一种组合气缸R角成型装置的制作方法
本发明涉及平面磨床精密加工,特别是涉及一种组合气缸r角成型装置。
背景技术:
1、在产品零件的磨削加工中,一些产品通常需要利用砂轮将其磨削、修正成具有r半径的圆角。现有的平面磨床在打磨圆角时,通常利用r成型器和砖石修刀先将砂轮修整成圆角所需的半径,器间再通过试切胶片和投影检测完成后,确认砂轮的成型尺寸无误后,再进行产品零件的圆角加工制造,如此,导致加工效率较低,加工成本及时间成本较高;并且,在传统的加工工艺中,对于封闭零件的圆角结构,无法采用磨床以线性加工方式实现,而只能通过cnc设备、放电或pg光学研磨等工艺才能实现,研磨时间较长、加工成本高,且产品加工后表面的光洁度较差。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种组合气缸r角成型装置,以解决现有技术中传统磨床加工效率低、成本高以及无法加工封闭产品的圆角的问题。
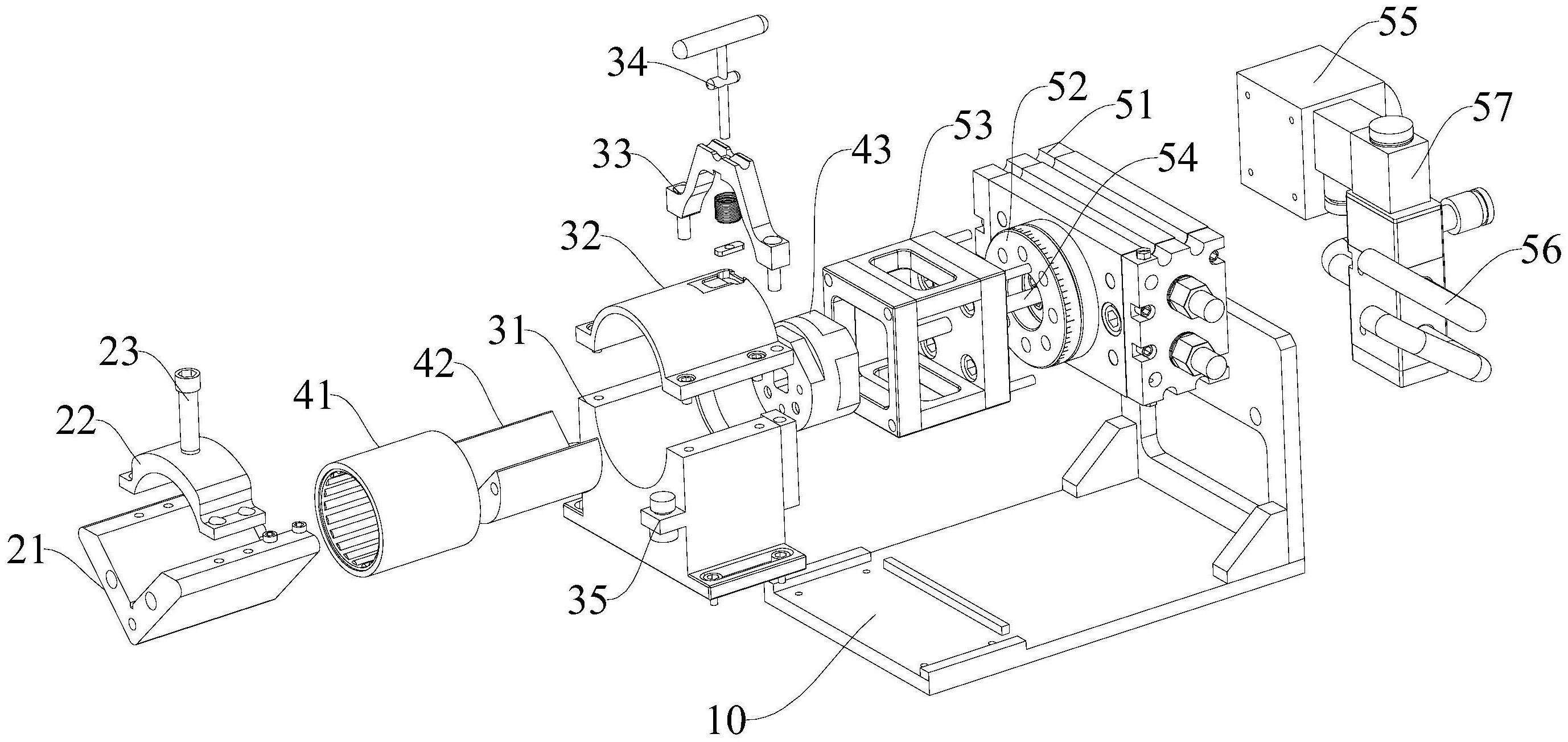
2、为达到上述目的,本发明提供一种组合气缸r角成型装置,包括底座、可拆卸设置于所述底座上的对刀机构、转动设置于所述对刀机构内的传动机构、设置于所述传动机构一端的装夹机构以及设置于所述底座上且对应于所述传动机构另一端并驱动所述传动机构转动的驱动机构。
3、进一步的,所述装夹机构包括与所述传动机构偏心连接的夹持块、盖设在所述夹持块上的产品压板以及可拆卸穿设在所述夹持块上的产品锁紧件,所述夹持块与所述产品压板相对形成有一沿轴向布置的产品放置腔,所述产品锁紧件能够从外穿入所述产品放置腔并抵紧于产品上。
4、进一步的,所述对刀机构包括可拆卸安装在所述底座上的对刀座体、盖设在所述对刀座体上的盖板、适配装配在所述盖板上的限位支架以及依次活动穿越所述限位支架和盖板并与所述传动机构活动接触的限位组件,所述对刀座体与盖板相对形成有一沿轴向布置的容置腔,所述传动机构装配在所述容置腔内,所述传动机构的一端穿出所述容置腔的第一端与所述夹持块偏心连接,所述传动机构的另一端穿出所述容置腔的第二端与所述驱动机构同轴连接。
5、进一步的,所述盖板上对应所述限位组件的位置处形成有一贯穿所述盖板的让位槽,所述限位支架对应所述让位槽的位置处形成有一贯穿所述限位支架且与所述让位槽同轴的穿孔,所述让位槽呈条状且让位槽具有一长度较长的长轴和长度较短的短轴;
