用于生产硬质合金体的方法与流程
本发明涉及一种用于生产硬质合金体的方法,其中在混合和/或研磨过程中,优选在湿研磨过程中,将碳化钨粉末(wc粉末)和包括钴粉(co)、镍(ni)和铝(al)的金属粘结材料混合以形成粉末混合物,其中由所述粉末混合物的至少一部分压制生坯,并且其中述生坯在温度和压力的影响下在烧结步骤中烧结,使得在所述烧结步骤之后的冷却步骤之后形成硬质合金体。
背景技术:
1、ep 2 691 198 b1描述了一种硬质合金材料,即硬质金属体(碳化钨材料)及用于其制备的方法。根据该已知方法,将包括粗晶粒碳化钨、超化学计量比例的碳和钴粉末的混合。此外,将粉末状钨添加到该粉末中。钨粉末和钴粉末具有约1μm的平均粒度。粗晶粒碳化钨具有40.8μm的平均粒度。
2、然后将该粉末在球磨机中研磨并加入己烷和石蜡。由该混合物压制生坯,随后将该生坯烧结。在烧结过程之后,对所获得的硬质合金材料进行热处理,将其加热至600℃并在该温度下保持10小时。
3、在随后的冷却过程之后,分析硬质合金材料。发现在硬质合金材料的粘结相中存在纳米颗粒,其中纳米颗粒具有小于10nm的尺寸。纳米颗粒由η相(co3w3c)或(co6w6c)或θ相(co2w4c)形成。纳米颗粒的粒度小于10nm。
4、已经表明,纳米颗粒伴随着粘结相的增强。这可以增加硬质合金材料的硬度。这些材料的缺点是纳米颗粒缺乏热稳定性。结果,它们仅在有限的程度上适用于高温应用或其中发生高温输入的应用。
5、在岩石加工以及沥青和混凝土铣刨期间,摩擦在工具表面上产生非常高的温度。硬质材料碳化钨在这些温度下具有高的热硬度,并且受其影响不那么大。然而,金属粘结剂的强度在这些温度下急剧下降。金属粘结剂的强度降低导致磨料磨损和/或粘结相的挤出增加,这是由于应用施加的应力。结果,硬质金属不能再保持碳化钨晶粒。
技术实现思路
1、本发明解决了这样的问题:其提供了一种用于生产硬质合金体的易于控制且可靠的方法,其特征在于改善的耐磨性,同时具有高的断裂强度。
2、通过向混合和/或研磨过程中加入铝化镍、优选铝化镍粉末、特别是ni3al粉末作为金属间相材料来解决该问题。
3、就本发明而言,铝化镍可以是至少包含ni和al的金属间相材料,其中ni和al在晶体结构中彼此键合。
4、就本发明而言,铝化镍应理解为适用于合金化的铝化镍(例如,锡合金化的铝化镍)。
5、出于本发明的目的,铝化镍可以理解为表示无定形材料,特别是为粉末形式。
6、可以将铝化镍加入到混合或研磨过程中,而不需要在职业安全或健康方面采取任何特别的预防措施。特别是,不需要脱氧,如果加入元素al则需要脱氧。此外,这导致铝化镍的选择容易以精确的剂量加入到混合和/或研磨过程中,从而允许以简单的方式进行可靠和可重复的生产。
7、根据本发明的方法可用于生产硬质合金材料,特别是硬质金属,然后其已经具有增强的粘结相和/或其被制备以形成增强的粘结相。在两种情况下,粘结相通过金属间相材料增强,所述金属间相材料包括添加的铝化镍的ni和al。
8、根据本发明的优选实施例,可以规定控制烧结步骤之后的冷却步骤和/或硬质合金体的热处理,使得在硬质合金体的粘结相中形成金属间相材料,其中金属间相材料的至少一部分优选地根据结构式(m,y)3(al,x)形成,其中m=ni,y=co和/或另一种成分,并且x=钨和/或另一种成分。
9、优选地,可以规定,在冷却步骤期间,将烧结体在从400℃至烧结体的固溶温度的温度范围内保持0.25至24小时。在此,金属间相材料可靠地形成并且以足够的量和尺寸实现粘结相的有效增强。
10、如果金属间相材料已经在冷却步骤中形成,然后存在于粘结相中,则它直接增强粘结相。这导致该方法的设计特别简单。
11、如果在烧结过程之后溶解的元素ni和al存在于硬质合金材料中的粘结相中,则硬质合金材料的热处理可以形成金属间相材料,这然后导致粘结相的增强和所需的改善的耐磨性。
12、例如,在该热处理期间,来自粘结相的元素ni、co、w和al的至少一部分结合以形成金属间相材料。该金属间相材料的至少一部分可以根据结构式(m,y)3(al,x)形成,其中m=ni,y=co和/或另一种成分,以及x=钨和/或另一种成分。
13、硬质合金材料的热处理可以以不同的方式进行,其适合于形成如预期的金属间相材料。
14、特别地,这可以是热处理,特别是将外部热量输入到硬质合金材料中。热处理可以例如通过提供加热或冷却的活性源来实现,并且其特征是该源将热量引入到材料中或从材料中提取热量。例如,金属间相材料的形成可以在其中已经引入硬质合金材料的炉中进行。还可以设想到的是,硬质合金材料的表面的至少一部分受到加热装置(例如燃烧器)的作用。
15、替代地,可以设想到的是,存在将能量引入到硬质合金材料中以在其中产生热量的激发源。这可以是例如感应线圈或激光装置。
16、替代地,还可以设想到的是,通过被动加热产生热量,即,通过在操作状态下(优选地按预期)使用硬质合金材料,或者在加工(特别是安装)硬质合金材料的方法步骤的过程中使用硬质合金材料。
17、例如,通过摩擦在硬质合金材料中产生热量,这诸如在硬质合金材料的预期使用期间,特别是预期应用期间,特别是在硬质合金材料的工具的应用期间发生。如果是工具,则它相对于待被加工的物体移动(例如,在道路铣刨刀具的情况下,该道路铣刨刀具相对于道路表面移动),产生摩擦能量,这导致在硬质合金材料中产生热量。在该过程中产生的热量可用于实现粘结相的自增强效果,因为在硬质合金材料中至少部分地形成金属间相材料。
18、预期的操作条件也可以理解为硬质合金材料在适于形成金属间相材料的操作温度下的操作使用。
