一种泵管类零件淬火机床的在线检测装置及使用方法与流程
本发明属于热处理设备,具体涉及一种泵管类零件淬火机床的在线检测装置及使用方法。
背景技术:
1、泵管类零件的长度和直径范围变化较大,且内外表面多为非加工面,需要感应淬火处理,对于长度大于1m的工件,其感应淬火通常采用卧式感应器移动扫描淬火,淬火过程可以通过中心卡盘、v型支撑和防弯曲校正辊等装置减小淬火变形,工件来料状态的圆度、直线度是影响成品质量的关键。
2、现有技术中,多是不去控制来料状态的圆度和直线度,对无法进入正常装配的工件后期再返修或报废,或者采用百分表手动检测来料工件的圆度、直线度,不但影响节拍且无法实现淬火工序全流程自动化作业。
3、因此,有必要发明一种在线检测装置对淬火前工件来料状态检测,及时剔除不良品,以适应工件淬火工序全流程自动化作业需求。
技术实现思路
1、为了克服以上不足,本发明提供一种泵管类零件淬火机床的在线检测装置,该机构设置在自动上料机构和淬火机床中间,可系统自动上下料。
2、为了实现上述目的,本发明采用的技术方案为:
3、一种泵管类零件淬火机床的在线检测装置,包括机架、涡轮蜗杆减速机、多个齿轮箱、多个v型辊轮组、多个激光位移传感器、多个中间传动轴、端面对正装置和电气控制单元,所述涡轮蜗杆减速机设置在机架的左侧,多个所述齿轮箱从左到右依次设置在机架的上部,第一个齿轮箱同涡轮蜗杆减速机直连为主动齿轮箱,其余齿轮箱为从动齿轮箱,所述v型辊轮组与齿轮箱的支撑齿轮同轴相连,所述激光位移传感器设置在齿轮箱的侧面,且平行于多个v型辊轮组形成的中心轴线,所述端面对正装置设置在机架的右端,端面对正装置包括气缸、推板和直线运动副,推板运动方向与v型辊轮组形成的中心轴线平行。
4、进一步优化,所述齿轮箱包括齿轮箱箱体、中间齿轮、支撑齿轮、传动齿轮和轴,多个齿轮箱两两之间通过中间传动轴相连。
5、进一步优化,所述定义齿轮箱的数量为不少于两个。
6、进一步优化,所述v型辊轮组和激光位移传感器与齿轮箱数量相同。
7、进一步优化,所述中间传动轴数量比定义齿轮箱少一个。
8、一种泵管类零件淬火机床的在线检测装置的使用方法,具体方法如下:
9、步骤一、系统自动将待淬火工件转运至v型辊轮组上支撑定位;
10、步骤二、端面对正装置动作,推板沿直线运动副方向移动,推动工件端面对正;
11、步骤三、涡轮蜗杆减速机启动,齿轮箱带动v型辊轮组旋转,工件在v型辊轮组上同步旋转,复数个激光位移传感器测量工件;
12、步骤四、电气控制单元汇总分析激光位移传感器测量的数据,与系统给定数据比对,判断工件是否合格;
13、步骤五、根据步骤四判断结果,系统自动下料。
14、本发明的有益效果为:
15、本机构设置在自动上料机构和淬火机床中间,以端面对正装置侧为上料基准,待淬火工件上料后在v型辊轮组上自动定位,减速机驱动辊轮组旋转带动工件同步旋转,激光位移传感器检测工件,系统汇总分析数据,判定工件是否合格,可根据工件长度范围和检测精度设置齿轮箱数量和间距,检测不占用淬火工艺时间,实现淬火前工件来料状态的在线测量。
技术特征:
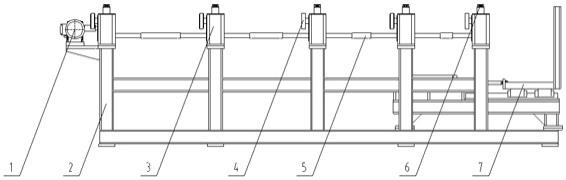
1.一种泵管类零件淬火机床的在线检测装置,其特征在于,包括涡轮蜗杆减速机(1)、机架(2)、多个齿轮箱(3)、多个v型辊轮组(4)、多个中间传动轴(5)、多个激光位移传感器(6)、端面对正装置(7)和电气控制单元,所述涡轮蜗杆减速机(1)设置在机架(2)的左侧,多个所述齿轮箱(3)从左到右依次设置在机架(2)的上部,第一个齿轮箱同涡轮蜗杆减速机(1)直连为主动齿轮箱,其余齿轮箱为从动齿轮箱,所述v型辊轮组(4)与齿轮箱(3)的支撑齿轮同轴相连,所述激光位移传感器(6)设置在齿轮箱(3)的侧面,且平行于多个v型辊轮组(4)形成的中心轴线,所述端面对正装置(7)设置在机架(3)的右端,端面对正装置(7)包括气缸(701)、直线运动副(702)和推板(703),推板(703)运动方向与v型辊轮组(4)形成的中心轴线平行。
2.如权利要求1所述的一种泵管类零件淬火机床的在线检测装置,其特征在于,所述齿轮箱(3)包括齿轮箱箱体(301)、主动齿轮(303)、支撑齿轮(304)、传动齿轮(302)和轴(305),多个齿轮箱(3)两两之间通过中间传动轴相连。
3.如权利要求1所述的一种泵管类零件淬火机床的在线检测装置,其特征在于,所述齿轮箱(3)的数量为不少于两个。
4.如权利要求1所述的一种泵管类零件淬火机床的在线检测装置,其特征在于,所述v型辊轮组(4)和激光位移传感器(6)与齿轮箱(3)数量相同。
5.如权利要求1所述的一种泵管类零件淬火机床的在线检测装置,其特征在于,所述中间传动轴(5)数量比齿轮箱(3)少一个。
6.一种泵管类零件淬火机床的在线检测装置的使用方法,其特征在于,具体方法如下:
技术总结
一种泵管类零件淬火机床的在线检测装置及使用方法,包括涡轮蜗杆减速机、机架、多个齿轮箱、多个V型辊轮组、多个中间传动轴、多个激光位移传感器、端面对正装置和电气控制单元,系统自动将工件上料至多个V型辊轮组上支撑,端面对正装置将工件端面对正,涡轮蜗杆减速机启动通过齿轮箱带动V型辊轮组旋转,激光位移传感器测量工件对应截面的跳动值,电气控制单元对测量数据汇总分析,判断工件来料状态是否合格。本机构设置在自动上料机构和淬火机床中间,以端面对正装置侧为上料基准,可根据工件长度范围和检测精度设置齿轮箱数量和间距,检测不占用淬火工艺时间,实现淬火前工件来料状态的在线测量。
技术研发人员:鲍天明,钱坤,杨晓东,杨继贤,武瑞,张亮飞,王胜利,陶胜艺
受保护的技术使用者:洛阳升华感应加热股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!