一种橡皮囊充气往复进给式内部流道磨削刀具及使用方法
本发明属于增减材复合制造,具体涉及一种橡皮囊充气往复进给式内部流道磨削刀具及使用方法。
背景技术:
1、增材制造技术因其在快速制造复杂形状零件与缩短零件制造周期方面的显著优点,被广泛应用于航空航天中具有复杂结构零件的制造中。
2、航空发动机热端部件需要承受发动机燃烧后的高温高压燃气冲击,通常在内部增加冷却通道提高其冷却性能;热端部件由镍基高温合金制造,其内部流道截面小,直径在φ4-φ10mm之间,表面粗糙度要求高,一般小于ra 0.8μm,而且呈s型狭长分布,使用传统制造方法不易制造。选择性激光熔化技术(slm)依靠成形精度高、成形复杂结构能力强、加工速度快的优势已经被大量应用于航空航天具有复杂内部流道零件的制造中。但是,粉末“球化效应”、“粉末粘覆”与“台阶效应”等现象导致slm技术加工零件的表面质量较差,表面粗糙度一般在10-50μm之间,造成冷却液体在内部流道内流动不通畅,冷却效率低,影响复杂内部流道零件的实际使用效果。因此,需要对增材制造的航空发动机热端部件内部流道进行光整加工。
3、目前,常采用磨粒流工艺对内部流道进行抛光处理,该方法需要在增材制造工艺完成后,使用线切割工艺将零件从基板上取下,随后安装在磨粒流抛光设备上进行光整加工,这种方法增加了生产成本,延长了加工时间,对于封闭内部流道结构无法处理。
4、因此,采用增减材复合制造对内部流道进行处理,边成形边加工的特点可以有效提高内部流道的表面质量。但是传统铣削刀具(mu jr,sun tt,leung cl,etal.application of electrochemical polishing in surface treatment ofadditively manufactured structures:a review[j].progress in materials science,2023,136:101109)的结构多为圆柱形,在加工复杂内部流道时(如一些负角度与s型流道结构),由于自由曲面和狭窄铣削操作空间的限制,刀具在各个加工区域的进给率不同,甚至存在刀具与工件干涉的情况,因此很难获得均匀的表面粗糙度,导致内部流道表面质量差,影响实际服役性能。故亟需开发适用于复杂内部流道光整加工的切削刀具。
技术实现思路
1、为了克服上述现有技术的缺点,本发明的目的在于提供了一种橡皮囊充气往复进给式内部流道磨削刀具及使用方法,可以实现增材制造复杂内部流道的光整加工,有利于增材制造零件表面质量改善。
2、为实现上述目的,本发明提供如下技术方案:
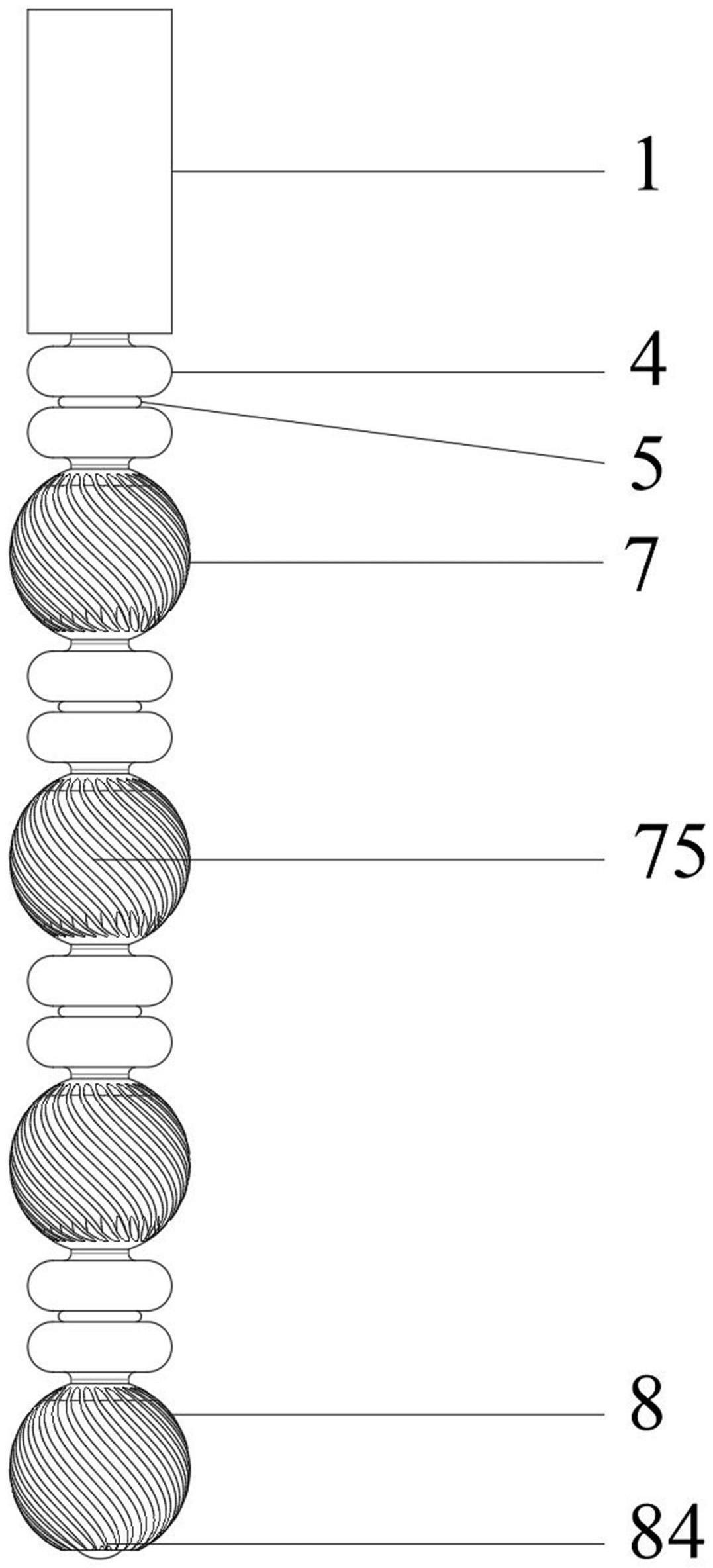
3、一种橡皮囊充气往复进给式内部流道磨削刀具,包括刀柄1,刀柄1底部间隔连接有若干个橡皮囊4和中间磨粒7,最后一个中间磨粒7通过一个橡皮囊4和一个头部磨粒8连接;刀柄1和第一个橡皮囊4之间、橡皮囊4和中间磨粒7之间、中间磨粒7和最后一个橡皮囊4之间、最后一个橡皮囊4和头部磨粒8之间设有回缩弹簧6,形成刀具磨削工作部。
4、所述的刀柄1包括刀柄气道2和刀柄固定卡槽3,刀柄气道2开设在刀柄1的中心,刀柄气道2入口与外部气源连接;刀柄1底部开设有刀柄固定卡槽3,刀柄固定卡槽3上固定有橡皮囊4与回缩弹簧6。