19、还可以设想到的是,在方法步骤的过程中,硬质合金材料被被动地加热,在该方法步骤中,硬质合金材料被施加到保持器上,例如被施加到工具基体或工具头上。产生的热量可用于形成金属间相材料。一种可以设想到的接合过程是焊接过程,例如摩擦焊接过程、电子束焊接过程、硬钎焊和软钎焊过程,例如硬钎焊过程、炉硬钎焊过程、感应硬钎焊过程、扩散硬钎焊过程、电镀过程,例如爆炸电镀。
20、金属间相材料在金属粘结剂中形成结晶嵌层。
21、与金属间相材料所嵌入的金属粘结材料相比,该金属间相材料具有显著更高的强度,特别是在更高的温度下。在暴露于磨损攻击的硬质合金材料的表面处,当金属间相材料用于例如地面接合工具中时,金属间相材料减少了金属粘结材料的侵蚀或挤出。
22、地面接合工具和松散的地面材料以及剩余的地面材料的运动在硬质合金材料上引起研磨和机械应力。硬质合金材料中的碳化钨晶粒提供了足够的耐磨性以抵抗这种磨损攻击。现有技术中的问题是粘结剂材料具有比碳化钨显著更低的强度。因为金属间相材料现在整合或形成在粘结相中,所以防止了金属粘结材料的任何快速侵蚀或挤出。
23、此外,令人惊讶的是,金属间相材料还显示出能够增强硬质合金材料的内部结构。如果发生强冲击应力,则金属间相材料的晶体减少或防止互连的粘结相区域中碳化钨晶粒的任何滑动,并从而减少或防止粘结相的任何过度塑性变形。特别是,金属间相材料的各个晶体彼此支撑。这具有相当大的优点,特别是在高工具应用温度下。例如,当在粘结相中使用co时,粘结相中co的强度在这样的温度下降低,但是金属间相材料仍然可靠地为粘结材料提供足够的支撑。
24、总之,已经表明,基于根据本发明的方法可以实现硬质合金材料的耐磨性的显著增加。试验已经表明,例如,将硬质合金材料以用于道路铣刨机的圆形刀具的刀尖的形式使用导致耐磨性增加高达50%!已经表明,当铣刨道路表面(沥青和混凝土)时,可以实现耐磨性的这种显著增加。
25、硬质合金材料可以特别地用于设计用于加工、松动、输送和处理植物基或矿物材料或建筑材料的工具的工作区域,特别是在农业或林业或道路建设、采矿或隧道建设的区域中。
26、如果金属间相材料存在于硬质合金材料中,则根据本发明的一个变型,可以规定硬质合金材料中金属粘结材料的比例为1至28wt%,优选1至19wt%。在这样做时,除了不可避免的杂质之外,所有或几乎所有的这种金属粘结材料可以由co形成。这种材料的选择导致特别坚韧的粘结相,其可以通过现有的或正在形成的金属间相材料有效地增强。
27、根据本发明的一个实施例,可以规定至少在硬质合金体的一段中,硬质合金材料中的元素ni和al的总和为1-28wt%,优选1.5-19wt%。这些范围规格考虑了来自存在的任何金属间相材料的ni和al以及在粘结相中溶解的ni或al。这种组合物可用于制造用于地面加工的特别复杂的硬质金属工具。
28、根据本发明的可能的变型,为了能够制造这种硬质合金材料,可以规定生坯含有70wt%至95wt%、优选80wt%至95wt%的碳化钨(wc),1wt%至28wt%、优选1wt%至19wt%的钴(co)和1wt%至28wt%、优选1.5wt%至19wt%的铝化镍,优选作为金属间相材料。
29、如果在硬质合金材料中不存在或仅存在很少的金属间相材料,则根据本发明的变型,可以规定硬质合金材料中粘结相的比例为5至30wt%,优选5至20wt%。在这种情况下,一半或大部分粘结相可以由金属粘结材料co形成。此外,al和ni可以作为金属粘结材料溶解在粘结相中。最后,其它元素和不可避免的杂质可以存在于粘结相中。
30、根据本发明,除了不可避免的杂质之外,还可以规定粘结相含有除co之外的其他成分,特别是溶解的w、c、ni、al和/或fe。
31、根据本发明,基于最终硬质合金材料中的元素组成,任选地存在于粘结相中的金属间相材料可以根据结构式(m,y)3(al,x)形成,或者金属间相材料可以根据该结构式形成,其中m=ni,y=co和/或另一种成分,并且x=钨和/或另一种成分。
32、如果粘结相中存在金属间相材料,则优选至少对于金属间相材料的大部分晶体,y=co且x=w。因此,硬质合金材料中粘结相中溶解成分的组成使得金属间相材料可以通过热处理或热暴露以这种方式形成(参见上文)。
33、另外,可以存在金属间相材料(al,x)的一些或全部微晶,使得x以w和mo和/或nb和/或ti和/或ta和/或cr和/或v的形式存在。因此,可以选择成品硬质合金材料中粘结相中溶解成分的组成,以允许由于热处理或热暴露以这种方式形成金属间相材料(参见上文)。
34、根据本发明,可以规定粘结相包括两种或更多种金属间相材料或仅一种金属间相材料,和/或硬质合金材料被制备成使得热处理或热暴露导致形成两种或更多种金属间相材料或仅一种金属间相材料。
35、根据本发明的优选实施例,可以规定粘结相具有以下列出的化学元素组成:
36、ni>25wt%,al>4wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成,
37、优选ni>35wt%,al>5wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成,
38、特别优选ni>40wt%,al>6.5wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成。
39、这些数字涉及粘结相中各物质的总含量。因此数据考虑了为溶解形式的各元素和/或另外还考虑了在金属间相材料中结合的各元素。
40、已经表明,在指定值下发生粘结相的有效增强效果。
