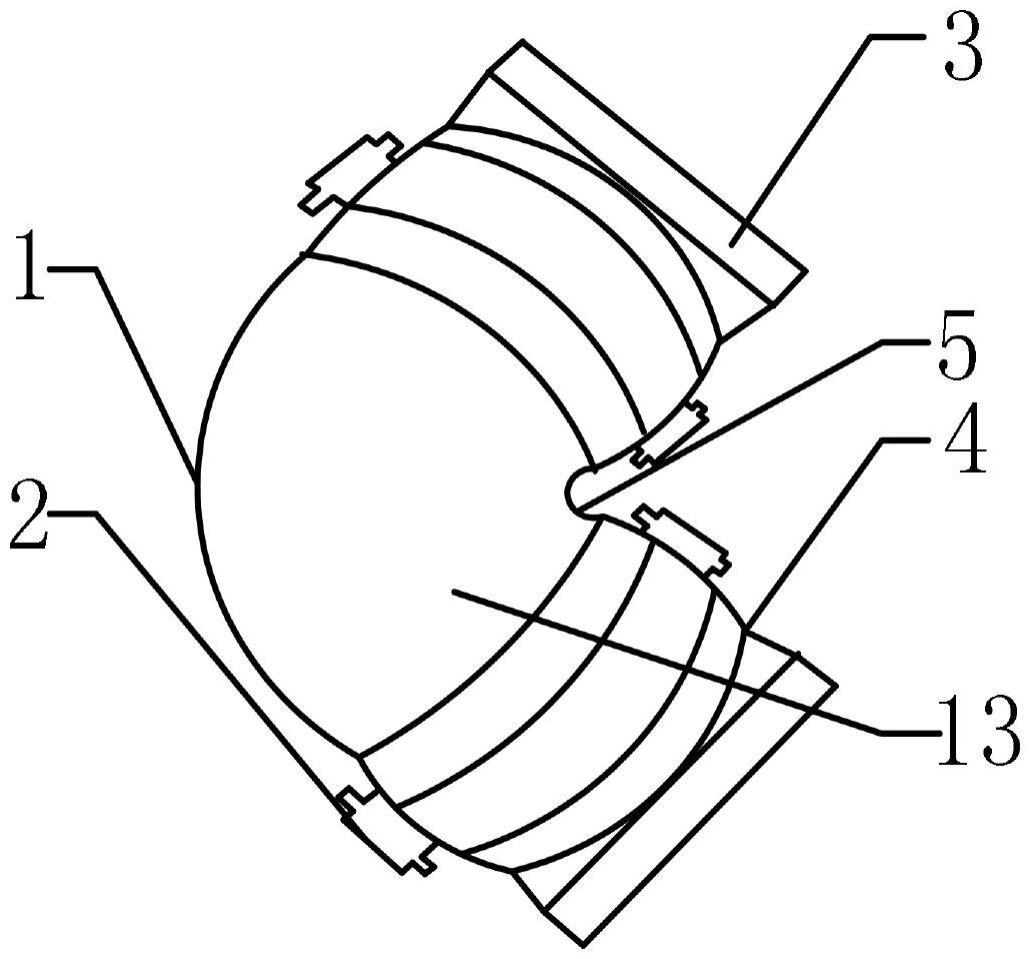
2、为实现上述目的,本实用新型提供了一种供水管件的铸模结构,包括上管件和对称设置在所述上管件下方的下管件,所述上管件和所述下管件之间设置有砂芯本体;所述上管件和所述下管件均包括管口、设置在所述管口前方的定位芯头、设置在所述定位芯头左侧的外管壁和位于所述定位芯头右侧的内管壁;所述外管壁和所述内管壁两侧分别设置有螺栓孔芯头。
3、优选的,所述定位芯头设置为方形,稳定固定砂芯本体,防止砂芯本体发生偏移。
4、优选的,所述砂芯本体包括砂芯和设置在所述砂芯两端的砂芯头。
5、优选的,所述砂芯到所述内管壁的距离小于所述砂芯到所述外管壁的距离,这样可以让浇注出来的外管壁比内管壁厚一些。
6、优选的,所述砂芯头的直径大于所述砂芯的直径,便于接口与其他管件的连接。
7、因此,本实用新型采用上述结构的一种供水管件的铸模结构,通过在管件两端设置方形定位芯头来避免砂芯偏移的现象,同时为了让上管件和下管件准确定位,在外管壁和内管壁两侧分别设置螺栓孔芯头,这样生产出来的产品外形美观,壁厚均匀,且产品率高,从而解决现有技术存在的砂芯不好固定、容易滑动,且上管件和下管件定位不准确的问题。
8、下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
技术特征:
1.一种供水管件的铸模结构,其特征在于:包括上管件和对称设置在所述上管件下方的下管件,所述上管件和所述下管件之间设置有砂芯本体;所述上管件和所述下管件均包括管口、设置在所述管口前方的定位芯头、设置在所述定位芯头左侧的外管壁和位于所述定位芯头右侧的内管壁;所述外管壁和所述内管壁两侧分别设置有螺栓孔芯头。
2.根据权利要求1所述的一种供水管件的铸模结构,其特征在于:所述定位芯头设置为方形。
3.根据权利要求1所述的一种供水管件的铸模结构,其特征在于:所述砂芯本体包括砂芯和设置在所述砂芯两端的砂芯头。
4.根据权利要求3所述的一种供水管件的铸模结构,其特征在于:所述砂芯到所述内管壁的距离小于所述砂芯到所述外管壁的距离。
5.根据权利要求3所述的一种供水管件的铸模结构,其特征在于:所述砂芯头的直径大于所述砂芯的直径。
技术总结
本技术公开了一种供水管件的铸模结构,包括上管件和对称设置在所述上管件下方的下管件,所述上管件和所述下管件之间设置有砂芯本体;所述上管件和所述下管件均包括管口、设置在所述管口前方的定位芯头、设置在所述定位芯头左侧的外管壁和位于所述定位芯头右侧的内管壁;所述外管壁和所述内管壁两侧分别设置有螺栓孔芯头。本技术采用上述结构的一种供水管件的铸模结构,通过在管件两端设置方形定位芯头来避免砂芯偏移的现象,同时为了让上管件和下管件准确定位,在外管壁和内管壁两侧分别设置螺栓孔芯头,这样生产出来的产品外形美观,壁厚均匀,且产品率高。
技术研发人员:张凤格,刘双栋,冯秀华,叶连生,袁进平,黄起全
受保护的技术使用者:沧州永欣铸造有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!