5、所述的中间磨粒7包括第一磨料层71,第一磨料层71包裹在第一基体73上,第一基体73中心开设有磨粒气道74,磨粒气道74与刀柄气道2、橡皮囊4组成了气流通道;第一基体73两端设有中间磨粒固定卡槽72,中间磨粒固定卡槽72内安装有回缩弹簧6与橡皮囊4。
6、所述的第一磨料层71由金刚石磨粒与粘接剂混合而成,第一磨料层71通过粘接剂固定在第一基体73上;第一磨料层71外形呈现球状,第一磨料层71外侧均匀布置有第一切削刃75。
7、所述的末端磨粒8包括第二磨料层81,第二磨料层81包裹在第二基体83上,第二基体83上部设有末端磨粒固定卡槽82,末端磨粒固定卡槽82内安装有回缩弹簧6与橡皮囊4。
8、所述的第二磨料层81外形呈现球状,第二磨料层81外侧均匀布置第二切削刃84;第二磨料层81头部设计为半球状,能够引导刀具在复杂内部流道内运动。
9、所述的回缩弹簧6安装时处于自然伸直状态,在橡皮囊4充气后,回缩弹簧6跟随橡皮囊4拉伸;在橡皮囊4抽气后,回缩弹簧6为橡皮囊4提供快速且完全的回程能力。
10、所述的橡皮囊4安装在刀柄固定卡槽3、中间磨粒固定卡槽72或末端磨粒固定卡槽82内,安装时处于自然伸直状态。
11、所述的橡皮囊4的上下折叠部位套装防爆钢圈5,防爆钢圈5在橡皮囊4未充气前套上。
12、所述的一种橡皮囊充气往复进给式内部流道磨削刀具的使用方法,包括:将刀柄气道2与外部气源通过穿过机床主轴中心的管道相连,并将刀柄1装夹在机床主轴的夹头上;通入具有充放气频率的外部气源,使刀具产生高频率的往复切削运动,在短时间内完成内部流道的磨削。
13、相比现有技术,本发明的有益效果在于:
14、(1)本发明采用橡皮囊4与回缩弹簧6构成磨粒间连接机构,可以在一定程度内弯曲,用于适应不同形状的内部流道,实现slm增材制造复杂内部流道的光整加工。
15、(2)本发明可采用直径为4mm球形第一磨料层71、第二磨料层81,第一磨料层71、第二磨料层81外侧设置有均布的25条第一切削刃75、第一切削刃84,确保中间磨粒7、末端磨粒8可以适应截面直径为4mm的复杂内部流道,保证磨粒与孔壁间有足够的接触面积,为刀具提供了足够的磨削力。
16、(3)本发明刀柄1在工作时直接夹持在机床主轴上,具有易安装,更换性好的优点。
17、(4)本发明采用橡皮囊4与回缩弹簧6实现中间磨粒7、末端磨粒8的往复进给运动,采用的机械结构简单可靠;在高压气体的推动下磨削力足够,可以保证内部流道的表面质量。
技术特征:
1.一种橡皮囊充气往复进给式内部流道磨削刀具,包括刀柄1,其特征在于:刀柄(1)底部间隔连接有若干个橡皮囊(4)和中间磨粒(7),最后一个中间磨粒(7)通过一个橡皮囊(4)和一个头部磨粒(8)连接;刀柄(1)和第一个橡皮囊(4)之间、橡皮囊(4)和中间磨粒(7)之间、中间磨粒(7)和最后一个橡皮囊(4)之间、最后一个橡皮囊(4)和头部磨粒(8)之间设有回缩弹簧(6),形成刀具磨削工作部。
2.根据权利要求1所述的刀具,其特征在于:所述的刀柄(1)包括刀柄气道(2)和刀柄固定卡槽(3),刀柄气道(2)开设在刀柄(1)的中心,刀柄气道(2)入口与外部气源连接;刀柄(1)底部开设有刀柄固定卡槽(3),刀柄固定卡槽(3)上固定有橡皮囊(4)与回缩弹簧(6)。