41、为了能够使用金属间相材料实现粘结相的最佳增强,在本发明中可以规定质量分数al与ni之比>0.10,优选>0.12。
42、优选地,在本文中还可以规定质量分数al与ni之比≤0.46,优选≤0.18,更优选≤0.16。
43、涉及质量分数al与ni之比的上述数据考虑了总质量分数,即溶解的元素al和ni以及金属间相材料(如果存在)中的al和ni两者。对于al和ni的质量分数而言的测试可以通过普通icp测量进行。
44、本发明的一个可设想到的变型是硬质合金材料具有至少两个体积段,其中基于单位体积,金属间相材料的相对比例在第一体积段中大于在第二体积段中。通过设计至少两个体积段,可以特别地影响硬质合金材料的性能,特别是工具性能。例如,经受高磨料磨损的区域可以包括具有较高相对比例的金属间相材料的体积段。相比之下,必须满足特殊韧性要求的区域可以包括具有较低相对比例的金属间相材料的体积段。为了完整起见,在这一点上应当注意,与第一体积段相比,具有较低相对比例的金属间相材料的第二体积段也可以没有任何金属间相材料。
45、可以设想到的另一个发明是,具有高相对比例的金属间相材料的第一体积段由硬质合金材料的表面的至少一段界定。以这种方式,在那里的硬质合金材料的表面上实现了高耐磨性。优选地,第二体积段不邻近硬质合金材料的表面定位,而是位于硬质合金材料的内部。在此,它提供了高断裂稳定性。
46、替代地,还可以规定第二体积段由硬质合金材料的表面的至少一段界定,该第二体积段与第一体积段相比具有较低的金属间相材料的相对比例或不具有金属间相材料,并且优选地,第一体积段不与硬质合金材料的表面相邻。以这种方式,可以产生在工具应用期间使其切割轮廓最佳地适应切割任务以实现良好的工具寿命的工具。特别地,它可以用于实现所谓的重新锐化效果。
47、本发明的一个可设想到的变型是使得粘结相,特别是金属粘结材料和/或金属间相材料包括nb和/或ti和/或ta,和/或mo和/或v和/或cr,其中优选地这些材料中的一种或多种溶解在粘结相中和/或作为碳化物存在。以这种方式,可以实现固溶温度的增加以及通过热作用或处理形成的现有和/或金属间相的强度。结果,需要较少的金属间相材料,同时保持硬质合金材料的强度。或者粘结剂强度和因此耐热性由于添加而增加。
48、然而,还可以设想到,上述成分中的一种或多种结合到至少部分金属间相材料的晶格中,或者可以通过热处理(加热处理或热暴露)结合到金属间相材料的晶格中。例如,钛原子(或上述组中的另一种材料)主要占据金属间相材料的晶格中al或w的晶格位点,并且像w一样,增加金属间相材料的沉淀温度。
49、这意味着,如果存在于硬质合金材料中,一方面,金属间相材料可以在烧结期间更有效地沉淀,因为沉淀在较高温度下开始,因为扩散速率在那里显著更高。
50、另一方面,该措施实现了高耐热性,因为如上所提及的那样,硬质合金材料的固溶温度升高。换句话说,再溶解硬质合金材料中的金属间相材料所需的温度升高。
51、根据本发明,可以规定粘结相中mo和/或nb和/或ti和/或ta和/或cr和/或v的比例≤15at%。原则上,上述元素确实形成碳化物。在本发明中,现在可以规定选择材料组成,使得少量的这些元素根据溶度积及其对碳的亲和力而溶解在粘结相中,即,因此它们可以结合到金属间相材料的晶格中和/或溶解在金属粘结相中。如果需要硬质合金材料具有粘结相的高韧性,则碳化物分数应该保持是小的。这些材料的总和则应该是≤15at%的比例。
52、此外,有利地,用于生产硬质合金材料的粉末混合物(特别是生坯的粉末混合物)可以相对于碳含量按化学计量设定,因为钛(和/或mo和/或nb和/或ti和/或ta和/或cr和/或v)接任钨的作用。
53、根据本发明的一个设计变型,可以规定粉末混合物(特别是生坯的粉末混合物)中的碳含量按化学计量或还按亚化学计量设定。这种措施防止或最小化由于过化学计量的碳含量而在烧结材料中的石墨沉淀。发明人已经认识到,这种嵌入对硬质合金材料的断裂强度具有不利影响。
54、根据本发明,尤其可以规定硬质合金材料中的碳含量在以下范围内:
55、从c化学计量(wt%)-0.003*粘结剂含量(wt%)至c化学计量(wt%)-0.012*粘结剂含量(wt%),
56、优选在以下范围内:
57、从c化学计量(wt%)-0.005*粘结剂含量(wt%)至c化学计量(wt%)-0.01*粘结剂含量(wt%)。
58、在本发明中,上述有利效果在粗晶粒硬质金属的情况下特别明显。因此,在本发明的优选实施例中,可以规定分散的碳化钨以晶粒形式存在于硬质合金材料中,其具有的平均粒径在从1至15μm的范围内、优选在从1.3至10μm的范围内、特别优选在从2.5至6μm范围内,其是根据din iso 4499-2测量的。
59、优选地,规定粘结相或生坯中fe的最大含量为5wt%和/或其它不可避免的杂质存在于粘结剂材料中。
60、如果规定现有的金属间相(m,y)3(al,x)或由热处理或热暴露产生的金属间相具有根据icsd(无机晶体结构数据库)存在的晶体结构l12(空间群221),则产生粘结相中的微结构,其中当硬质合金主体经受重负荷时,金属间相的晶体可以在金属粘结材料中有效地彼此支撑。
61、优选地,对于预期用途,优选地对于地面接合工具,规定存在的或由热处理或热暴露产生的金属间相材料具有1500nm的最大尺寸,优选地1000nm的最大尺寸。
62、根据本发明的优选实施例,可以规定硬质合金材料不含或尽可能不含η相和/或al2o3。发明人已经认识到η相的最大比例或al2o3的最大比例不应超过总硬质合金材料的0.6vol%。如果两种物质都存在于硬质合金材料中,则有利的是η相材料和al2o3的总量至多为0.6vol%(体积%)。
