一种紧固件局部淬火工艺的制作方法
本发明属于紧固件热处理,更具体的说涉及一种对紧固件尖端部的淬火工艺。
背景技术:
1、在螺钉紧固件中,其端部为尖端,尖端起到在连接时对螺钉攻入位置的定位以及增加螺钉攻入物体表面时的压强,提高螺钉的连接效率,传统的螺钉制造只会对螺钉进行整体的热处理,以增强其整体的强度。
2、但是由于螺钉使用时,其尖端处是一个较大的受力点,在对硬质物体如钢板或水泥的表面攻入时,螺钉的尖端更容易弯折或断裂,从而使螺钉连接效果大大降低。
3、因此有在螺钉的整体热处理后单独对其尖端进行热处理工艺,以进一步提高其尖端的强度。
技术实现思路
1、针对现有技术的不足,本发明提供了一种对螺钉紧固件的尖端进行局部淬火的工艺,提高尖端的硬度,提高螺钉的连接效果。
2、为实现上述目的,本发明提供了如下技术方案:一种紧固件局部淬火工艺,工艺步骤为,
3、1.将待热处理的螺钉倒入振动上料盘内;
4、2.转盘转动,振动上料盘的通过振动上料原理将螺钉逐一送入转盘的定位卡槽内,使螺钉的尖端呈下垂状态;
5、3.转盘将螺钉的尖端逐一送入加热腔内,在加热腔内加热一段时间后再随转盘移出加热腔;
6、4.转盘转动将加热后的螺钉移动至淬火槽的上方,螺钉从转盘上掉入淬火槽的淬火介质内,进行淬火;
7、5.螺钉在淬火槽内降至一定温度后,通过淬火槽上的输送机构将其输送至风冷装置中,去除零件表面的淬火油;
8、6.检验。
9、进一步的,步骤3中,对螺钉的加热温度为900℃-1000℃,加热时间为4s-5s。
10、进一步的,所述淬火介质为淬火油,所述淬火油的淬火温度不高于50℃。
11、进一步的,螺钉淬火时间不少于10s。
12、进一步的,螺钉风冷时间不少于5s。
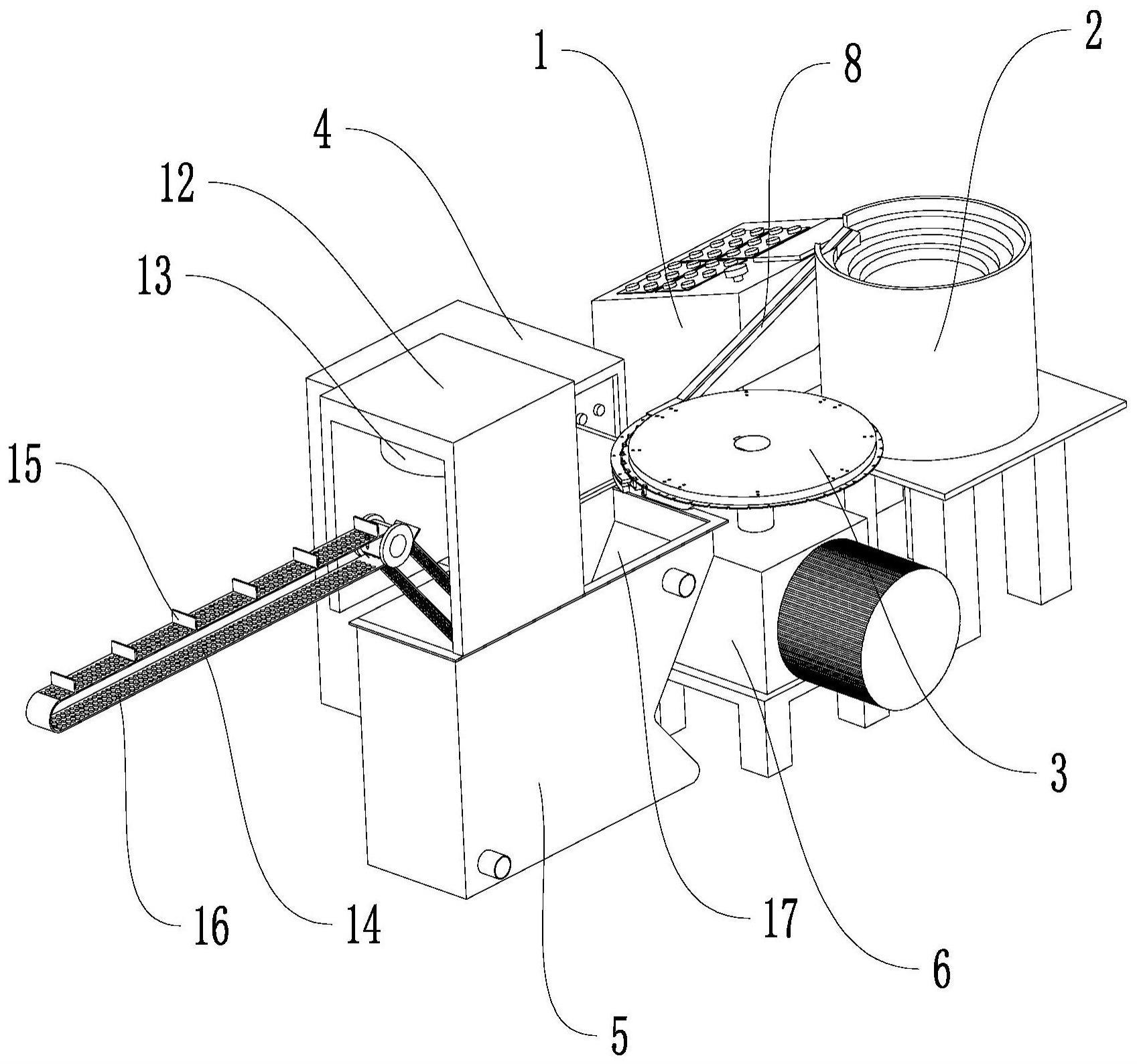
13、一种淬火设备,包括控制器、振动上料盘、转盘、加热装置、淬火槽、输送机构和风冷装置,转盘连接有驱动设备,驱动设备连接控制器,所述转盘的外缘上周向设置有若干定位卡槽,所述振动上料盘与转盘之间设置有上料道,所述加热装置包括高频加热器和两个加热棒,两个加热棒之间形成加热腔,所述加热板与高频加热器连接,所述输送机构包括输送带,所述输送带的一端伸入淬火槽的底部,另一端伸出淬火槽,所述风冷装置位于淬火槽的上方。
14、进一步的,所述加热棒的上方设置有挡料板,所述挡料板的一端延伸至上料道。
15、进一步的,所述输送带上间隔设置有若干挡板,所述输送带上设置有若干滴油孔。
16、进一步的,所述淬火槽内设置有倾斜的导向板,所述输送带的端部位于导向板的下方。