6、所述限位组件包括从上至下依次活动穿设在所述穿孔和让位槽内的限位拉杆、设置在所述限位拉杆的穿出端上的限位挡块以及套设在所述限位拉杆外侧且压接于限位支架与限位挡块或盖板之间的弹性件,所述限位挡块与所述让位槽仿形且限位挡块的尺寸小于或等于所述让位槽的尺寸并大于所述穿孔的尺寸,所述限位拉杆能够相对于所述穿孔轴向转动使所述限位挡块具有挤压所述弹性件并支撑于盖板的外周面上的解锁状态以及释放所述弹性件并向下穿越让位槽抵靠在所述传动机构上的锁定状态,当所述限位挡块位于解锁状态时所述传动机构能够带动所述夹持块转动并于转动到位后将限位挡块置于锁定状态进行对刀。
7、进一步的,所述限位支架的顶部内凹形成有限位槽;
8、所述限位拉杆包括从上至下活动穿设在所述穿孔内并与所述限位挡块连接的转动杆、设置在所述转动杆上对应于限位挡块的另一端的把手以及设置在所述转动杆上并能够限位于所述限位槽内的限位杆,所述弹性件套设在所述转动杆上更加靠近所述限位挡块的一端。
9、进一步的,所述对刀机构还包括设置在所述对刀座体上且对应于所述装夹机构的一侧的第一微调组件和第二微调组件,所述第一微调组件和第二微调组件对称设置在所述装夹机构的转动轴的两侧且与所述装夹机构的转动轴位于同一水平位,所述第一微调组件和第二微调组件在对刀时能够与所述装夹机构抵接限位。
10、进一步的,所述传动机构包括设置在所述容置腔内的轴承、转动设置在所述轴承内的轴心柱以及与所述轴心柱连接的旋转动力块,所述夹持块偏心连接于所述轴心柱远离旋转动力块的一端,所述旋转动力块与所述驱动机构同轴相连,且所述夹持块、轴心柱及旋转动力块的转动轴同轴,所述限位挡块与所述旋转动力块活动接触。
11、进一步的,所述旋转动力块具有一环套在轴承内的环套部分;所述环套部分形成有沿径向凹陷的第一限位平面、第二限位平面和第三限位平面,所述第一限位平面、第二限位平面及第三限位平面沿旋转动力块的周向依次分布且第一限位平面、第二限位平面和第三限位平面相邻两个互为夹角设置,当所述限位挡块处于锁定状态或解锁状态时,限位挡块择一抵接在所述第一限位平面、第二限位平面或第三限位平面上。
12、进一步的,所述驱动机构包括设置在所述底座上的旋转气缸、同轴设置在所述旋转气缸的输出轴上的旋转台、固定在所述旋转台上的气缸传动支架以及同轴穿设在旋转台及气缸传动支架上的中心定位轴,所述气缸传动支架远离旋转台的一端与所述旋转动力块连接,所述中心定位轴的一端与旋转气缸固定,另一端依次穿越所述旋转台和气缸传动支架并同轴定位于所述旋转动力块内。