63、al2o3和/或η相材料的粒度有利地为平均wc晶粒尺寸的至多5倍,其中平均wc晶粒尺寸以及al2o3和/或η相材料的粒度可以根据din iso 4499-2使用线性截距技术确定。
64、硬质合金材料的韧性可能受到η相或al2o3的负面影响。在较高η相含量下,硬质合金材料仅有限地适用于要求苛刻的地面接合工具。这同样适用于al2o3。
65、本发明的上述问题还使用一种用于制造工具的方法来解决,所述工具特别是破碎工具、地面接合工具,优选地用于道路铣刨机、再生机、稳定机、农业或造林地面加工机,所述工具具有基体,所述基体包括工作区域,其中,包括根据权利要求1至22中任一项生产的硬质合金材料的至少一个工作元件优选地借助于材料结合、特别是软钎焊或硬钎焊接头、特别是硬钎焊接头保持在工作区域上。
66、优选地,工作区域中的硬质合金材料形成切割体,其具有切割尖端或刀刃或切割边缘或工作边缘。还可以设想到的是,硬质合金材料是表面硬化的。
67、如上所述,根据本发明,可以相应地规定工作元件为切割元件的形式,优选地具有至少一个切割边缘和/或至少一个切割尖端,或者为磨损保护元件的形式,特别是保护板、保护条、保护销、保护突起或保护螺柱。
68、本发明的特别优选的应用是,规定将工具设置为切割工具、铣刨刀具(特别是道路铣刨刀具或采矿铣刨刀具)、犁铧、耕作机尖端、钻孔工具(特别是地面螺旋钻)、破碎工具(例如破碎钻头或破碎棒)、覆盖工具、木切屑工具或切碎工具、分级工具(例如筛网)。
69、本发明的另一特别优选的应用使得铣刨刀具包括刀头和直接或间接连接到刀头的刀柄,并且工作元件被保持在刀头上。
70、例如,还可以规定由根据本发明的硬质合金材料形成工作元件,其中该工作元件形成用于超硬切割端部的支撑件,其包括例如pcd材料。
71、如上所述,硬质合金材料可以是具有增强的粘结相的硬质金属。这种增强可以通过在烧结过程中的冷却过程中金属间相材料的沉淀而发生,和/或其使得金属间相材料在烧结过程之后的热处理中形成。在烧结过程中,硬质合金材料达到允许金属间相材料在硬质合金材料中沉淀的温度。
72、为了生产根据本发明的硬质金属,可以选择在原料称重时的标称组成为70-95wt%wc、1-28wt%金属粘结剂和1-28wt%铝化镍(例如金属间相)。金属粘结剂可以具有元素co、任选的fe和/或其它成分。称重时的金属间相优选为ni3al。
73、本发明的问题还使用一种用于产生硬质合金材料的方法来解决,其中首先在第一过程步骤中产生前体硬质合金材料,特别是硬质金属,其含有70wt%至95wt%(优选80wt%至95wt%)的分散形式的碳化钨以及粘结相,其中所述粘结相包含金属粘结材料,其中金属粘结材料包含co,其中粘结相包括溶解的元素ni和al,其中粘结相具有以下列出的化学元素组成:
74、ni>25wt%,al>4wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成,
75、优选ni>35wt%,al>5wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成,
76、特别优选ni>40wt%,al>6.5wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成,
77、其中在另一方法步骤中,对前体硬质合金材料进行热处理以形成在粘结相中包括金属间相材料的硬质合金材料,其中所述金属间相材料至少部分地根据结构式(m,y)3(al,x)形成,其中m=ni,y=co和/或另一种成分,并且x=钨和/或另一种成分。
78、热处理可包括至少一个加热步骤或至少一个冷却步骤。
79、根据本发明,可以优选地规定金属间相材料(m,y)3(al,x)的晶体的至少一部分在热处理之后具有根据icsd(无机晶体结构数据库)的晶体结构l12(空间群221)。
80、为了能够实现粘结相的特别有效的增强,特别是在粗晶粒硬质金属作为硬质合金材料的情况下,可以有利地规定金属间相材料的至少一部分具有1500nm的最大尺寸,优选1000nm的最大尺寸(根据使用显微照片的线性截距技术测量)。
81、有利地,可以规定根据本发明的方法生产的硬质合金材料的至少一段的矫顽力hcm,优选其中存在金属间相材料的段的矫顽力hcm为:
82、hcm[ka/m]>(1.5+0.04*b)+(12.5-0.5*b)/d+4[ka/m],
83、优选地,hcm[ka/m]>(1.5+0.04*b)+(12.5-0.5*b)/d+6[ka/m],
84、特别优选hcm[ka/m]>(1.5+0.04*b)+(12.5-0.5*b)/d+10[ka/m],
85、其中b是以wt%计的硬质合金材料中粘结相的比例,并且d是根据din iso 4499-2通过线性截距技术测定的分散wc的晶粒尺寸。
86、对于在粘结相中具有co且不具有金属间相材料的普通硬质金属,矫顽力通常用于间接地确定给定粘结剂含量的wc的平均晶粒尺寸。根据本发明,金属间相材料引起矫顽力的显著增加。因此,矫顽力可以间接地评估为由于嵌入的金属间相材料引起的粘结相的增强的量度。矫顽力越高,金属粘结材料、金属间相材料和wc之间的总界面越大。高度沉淀的金属间相材料导致金属间相材料的单个晶体在粘结相中彼此良好地支撑,特别是在高温下(特别是在高工具温度下)。
