OAL实现旋转功能的装置及操作方法与流程
本发明涉及钢板生产设备,具体为oal实现旋转功能的装置。
背景技术:
1、oal即过渡连接通道,主要是用于钢板转运的通过,连续退火机组设计产能为年产96万吨普通冷轧产品,现在实际生产负荷长期处于低位,设备长时间停线,造成严重浪费,而热镀锌产品市场需求量却很大,同时连续退火机组与镀锌机组前后的设备及工艺流程基本相同,连续退火机组已改造为既能生产普通冷轧产品又能生产镀锌产品的两用生产线,要切换到生产冷轧产品时,必须经过一个过渡连接通道作为过渡,当生产镀锌产品时,这个该通道必须要拆掉移走,否则占用镀锌产品生产通道空间,再次切换到冷轧产品生产时,又必须再次安装这个过渡连接通道,过渡连接通道体积大,重量重,拆装、吊装空间有限,同时属高空作业,拆卸、吊装安全隐患大,耗时长,作业效率低,影响切换时间,因此有必要研究出一种可以自动对过渡连接通道的位置进行旋转调整的结构,进而能够便于对钢板进行两种不同的施工工艺。
2、现有的钢板生产设备存在的缺陷是:
3、1、专利文件cn211866222u公开了一种管材盘到盘连续退火机组,“包括用于将盘卷料被动放卷、并对盘卷料管材管腔输入保护气体的放卷装置;用于将盘卷料主动开卷、并对开卷后管材进行矫直的开卷矫直装置;用于管材退火处理的退火装置;用于将管材夹送进入退火装置的入口夹送装置;用于将管材夹送输出退火装置的出口夹送装置;以及用于将退火后的管材进行收卷的收卷装置;放卷装置、开卷矫直装置、入口夹送装置、退火装置、出口夹送装置和收卷装置依次布设。该退火机组管材可有效缩小设备的长度,节省设备占用空间和场地成本,便于设备布设;可具有多退火通道,根据实际工作需求进行单通道退火处理或多通道退火处理,使用方便、灵活,各退火通道管材互不干扰”,然而上述公开文献的一种管材盘到盘连续退火机组,主要考虑根据实际工作需求进行单通道退火处理或多通道退火处理,没有考虑到可以快速切换钢板结构生产线的问题,因此,有必要研究出可以对过渡连接通道进行调节的结构,进而能够便于快速的对钢板生产线进行切换;
4、2、专利文件cn207628885u公开了一种不锈钢冷轧板连续生产系统,“至少包括黑卷酸洗机组、不锈钢白卷轧制机组、退火酸洗机组,所述黑卷酸洗机组、不锈钢白卷轧制机组、退火酸洗机组顺次连接在一起组成连续机组;在黑卷酸洗机组、不锈钢白卷轧制机组之间不设置中间退火段。将黑卷酸洗与不锈钢白卷轧制、退火酸洗等多个工序连接在一起组成连续机组,直接生产2b/2d产品,省去黑卷退火、省去中间退火、省去工序间钢卷的调运,提高了成材率,很大程度上节约工厂建设用地和工程投资”,然而上述公开文献的一种不锈钢冷轧板连续生产系统,主要考虑提高了成材率,没有考虑到对过渡连接通道位置进行检查的问题,因此,有必要研究出可以对过渡连接通道位置进行检测的结构,进而能够防止过渡连接通道未完全移动至连接处,钢板运输造成影响.