17、与现有技术相比,本发明的有益效果是:将螺钉放入振动上料盘内,通过振动上料盘有序地将螺钉输送至上料道上,通过转盘的转动将上料道内的螺钉依次放置在定位卡槽内,再通过转盘将螺钉输送至加热腔内,通过加热腔对螺钉的尖端进行加热,加热一段时间后转盘转动,使螺钉从定位卡槽掉落至淬火槽内,并通过淬火槽内的淬火油对螺钉进行淬火,最后通过输送带将螺钉从淬火槽内带出,并通过风冷装置将螺钉上残留的淬火油吹掉,实现了对螺钉尖端的局部淬火,提高尖端的硬度,避免使用时弯折或断裂。
技术特征:
1.一种紧固件局部淬火工艺,其特征在于:工艺步骤为,
2.根据权利要求1所述的紧固件局部淬火工艺,其特征在于:步骤3中,对螺钉的加热温度为900℃-1000℃,加热时间为4s-5s。
3.根据权利要求2所述的紧固件局部淬火工艺,其特征在于:所述淬火介质为淬火油,所述淬火油的淬火温度不高于50℃。
4.根据权利要求3所述的紧固件局部淬火工艺,其特征在于:螺钉淬火时间不少于10s。
5.根据权利要求4所述的紧固件局部淬火工艺,其特征在于:螺钉风冷时间不少于5s。
6.一种淬火设备,其特征在于:包括控制器、振动上料盘、转盘、加热装置、淬火槽、输送机构和风冷装置,转盘连接有驱动设备,驱动设备连接控制器,所述转盘的外缘上周向设置有若干定位卡槽,所述振动上料盘与转盘之间设置有上料道,所述加热装置包括高频加热器和两个加热棒,两个加热棒之间形成加热腔,所述加热板与高频加热器连接,所述输送机构包括输送带,所述输送带的一端伸入淬火槽的底部,另一端伸出淬火槽,所述风冷装置位于淬火槽的上方。
7.根据权利要求6所述的淬火设备,其特征在于:所述加热棒的上方设置有挡料板,所述挡料板的一端延伸至上料道。
8.根据权利要求7所述的淬火设备,其特征在于:所述输送带上间隔设置有若干挡板,所述输送带上设置有若干滴油孔。
9.根据权利要求8所述的淬火设备,其特征在于:所述淬火槽内设置有倾斜的导向板,所述输送带的端部位于导向板的下方。
技术总结
本发明公开了一种紧固件局部淬火工艺,由振动上料盘上料至转盘,通过转盘的转动将螺钉输送至加热腔内,通过加热腔对螺钉的尖端进行加热,加热后螺钉从转盘上掉落至淬火槽内进行淬火,完成淬火后通过风冷装置对螺钉进行吹风,将螺钉上残留的淬火油吹掉,实现了螺钉尖端的局部淬火,提高其硬度,避免使用时尖端弯折或断裂,提高螺钉的连接效果。
技术研发人员:黄岳枝,陈双华
受保护的技术使用者:嘉兴合邦机械科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!