87、硬质合金材料的至少一段的矫顽力hcm[ka/m]>(1.5+0.04*b)+(12.5-0.5*b)/d+4[ka/m]可以主要用于上述磨损保护应用,例如用于表面硬化。
88、硬质合金材料的至少一段的矫顽力,优选地hcm[ka/m]>(1.5+0.04*b)+(12.5-0.5*b)/d+6[ka/m]可以主要用于上述要求苛刻的地面接合工具。
89、硬质合金材料的至少一段的矫顽力优选地hcm[ka/m]>(1.5+0.04*b)+(12.5-0.5*b)/d+10[ka/m]可以主要用于上述高性能工具。
90、根据本发明的一个设计变型,还可以规定,硬质合金材料的至少一段的矫顽力比具有与硬质合金材料相同的组成和wc晶粒尺寸的硬质合金体的矫顽力高20%,其中粘结相仅由金属co粘结剂形成;然而,硬质金属体不含任何金属间相材料。
91、因此,具有相同组成的硬质金属体是这样的硬质金属体,其含有70wt%至95wt%的分散形式的碳化钨以及粘结相,所述粘结相包括不含金属间相材料的金属粘结材料,其中金属粘结材料在硬质合金材料中的比例为5wt%至30wt%,并且除此之外,粘结剂材料具有与根据本发明的硬质合金材料的粘结剂材料相同或大致相同的组成。
92、如上所述,矫顽力间接地提供了粘结相中金属间相材料的比例的指示。因此,矫顽力间接地指示了粘结相的增强程度。
93、在本发明中,硬质合金材料可以使得根据本发明的方法制造的硬质合金材料在800℃的温度和0.001[1/s]的应变率下的热压缩强度≥1650[mpa]和/或使得硬质合金材料在800℃的温度和0.01[1/s]的应变率下的热压缩强度≥1600[mpa](对具有8mm直径且12mm高度的圆柱形试样进行测量)。对于这种硬质合金材料,特别地,可以生产用于道路铣刨刀具的切割端部,其中粘结相的比例为5wt%至7wt%,并且wc的比例在从93wt%至95wt%的范围内,其中优选地wc作为粗晶粒存在,其平均粒度在从2微米至5微米范围内。
94、本发明的特别优选的变型规定铝化镍(优选ni3al粉末)在熔炼冶金过程中生产,和/或铝化镍(优选ni3al粉末)作为在熔融冶金过程中生产的材料添加到混合和/或研磨过程中。
95、如果规定要添加到过程中的铝化镍(优选ni3al粉末)具有平均粒度fsss<70μm(优选具有平均粒度fsss<45μm),则导致粉末混合物在混合和/或研磨过程中的特别好的可加工性。
96、根据本发明的变型,在制备步骤中,优选在第一研磨步骤中,可以规定将铝化镍与研磨液和粗晶粒碳化钨混合,其优选具有的平均粒度fsss>20μm,特别优选具有范围从30μm至60μm的平均粒度fsss,例如为粗晶和/或单晶碳化钨的形式,使得由铝化镍形成粉碎的铝化镍,优选粉碎的铝化镍粉末,特别是粉碎的ni3al粉末。以这种方式,实现了铝化镍的有效粉碎。
97、例如,过程控制可以使得在制备步骤中和/或在随后的研磨步骤中添加压制助剂、至少一种合金成分和/或钴粉并与铝化镍和/或粉碎的铝化镍混合。
98、为了实现特别好的粉碎,有利地规定制备步骤的研磨混合物中的铝化镍含量在从8至50wt%的范围内,优选在从9至25wt%的范围内。
99、特别优选地,可以在随后的研磨步骤中规定将wc粉末添加到来自制备步骤的预研磨中,使得wc粉末在获得的研磨混合物中的比例在从70至95wt%的范围内,并且在随后的研磨步骤中,将粉碎的铝化镍研磨成精细粉碎的铝化镍。
100、有利地,精细粉碎的铝化镍导致金属间相在烧结体中更均匀的分布。此外,由于添加的wc的较短研磨过程,在wc粉末中更好地保留wc结构,特别是wc粗晶粒结构。
101、优选地,根据本发明的一个实施例,在炉中在从1350℃至1550℃范围内的烧结温度下使用液相烧结过程烧结生坯。
102、如果规定粘结相中的金属间相材料的至少一部分具有1500nm的最大尺寸,优选1000nm的最大尺寸(根据使用显微照片的线性截距技术测量)和/或如果规定粘结相中的金属间相材料(m,y)3(al,x)的晶体的至少一部分具有根据icsd(无机晶体结构数据库)的晶体结构l12(空间群221),则可以实现粘结相的特别有效的增强。
103、一种可设想到的过程变型是在研磨和/或混合过程中将雾化的镍铝化物、优选雾化的ni3al粉末作为金属间相材料加工。这种材料易于处理。这种材料可以用很少的努力粉碎以获得所需的细晶粒结构。
104、可以优选地规定混合和/或研磨过程是包括至少两个混合和/或研磨步骤的多阶段方法,其中优选地在最后的研磨和/或混合步骤之前添加铝化镍。
105、生产(并说明测量方法)
106、生产:
107、下面描述经由粉末冶金工艺路线生产在粘结相中含有金属间相材料的硬质合金材料的生产方法。粉末冶金工艺路线分为以下处理步骤:生产可压缩粉末混合物、成型、以及最后将其烧结成紧凑和致密的硬质合金体。
108、各种粒度的wc粉末可用作制备粉末混合物的起始材料,特别是具有的粒度fsss>25μm的粗晶粒wc。用于粘结相的起始粉末是超细钴粉(fsss1.3μm)和铝化镍,优选铝化镍粉末,特别是ni3al粉末。
109、例如,可以使用镍化铝粉末(ni-al粉末),例如铝含量为约13.3wt%的ni-13al粉末。ni-al粉末的粒度为fsss<70μm,优选fsss<45μm。w金属粉末(fsss<2μm)和炭黑用于设定和调节目标碳含量。为了使粘结相与合金元素(诸如ti、ta、mo、nb、v、cr)合金化,使用其碳化物粉末或其含w混合碳化物,其具有的粒度<3μm。
110、按照现有技术,通过湿磨(优选在装有硬金属球的球磨机中)制备粉末混合物。使用乙醇和己烷作为研磨介质。其它可能的研磨介质可以是丙酮或含有合适抑制剂的水性介质。