技术实现思路
1、本发明的目的在于提供oal实现旋转功能的装置,以解决上述背景技术中提出的不便于对过渡连接通道包进行调整的技术问题。
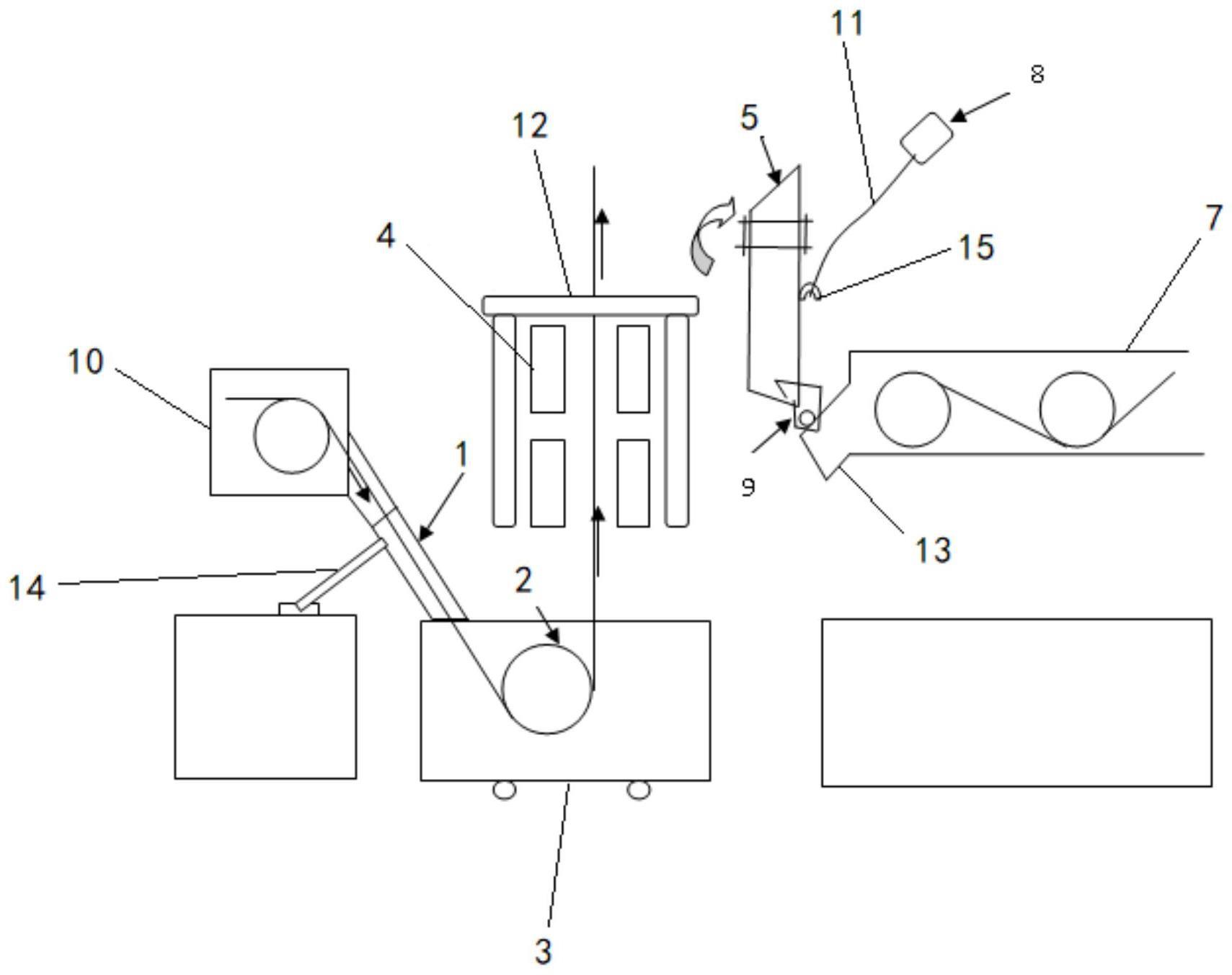
2、为实现上述目的,本发明提供如下技术方案:oal实现旋转功能的装置,包括底板、冷轧产品通道、调节组件,底板上设置有炉箅子与锌锅,炉箅子底端与锌锅顶端抵接,锌锅上方设置有镀锌产品通道,镀锌产品通道一侧设置有冷轧产品通道,调节组件包括电动葫芦和过渡连接通道;
3、电动葫芦的输出端通过牵引绳与过渡连接通道连接,冷轧产品通道靠近镀锌产品通道的一端设置有传送通道,过渡连接通道一端通过旋转轴与冷轧产品通道转动连接。
4、优选的,锌锅内设置有yg装置转向辊与切换通道转向辊,yg装置转向辊与切换通道转向辊同轴设置,镀锌产品通道两侧内壁上分别间隔设置有若干电磁感应加热器,yg装置转向辊、切换通道转向辊与镀锌产品通道偏心设置。
5、优选的,底板顶端铰接有支撑杆,支撑杆顶端与炉箅子连接,过渡连接通道一侧外壁上设置有挂钩,牵引绳与挂钩连接。
6、优选的,过渡连接通道包括第一伸缩杆与延伸槽,延伸槽内壁设置有安装槽,安装槽的内壁设置有微型传送带,延伸槽的内壁安装有微型电机且微型电机与微型传送带通过皮带传动连接,过渡连接通道的底部设置有施压块,传送通道的底部设置有多组连接架,连接架的内壁设置有第二伸缩杆,第二伸缩杆的一端固定安装有限位块。
7、优选的,传送通道内壁设置有检测组件,检测组件包括导向环和滑动杆,且滑动杆一端贯穿导向环的内部,滑动杆一端固定安装有滑动块,滑动杆另一端设置有供电组件,导向环外壁固定设置有第一弹簧,且滑动杆一端贯穿第一弹簧的内部,供电组件外壁设置有导电柱,检测组件内壁设置有安装架,安装架内壁设置有导电体,传送通道顶部设置有警示灯。
8、优选的,第一伸缩杆镶嵌安装在过渡连接通道内部,且第一伸缩杆一端与延伸槽外壁连接,安装槽为长方形镶嵌安装在延伸槽内部,检测组件外壁呈长方形,且滑动块外壁与检测组件内壁贴合,导电体外形为筒状,导电体与警示灯电性连接。
9、优选的,锌锅内壁上设置有密封箱,密封箱的内壁设置有多组第三伸缩杆,第三伸缩杆的顶端固定安装有方形架,方形架的内壁设置有多组转动辊,转动辊的两端均安装有转轮,且转轮通过皮带传动连接,方形架的内壁设置有驱动马达,且驱动马达的输出端与其中一组转动辊的一端固定连接。
10、优选的,方形架的底部依次设置有多组密封壳,密封壳的内壁安装有微型马达,微型马达的输出端安装有扇叶。
11、oal实现旋转功能的装置的操作方法,适用于上述任意一项所述的oal实现旋转功能的装置,包括:
12、s1、当需要生产镀锌产品时,钢板从炉箅子上下来,掉落在锌锅内进行镀锌,通过yg装置转向辊将钢板转向竖直向上,通过电磁感应加热器去向镀锌产品通道;
