一种金刚石倒角复合轮及其制备方法与流程
本发明涉及金刚石工具的,尤其是涉及一种金刚石倒角复合轮及其制备方法。
背景技术:
1、目前陶瓷市场产量十分庞大,整条生产线月过60万~100万的产量不断涌现,一般瓷砖四周都要倒角一次,以便于把锐利的边角倒掉,使之光滑漂亮。
2、在倒角过程中,瓷砖由于线速快,当前使用的倒角轮是单一的树脂金刚石、树脂碳化硅或金属金刚石倒角轮,这些倒角轮不是使用寿命短,就是硬度不够效率低下,在使用过程中产生严重的变形导致瓷砖磕角多,综合性价比低,频繁的更换倒角轮增加了工作量并产生了工伤风险。
技术实现思路
1、为了解决上述背景技术中倒角轮的种种不足,本发明提供一种金刚石倒角复合轮及其制备方法,具有结构简单合理,使用方便,倒角符合要求并且使用寿命长,制作成本低等特点,综合性价比高。
2、本发明提供的一种金刚石倒角复合轮及其制备方法采用如下的技术方案:
3、一种金刚石倒角复合轮,包括基体和磨料层,所述磨料层采用金属结合剂为主体,树脂结合剂包覆在金属结合剂外部。
4、一种金刚石倒角复合轮的制备方法,制备权利要求1所述的一种金刚石倒角复合轮,其特征在于,包括以下步骤:
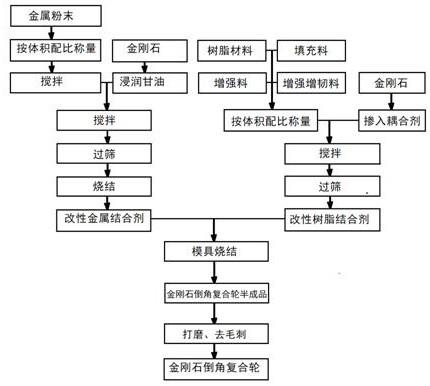
5、s1、制备金属结合剂:
6、将按体积配比称量好的金属粉末搅拌2小时,用甘油把金刚石浸润后掺入金属粉末一起再搅拌2小时,过筛后装入模具,在热压烧结机上750℃烧结成型制得金属结合剂;
7、s2、制备树脂结合剂:
8、将树脂材料、填充料、增强料和增强增韧料按体积配比称量好后,和掺入偶联剂的金刚石一起混合搅拌2小时,过筛后制得树脂结合剂;
9、s3、制备金刚石倒角复合轮半成品:
10、将制备好的金属结合剂放入模具中,再将制备好的树脂结合剂包覆在金属结合剂外部,在流化机上195℃烧结,制得金刚石倒角复合轮半成品;
11、s4、制备金刚石倒角复合轮:
12、使用打磨机打磨金刚石磨盘半成品表面的的不规则区域,去除金刚石磨盘半成品表面的毛刺,制得金刚石倒角复合轮。
13、优选的,步骤s1中,所述金属粉末由以下体积百分比的原料制成:铜粉300目30%~40%,铁锌合金粉600目40%~50%,镍粉300目3%~7%,硅粉200目3%~5%,铝粉400目3%~10%,冰晶石粉500目4%~8%,碳酸钙晶须600目1%~5%,锌粉300目3%~5%,锡粉200目1%~3%。
14、优选的,步骤s1中,所述浸润甘油的金刚石采用体积百分比为3-5%的230/270目、体积百分比为1-3%的270/325目。
15、优选的,步骤s2中,树脂材料采用耐高温酚酫树脂500目 20-30%;填充料由以下体积百分比的原料制成:碳化硅微粉100目 8-15%,氧化锌粉500目 5-10%,氧化铬粉500目 5-10%,铜包铁粉200目 10-15%,纳米硅粉100目 5-10%;增强料采用体积百分比为5-8%的300目氧化锆复合物;增强增韧料采用体积百分比为5-10%的碳化硅晶须,钛酸钾晶须或碳酸钙晶须。
16、优选的,步骤s2中,所述掺入偶联剂的金刚石采用体积百分比为1-3%的230/270目、270/325目。
17、优选的,在金刚石倒角复合轮的制备过程中,金刚石的粒度采用常规选择:150#、180#、230/270、270/325、400#或600#,多种粒度满足使用需求。
18、综上所述,本发明具有如下的有益技术效果:
19、1.树脂结合剂包覆在金属结合剂外部,由金属结合剂中的金刚石作主体,结合树脂结合剂进行磨削,打磨精度更高;两种结合剂结合硬度足够且耐热性强,不易产生变形,寿命比单一的树脂碳化硅倒角轮或金属金刚石倒角轮长一倍,不用频繁的更换倒角轮,综合性价比高。