111、在制备用于具有的粘结剂含量>15%的硬质合金材料的粉末混合物时,由于高粘结剂含量和有利的再结晶,单次研磨处理是足够的。另一方面,对于高达15%的粘结剂含量,多阶段湿研磨处理是有利的,以便有效地粉碎ni-al粉末并使研磨过程中氧化物的形成最少化。
112、在第一步骤中,将ni-al粉末与研磨液和粗晶粒碳化钨充分混合,所述粗粒碳化钨具有的平均粒度fsss>20μm,优选为30-60μm。如果需要,在此阶段也可以加入压制助剂、少量合金成分和钴粉。
113、研磨参数(持续时间、研磨球与研磨原料的比率、研磨介质)和wc与ni-al粉末的比率基于待在硬质合金材料中设定的wc晶粒尺寸。
114、在第二步骤中,在该预研磨阶段添加50至80wt%的限定粒度的wc原料并混合,其中主要焦点在于减少附聚物并获得尽可能均匀的混合物。
115、如果在第一研磨步骤(预研磨阶段vm)中没有进行合金调节和压制助剂的添加,则现在可以在第二步骤中进行。
116、在湿法研磨过程中得到的浆料按照现有技术进行干燥,并转化成粉末,以备压制。这优选采用喷雾干燥方法进行。
117、优选通过使用机械、液压或机电压力机的轴向压制而直接进行成形。
118、烧结在真空中在1350℃和1550℃之间进行,优选在工业烧结hip炉中进行,其中惰性气体入口在液相烧结后产生过压,其中可以消除任何残留的孔隙率。
119、通过示例的方式,图4示出了3wt%co和3wt%ni3al的wc-co-ni3al相图,其示出了这些沉淀物的形成。
120、在熔体凝固后,最初仅存在wc和co、ni、al、w和c的固溶体。仅在低于固溶温度时,金属间相材料从该固溶体中沉淀出来,其中金属间相材料根据结构式(m,y)3(al,x)形成,其中m=ni,y=co和/或另一种成分,以及x=钨和/或另一种成分。可以使用扫描电子显微镜观察这些金属间相材料。
121、图2和图3示出了根据本发明的两种不同的硬质合金材料,其为硬质金属的形式,使用这种扫描电子显微照片。可以清楚地看到这种硬质金属的粘结相,其中可以识别金属间相材料(较浅相)10和金属粘结材料30(较暗)。wc晶粒20通过粘结相粘结。
122、示出了金属间相材料在粘结相中的均匀分布,其中金属间相材料的晶体具有立方体形状并且优选小于1500nm。金属间相材料(m,y)3(al,x)的晶体具有根据icsd(无机晶体结构数据库)的晶体结构l12(空间群221)。
123、这种硬质合金材料可以结合到钢基体上以形成工具的工作元件,例如破碎、地面接合工具,优选地用于道路铣刨机、再生机、稳定机、农业或造林地面加工机。然后将该工作元件设置在工具的工作区域中。使用软钎焊接头或硬钎焊接头,特别是硬钎焊接头来实现与基体的连接。在该过程中,将热量引入工具中以产生软钎焊接头或硬钎焊接头。随后,将该工具在例如在水-油乳液中进行淬火。
124、在软钎焊或硬钎焊过程中,金属间相材料至少部分再次溶解,使得金属间相材料的成分在淬火硬化后作为溶解成分存在于硬质合金材料中。以这种方式,形成了前体硬质合金材料。
125、然后对该前体硬质合金材料进行热处理,如上所述数次。在这点上,可以经由热处理将热量引入到硬质合金材料中,其中温度低于固溶温度,但优选高于400℃。处理持续时间,即进行热处理的时间,在从0.25至24小时的范围内。在热处理期间,至少在部分硬质合金材料中再次形成金属间相材料,以实现粘结相的增强。
126、热处理可以是主动过程,其中通过热源将热量选择性地引入到硬质合金材料中。优选地,被动地进行热处理,其中,例如在工具使用期间,前体硬质合金材料与待被加工的工件(例如道路摊铺路面)接触。在该接触期间,将热量引入到前体硬质合金材料中,即,将其加热到形成金属间相材料的温度。以这种方式,工具根据本发明自动地增强自身,其中根据本发明的硬质合金材料形成在经受磨损的区域中。
127、还可以设想到,以上述方式设计的硬质合金材料是在烧结过程中制造的,其中形成金属间相。随后,可以使该产品达到优选高于固溶温度的温度,在该温度下金属间相材料至少部分地重新溶解。然后将该材料淬火以形成前体硬质合金材料。然后对前体硬质合金材料进行热处理以形成本发明的硬质合金材料。
128、为了能够容易地使金属间相材料沉淀在粘结相中,可以优选地规定粘结相中的(m,y)3(al,x)含量≥40%,并且以这种方式将碳平衡设定为化学计量或亚化学计量。
129、已经表明,粘结剂中较高的钨溶液稳定了金属间相材料的沉淀。这是由于金属间相材料的晶体结构中掺入了“co3w”并且沉淀范围向较高温度移动所引起的。
130、可以少量(在粘结剂中<15at%)添加的元素mo、nb、cr、v和特别是ti、ta显示出类似的效果。
131、可用的合金量取决于金属碳化物的单个溶度积。尽管这些溶度积在其数量方面看起来可忽略不计,但具有令人惊讶的明显效果,这不能归因于晶粒减少效果。
132、由于增加的稳定性和更好的沉淀行为,通过添加另外的元素,粘结剂中金属间相材料的比例可以降低并且也可以低于40%。此外,在例如ti或ta的存在下,碳平衡不再需要设定为亚化学计量,因为这些元素接任了钨作为稳定剂的作用。
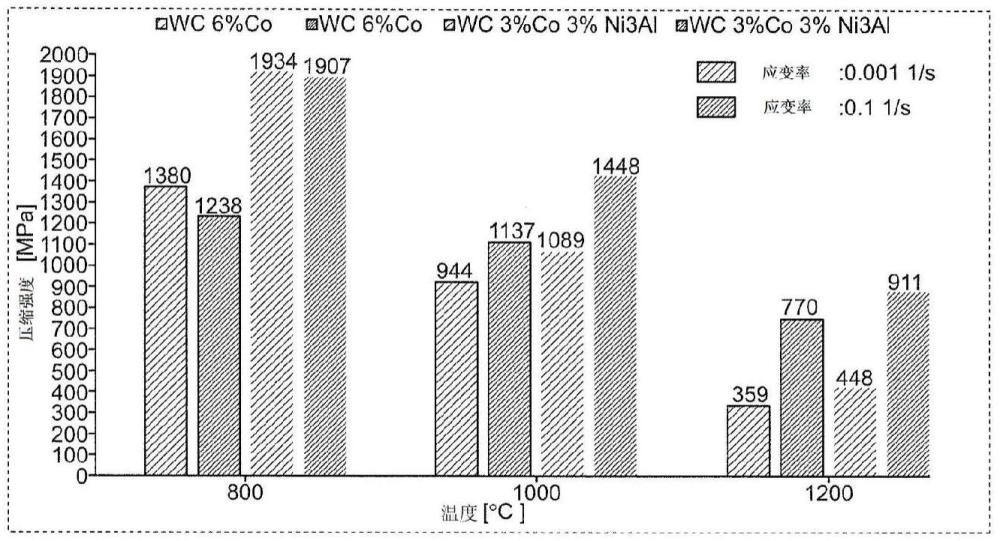
133、金属间相材料的沉淀对高温强度的影响可以通过热压缩试验得到明显的证实。图1示出在不同的试验温度和应变率下每种含有6%粘结剂的硬质合金的热压缩强度。特别地,金属间相材料在800℃的试验温度下将强度提高约40%至50%。