13、进一步的,所述旋转动力块远离轴心柱的一端具有向外超出所述轴承的连接部分,所述气缸传动支架远离旋转台的一侧形成有固定腔,所述连接部分伸入所述固定腔内并与卡装固定在所述固定腔内。
14、本发明通过在设置能够快速夹持待加工产品的装夹机构,且装夹机构与传动机构和对刀机构相连,能够快速实现研磨平面的对刀限位,无需将砂轮修整成型,通过手工装夹即可快速实现封闭产品的外r角的加工成型,适应性高且能够有效提高加工效率及产品质量。另,传动机构和装夹机构设置在对刀机构上,而对刀机构可拆卸设置在底座上,传动机构的对应位置与驱动机构采用卡装的方式固定,有利于快速将对刀机构、传动机构和装夹机构快速与底座和驱动机构拆分后以手动的方式驱动进行r角加工,以适应小批量产品的半自动化快速加工,有利于降低能耗、节约加工成本;同时,拆装下来的对刀机构、传动机构和装夹机构还可与传统治具正弦台、成型砂轮等结构进行组合使用,以在封闭式产品上加工出更多形状的圆弧结构,进一步提高了本装置的适应性。
技术特征:
1.一种组合气缸r角成型装置,包括底座,其特征在于,还包括可拆卸设置于所述底座上的对刀机构、转动设置于所述对刀机构内的传动机构、设置于所述传动机构一端的装夹机构以及设置于所述底座上且对应于所述传动机构另一端并驱动所述传动机构转动的驱动机构。
2.根据权利要求1所述的组合气缸r角成型装置,其特征在于,所述装夹机构包括与所述传动机构偏心连接的夹持块、盖设在所述夹持块上的产品压板以及可拆卸穿设在所述夹持块上的产品锁紧件,所述夹持块与所述产品压板相对形成有一沿轴向布置的产品放置腔,所述产品锁紧件能够从外穿入所述产品放置腔并抵紧于产品上。
3.根据权利要求2所述的组合气缸r角成型装置,其特征在于,所述对刀机构包括可拆卸安装在所述底座上的对刀座体、盖设在所述对刀座体上的盖板、适配装配在所述盖板上的限位支架以及依次活动穿越所述限位支架和盖板并与所述传动机构活动接触的限位组件,所述对刀座体与盖板相对形成有一沿轴向布置的容置腔,所述传动机构装配在所述容置腔内,所述传动机构的一端穿出所述容置腔的第一端与所述夹持块偏心连接,所述传动机构的另一端穿出所述容置腔的第二端与所述驱动机构同轴连接。
4.根据权利要求3所述的组合气缸r角成型装置,其特征在于,所述盖板上对应所述限位组件的位置处形成有一贯穿所述盖板的让位槽,所述限位支架对应所述让位槽的位置处形成有一贯穿所述限位支架且与所述让位槽同轴的穿孔,所述让位槽呈条状且让位槽具有一长度较长的长轴和长度较短的短轴;
5.根据权利要求4所述的组合气缸r角成型装置,其特征在于,所述限位支架的顶部内凹形成有限位槽;