20、2.添加氧化锆复合物、碳化硅晶须、钛酸钾晶须或碳酸钙晶须等多种材料提高树脂结合剂强度,加上合理的几何外形尺寸,使得金刚石倒角复合轮在使用过程中金属结合剂和树脂结合剂可以做到同步损耗,工作面工作时平整不变形,使用效果好。
21、3.将金属结合剂烧结定型后,包覆树脂结合剂在模具中进行二次烧结,使粉末体产生足够的颗粒黏结,粘合树脂结合剂和金属结合剂并导致致密化增加强度。
技术特征:
1.一种金刚石倒角复合轮,包括磨料层(2),其特征在于:所述磨料层(2)采用金属结合剂(3)为主体,树脂结合剂(4)包覆在金属结合剂(3)外部。
2.一种金刚石倒角复合轮的制备方法,制备权利要求1所述的一种金刚石倒角复合轮,其特征在于,包括以下步骤:
3.根据权利要求2所述的一种金刚石倒角复合轮的制备方法,其特征在于:步骤s1中,所述金属粉末由以下体积百分比的原料制成: 铜粉300目30%~40%,铁锌合金粉600目40%~50%,镍粉300目3%~7%,硅粉200目3%~5%,铝粉400目3%~10%,冰晶石粉500目4%~8%,碳酸钙晶须600目1%~5%,锌粉300目3%~5%,锡粉200目1%~3%。
4.根据权利要求2所述的一种金刚石倒角复合轮的制备方法,其特征在于:步骤s1中,所述浸润甘油的金刚石采用体积百分比为3-5%的230/270目、体积百分比为1-3%的270/325目。
5.根据权利要求2所述的一种金刚石倒角复合轮的制备方法,其特征在于:步骤s2中,所述树脂材料采用耐高温酚酫树脂500目 20-30%。
6.根据权利要求2所述的一种金刚石倒角复合轮的制备方法,其特征在于:步骤s2中,所述填充料由以下体积百分比的原料制成:碳化硅微粉100目 8-15%,氧化锌粉500目 5-10%,氧化铬粉500目 5-10%,铜包铁粉200目 10-15%,纳米硅粉100目 5-10%。
7.根据权利要求2所述的一种金刚石倒角复合轮的制备方法,其特征在于:步骤s2中,所述增强料采用体积百分比为5-8%的300目氧化锆复合物;所述增强增韧料采用体积百分比为5-10%的碳化硅晶须,钛酸钾晶须或碳酸钙晶须。
8.根据权利要求2所述的一种金刚石倒角复合轮的制备方法,其特征在于:步骤s2中,所述掺入偶联剂的金刚石采用体积百分比为1-3%的230/270目、270/325目。
9.根据权利要求2所述的一种金刚石倒角复合轮的制备方法,其特征在于:在金刚石倒角复合轮的制备过程中,金刚石的粒度采用常规选择:150#、180#、230/270、270/325、400#或600#。
技术总结
本发明涉及一种金刚石倒角复合轮及其制备方法,一种金刚石倒角复合轮,包括基体和磨料层,磨料层采用金属结合剂为主体,树脂结合剂包覆在金属结合剂外部,由金属结合剂中的金刚石作主体,结合树脂结合剂进行磨削,打磨精度更高,使用效果好;一种金刚石倒角复合轮的制备方法,包括制备金属结合剂、制备树脂结合剂,树脂结合剂包覆在金属结合剂外部,放入模具中烧结,经过打磨、去毛刺制得金刚石倒角复合轮,综合性价比高;金属结合剂为浸润甘油的金刚石掺入金属粉末搅拌后烧结成型;树脂结合剂为树脂材料、填充料、增强料和增强增韧料按体积配比称量好后,结合掺入偶联剂的金刚石混合搅拌过筛后制得。
技术研发人员:陈水祥
受保护的技术使用者:淄博迈登金刚石磨具有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!