134、在根据本发明的硬质合金材料样品上确定物理量,其有助于表征材料及其性质。
135、对于硬质金属,矫顽力hcm和比磁饱和4ps的测定已被确立为无损检测方法。
136、还使用由提出的1.097确定两个测量变量以表征本发明的硬质合金材料。
137、用于表征材料的另一个参数是密度,其根据阿基米德原理通过称重来确定。
138、材料的硬度根据适用于硬质金属的标准在金相制备的抛光样品上测定。优选地,使用具有10kp的测试载荷的vickers hv 10硬度测试(iso 3878)。
139、此外,通过光学显微镜在抛光样品上检测和评估氧化铝颗粒和烧结材料的孔隙率(din iso 4499-4标准)。为了估计微结构中氧化铝的体积百分比,可以使用a孔隙率和b孔隙率的比较图像,其中a08和b08约等于0.6vol%的体积分数。根据标准(din iso 4499-4)用murakami溶液蚀刻η相以进行光学显微镜检查。根据din iso 4499-2测定平均wc晶粒尺寸。使用线性截距技术评估sem(扫描电子显微镜)图像。
140、粘结剂中金属间相的比例和沉淀颗粒的最大尺寸也通过sem图像测定,但使用inlense bse检测器。为此目的,在样品的几个位置处拍摄图像,并通过图像处理而在代表性部分上进行评估,并且通过色调分界确定面积分数。
141、示例:
142、下表示出根据本发明的硬质合金体的示例,该表中所示的示例原则上可以使用与如上所述相同的方法制造:
143、
144、
145、
146、
147、
148、
149、*非标准化比较测试,使用样品测试温度800℃,应变率0.001 1/s
150、**基于显微照片中张力分界的面积比例的评估。使用相同组成的在700°/10h下等温老化的固溶退火样品进行校准。
151、根据上文,本发明因此涉及一种硬质合金材料,特别是硬质金属,其含有70wt%至95wt%、优选地80wt%至95wt%的分散形式的碳化钨以及粘结相,其中粘结相包含金属粘结材料,其中金属粘结材料包含co、溶解的ni和溶解的al,其中粘结相可任选地包含金属间相材料,其中金属间相材料(如果存在的话)根据结构式(m,y)3(al,x)形成,其中m=ni,y=co和/或另一种成分,并且x=钨和/或另一种成分,其中粘结相具有以下列出的化学元素组成:ni>25wt%,al>4wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成。
152、下面基于图5至图12所示的示例性实施例更详细地解释本发明。在附图中:
153、图5示出了通过刀尖的竖直截面;
154、图6示出了根据图5的刀尖,其沿着图5中标记为vi-vi的剖面线的路线呈现;以及
155、图7至图12示出了图5至图6的刀尖50的垂直截面,但是具有修改的微结构组成。
156、图5至图12示出了为硬质合金材料40形式的刀尖50。有利地,这些铣刨刀具50用于切割工具,特别是切割刀具、圆形刀具、道路铣刨刀具、采矿刀具等。
157、刀尖50被设计和制备成连接(优选地,软钎焊或铜焊)到钢体上。为此目的,钢体通常具有头部,柄部(优选地,圆柄)一体地形成到该头部。背离柄部,头部具有用于刀尖50的安装件。刀尖50可以紧固在该安装件中或紧固到该安装件上。
158、该刀尖50是整体设计的,并具有基部51。基部51可用于将刀尖50连接到钢体上。优选地,基部51具有连接表面51.1。为了将刀尖50连接到钢体上,硬钎焊接头的硬钎焊材料可设置在连接表面51.1和钢体之间。
159、为了保持刀尖50和钢体之间的硬钎焊间隙的尽可能恒定的厚度,可以规定在连接表面51.1的区域中在刀尖50上形成间隔件51.2,间隔件51.2突出超过连接表面51.1并且被设计成搁置在钢体上,使得连接表面51.1保持为与钢体的配合表面相距一距离以用于软钎焊或硬钎焊过程。
160、此外,可以规定在连接表面51.1的区域中设置一个或多个凹部52。在这种情况下,凹部可以优选地使得其从连接表面51.1经由凸角并入凹入部分,该凹入部分有利地设计为凹槽。凹部52可以用于减少刀尖50所需的材料量。此外,凹部52在连接表面51.1的区域中形成用于过量软钎焊或硬钎焊的材料的储器。
161、基部51具有优选的周向边缘51.3,该周向边缘51.3可以形成为至少部分地凸起的结构,边缘51.3可以形成为基部51和过渡部分53之间的过渡。
162、过渡部分53具有形成为凹入段53.1的第一段。替代地,也可以提供截锥形几何形状或由凹入段53.1和至少部分截锥形几何形状组成的组合。在第一段中,刀尖50在从基部51朝向刀尖50的尖端54的方向上逐渐变细。
163、此外,过渡部分53还可包括圆柱形段53.2,该圆柱形段53.2邻接与基部51相对的第一段。优选地,至少在刀尖50的区域中,第一段和圆柱形段之间的过渡是连续的,优选地在刀尖的中心纵向轴线的方向上是连续可微的,从而避免了连续性的跳跃,如图5中所示。
164、刀尖50可以优选地在过渡部分53的区域中具有凹口53.3。它们用于减少材料并优化在使用工具期间被移除的地面材料的排出。
165、刀尖50具有尖端54,该尖端54邻接过渡部分53,优选邻接圆柱形段53.2。连接部分54.1可以被设计为凸曲率。并入端部部分54.3的锥形部分54.2邻接连接部分54.1。端部部分54.3优选为凸曲率的形式,特别优选为球形帽的形式。
166、图6示出了刀尖50的横截面视图和俯视图。如可以清楚地看到的那样,凹口53.3围绕刀尖50的圆周均匀地分布。