3.根据权利要求2所述的刀具,其特征在于:所述的中间磨粒(7)包括第一磨料层(71),第一磨料层(71)包裹在第一基体(73)上,第一基体(73)中心开设有磨粒气道(74),磨粒气道(74)与刀柄气道(2)、橡皮囊(4)组成了气流通道;第一基体(73)两端设有中间磨粒固定卡槽(72),中间磨粒固定卡槽(72)内安装有回缩弹簧(6)与橡皮囊(4)。
4.根据权利要求3所述的刀具,其特征在于:所述的第一磨料层(71)由金刚石磨粒与粘接剂混合而成,第一磨料层(71)通过粘接剂固定在第一基体(73)上;第一磨料层(71)外形呈现球状,第一磨料层(71)外侧均匀布置有第一切削刃(75)。
5.根据权利要求1所述的刀具,其特征在于:所述的末端磨粒(8)包括第二磨料层(81),第二磨料层(81)包裹在第二基体(83)上,第二基体(83)上部设有末端磨粒固定卡槽(82),末端磨粒固定卡槽(82)内安装有回缩弹簧(6)与橡皮囊(4)。
6.根据权利要求5所述的刀具,其特征在于:所述的第二磨料层(81)外形呈现球状,第二磨料层(81)外侧均匀布置第二切削刃(84);第二磨料层(81)头部设计为半球状,能够引导刀具在复杂内部流道内运动。
7.根据权利要求1所述的刀具,其特征在于:所述的回缩弹簧(6)安装时处于自然伸直状态,在橡皮囊(4)充气后,回缩弹簧(6)跟随橡皮囊(4)拉伸;在橡皮囊(4)抽气后,回缩弹簧(6)为橡皮囊(4)提供快速且完全的回程能力。
8.根据权利要求1、3或5所述的刀具,其特征在于:所述的橡皮囊(4)安装在刀柄固定卡槽(3)、中间磨粒固定卡槽(72)或末端磨粒固定卡槽(82)内,安装时处于自然伸直状态。
9.根据权利要求1所述的刀具,其特征在于:所述的橡皮囊(4)的上下折叠部位套装防爆钢圈(5),防爆钢圈(5)在橡皮囊(4)未充气前套上。
10.权利要求1-9任一项所述的一种橡皮囊充气往复进给式内部流道磨削刀具的使用方法,其特征在于,包括:将刀柄气道(2)与外部气源通过穿过机床主轴中心的管道相连,并将刀柄(1)装夹在机床主轴的夹头上;通入具有充放气频率的外部气源,使刀具产生高频率的往复切削运动,在短时间内完成内部流道的磨削。
技术总结
一种橡皮囊充气往复进给式内部流道磨削刀具及使用方法,包括刀柄,刀柄底部间隔连接有若干个橡皮囊和中间磨粒,最后一个中间磨粒通过一个橡皮囊和一个头部磨粒连接;刀柄和第一个橡皮囊之间、橡皮囊和中间磨粒之间、中间磨粒和最后一个橡皮囊之间、最后一个橡皮囊和头部磨粒之间设有回缩弹簧,形成刀具磨削工作部;将刀柄气道与外部气源通过穿过机床主轴中心的管道相连,并将刀柄装夹在机床主轴的夹头上;通入具有充放气频率的外部气源,使刀具产生高频率的往复切削运动,在短时间内完成内部流道的磨削;本发明可以实现增材制造复杂内部流道的光整加工,有利于增材制造零件表面质量改善。
技术研发人员:张琦,陆宇,陈宇凯,王寅,华昺力
受保护的技术使用者:西安交通大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!