13、s2、当生产冷轧产品时,钢板从炉箅子下来,电动葫芦通过牵引绳放下过渡连接通道,过渡连接通道通过自重绕旋转轴逆时针旋转到通道连接位置,第一伸缩杆推动延伸槽伸出过渡连接通道,钢板通过过渡连接通道与传送通道进去往冷轧产品通道,实现冷轧产品的生产;
14、s3、当冷轧产品生产完成后,再次生产镀锌产品时,电动葫芦通过牵引绳拉起过渡连接通道,过渡连接通道顺时针旋转到折叠固定位置,实现镀锌产品生产。
15、优选的,步骤s2中,还包括如下步骤:
16、s21、在使用过渡连接通道生产冷轧产品时,使第二伸缩杆工作带动限位块移动,限位块移动至施压块的外壁后,通过施压块可以对过渡连接通道的位置进行限位,进而可以提高过渡连接通道的稳定性。
17、与现有技术相比,本发明的有益效果是:
18、1.本发明通过安装有调节组件和电动葫芦对过渡连接通道的位置进行调整旋转,用于对钢板生产线进行调整,当生产冷轧产品时,钢板从炉箅子下来,使电动葫芦工作通过牵引绳对过渡连接通道不再进行限位,过渡连接通道通过自身重量绕旋转轴逆时针旋转到通道连接位置,使第一伸缩杆工作推动延伸槽移动出过渡连接通道的内部,切换通道转向辊使钢板移动至延伸槽的内部,微型电机工作使微型传送带移动对钢板进行传送,钢板通过传送通道进入到冷轧产品通道的内部进行生产,实现冷轧产品的生产,通过这种操作,实现了快捷高效、方便安全的切换功能,可以使待加工的钢板进入到不同的加工生产线内部进行加工,不用对过渡连接通道进行拆卸,减小了劳动强度;
19、2.本发明通过安装有检测组件可以对过渡连接通道的位置进行调整,对冷轧产品进行生产时,为防止过渡连接通道的位置未旋转移动至连接处,在过渡连接通道移动至连接处后,施压块推动滑动块移动位置,滑动块移动时通过滑动杆推动供电组件移动,供电组件移动使导电柱移动进入到导电体的内部,供电组件内部的电流通过导电体流动进入到警示灯的内部,使警示灯亮起,第一弹簧推动滑动块复位,进而可以使导电柱复位,在过渡连接通道未移动至连接处后,导电柱不会进入到导电体的内部,进而通过警示灯可判断出过渡连接通道是否移动至连接处,便于过渡连接通道对钢板进行传送;
20、3.本发明通过安装有方形架和扇叶可以对锌锅内部的锌液进行搅动,清洁后的钢板移动进入到锌锅的内部进行镀锌时,当钢板镀锌完成后,使第四伸缩杆工作推动方形架移动,方形架通过转动辊使镀锌后的钢板移动出锌液的内部,驱动马达的输出端转动带动转动辊转动,转动辊转动时使镀锌后的钢板移动进入到电磁感应加热器的内部进行热加工处理,在方形架移动时微型马达的输出端转动带动扇叶转动,扇叶转动对锌液进行搅动,可以防止锌液产生沉淀物,同时对锌液搅动可以防止锌液温度不均匀现象的发生,在扇叶完全与锌液分离后,扇叶转动产生风力,风力可以对方形架外壁吸附的锌液进行清除。
- 还没有人留言评论。精彩留言会获得点赞!