167、刀尖50具有至少一个第一体积段70和至少一个第二体积段60。
168、在第二体积段60中,硬质合金材料40具有碳化钨(wc)晶粒20,其通过粘结相的金属粘结材料30彼此粘结。可以规定在第二体积段60中不存在金属间相材料10,或金属间相材料10的含量优选小于30wt%/单位体积、优选小于25wt%/单位体积、特别优选小于15wt%/单位体积的。
169、在第一体积段70中,硬质合金材料40包括通过粘结相的金属粘结材料30粘结的碳化钨(wc)晶粒20。在第一体积段70中,存在金属间相材料10,优选其含量≥30wt%/单位体积,优选在从30-70wt%/单位体积的范围内,特别优选在从35-60wt%/单位体积的范围内,进一步优选在40-50wt%/单位体积的范围内。
170、金属间相材料根据结构式(m,y)3(al,x)形成,其中m=ni,y=co和/或另一种成分,以及x=钨和/或另一种成分。粘结相具有如下所列的化学元素组成:ni>25wt%,al>4wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成。
171、金属间相材料相对于单位体积的相对比例y在第一体积段70中大于第二体积段60中。
172、如图所示,第一体积段70和第二体积段60可以由硬质合金材料40的表面的至少一部分界定。
173、具有相对较高比例的金属间相材料10的第一体积段70形成刀尖50的表面的一部分,特别是在尖端54在锥形部分54.2处和/或在端部部分54.3处。
174、从尖端54开始,第一体积段70可以进一步延伸到基部51。优选地,基部51的区域也可以由第二体积段60形成。具有相对较低含量的金属间相材料10或不具有金属间相材料10的第二体积段60优选地设置在过渡部分53的区域中。如图6所示,第一体积段70和第二体积段60都可在过渡部分53的区域中与刀尖50的表面相邻。
175、根据图5和图6中所示的实施例示例的第一体积段70和第二体积段60的布置具有下面列出的技术优点:
176、因为第一体积段70形成尖端54,所以在此在特别容易磨损的区域中提供高耐磨性。
177、在非磨损区域中,这导致韧性增加并因此导致更高的断裂稳定性。
178、此外,可以设想到的是,体积段60、70可以设定特定的磨损形状,其例如支持刀尖的重新锐化。
179、图7至图12示出刀尖50的进一步的设计变型。为此,刀尖50的设计与图5和图6的刀尖50大致相同。在这方面,为了避免重复,参考上述说明,并且仅讨论不同之处。根据图7至图12的刀尖50在第一体积段70和第二体积段60的布置和设计方面特别不同。
180、如图7所示,第一体积段70位于尖端54的区域中,并且优选地部分地位于过渡部分53的圆柱形区域53.2中。然而,也可以设想到,第一体积段70仅设置在尖端54的区域中。在那里,第一体积段70有效地防止尖端54的区域中的磨损。
181、图8示出了第一体积段70可以全部或部分地位于刀尖50内部。第一体积段70可以设计为使得它优选地在刀尖50的中心纵向轴线的方向上延伸穿过过渡部分53的整个区域。如上所述,第一体积段70的特征在于,由于存在金属间相材料10而具有特别高的剪切强度。以这种方式,第一体积段70有效地加强了易断裂过渡区域53。
182、相反,如图9所示,第二体积段60可全部或部分地位于刀尖50内。第一体积段70则优选地完全包围第二体积段60。第一体积段完全或几乎完全形成刀尖50的表面,以特别有效地保护该刀尖不受磨损,并防止刀尖50在过渡部分53的区域中断裂。由于横向于刀尖50的中心纵向轴线的较大延伸,第一体积段70也具有高的抗弯曲赤道模量(widerstandsmoment)。
183、图10示出了,在图7的变型的进一步发展中,具有其相对高比例的金属间相材料10的第一体积段70可以延伸穿过尖端54和过渡部分53的区域,使得其优选地完全形成尖端54和过渡部分的表面。第一体积段70延伸到基部51或者还延伸到基部51中,如图10所示。
184、图11示出了第一体积段70也可以在刀尖50内延伸,以形成从尖端54的端部部分54.3到基部51的连续体积段。
185、与根据图5和图6的实施例示例相反,图12示出了还可以规定第一体积段70和第二体积段60互换。
186、因此,上述附图应被理解为图示示意性表示。特别地,第一体积段70和第二体积段60不形成如图所示的精确明确限定的区域,而是在两个体积段70、60之间形成过渡部分。
187、为了生产或形成图5至图12中所示的硬质合金材料40,使用根据本发明的方法,其中首先在第一过程步骤中产生前体硬质合金材料,特别是硬质金属,其含有70wt%至95wt%、优选80wt%至95wt%的分散形式的碳化钨,和粘结相。粘结相至少具有作为金属粘结材料的co和溶解的元素ni和al。粘结相具有以下列出的化学元素组成:
188、ni>25wt%,al>4wt%,余量由co和溶解的粘结剂成分(例如w和/或c)组成。
189、在进一步的过程步骤中,前体硬质合金材料经受如上所述的热处理以形成硬质合金材料40,其至少在第一体积段70中具有粘结相的金属间相材料10。金属间相材料10根据结构式(m,y)3(al,x)形成,其中m=ni,y=co和/或另一种成分,以及x=钨和/或另一种成分。
190、为此,在进一步的过程步骤中,在热处理期间,前体硬质合金材料可以保持在400℃和固溶温度之间的温度范围内0.25至24小时。为了形成各个体积段60、70,例如,可以通过激光或感应线圈进行目标加热。
- 还没有人留言评论。精彩留言会获得点赞!