6.根据权利要求3所述的组合气缸r角成型装置,其特征在于,所述对刀机构还包括设置在所述对刀座体上且对应于所述装夹机构的一侧的第一微调组件和第二微调组件,所述第一微调组件和第二微调组件对称设置在所述装夹机构的转动轴的两侧且与所述装夹机构的转动轴位于同一水平位,所述第一微调组件和第二微调组件在对刀时能够与所述装夹机构抵接限位。
7.根据权利要求4所述的组合气缸r角成型装置,其特征在于,所述传动机构包括设置在所述容置腔内的轴承、转动设置在所述轴承内的轴心柱以及与所述轴心柱连接的旋转动力块,所述夹持块偏心连接于所述轴心柱远离旋转动力块的一端,所述旋转动力块与所述驱动机构同轴相连,且所述夹持块、轴心柱及旋转动力块的转动轴同轴,所述限位挡块与所述旋转动力块活动接触。
8.根据权利要求7所述的组合气缸r角成型装置,其特征在于,所述旋转动力块具有一环套在轴承内的环套部分;所述环套部分形成有沿径向凹陷的第一限位平面、第二限位平面和第三限位平面,所述第一限位平面、第二限位平面及第三限位平面沿旋转动力块的周向依次分布且第一限位平面、第二限位平面和第三限位平面相邻两个互为夹角设置,当所述限位挡块处于锁定状态或解锁状态时,限位挡块择一抵接在所述第一限位平面、第二限位平面或第三限位平面上。
9.根据权利要求7所述的组合气缸r角成型装置,其特征在于,所述驱动机构包括设置在所述底座上的旋转气缸、同轴设置在所述旋转气缸的输出轴上的旋转台、固定在所述旋转台上的气缸传动支架以及同轴穿设在旋转台及气缸传动支架上的中心定位轴,所述气缸传动支架远离旋转台的一端与所述旋转动力块连接,所述中心定位轴的一端与旋转气缸固定,另一端依次穿越所述旋转台和气缸传动支架并同轴定位于所述旋转动力块内。
10.根据权利要求9所述的组合气缸r角成型装置,其特征在于,所述旋转动力块远离轴心柱的一端具有向外超出所述轴承的连接部分,所述气缸传动支架远离旋转台的一侧形成有固定腔,所述连接部分伸入所述固定腔内并与卡装固定在所述固定腔内。
技术总结
本发明公开了一种组合气缸R角成型装置,包括底座、可拆卸设置于所述底座上的对刀机构、转动设置于所述对刀机构内的传动机构、设置于所述传动机构一端的装夹机构以及设置于所述底座上且对应于所述传动机构另一端并驱动所述传动机构转动的驱动机构。与现有技术相比,本发明通过设置装夹机构,能够对封闭结构的产品实现快速装夹,并且装夹机构与传动机构和对刀机构相连,能够快速实现研磨平面的对刀限位,无需将砂轮修整成型,即可快速实现封闭产品的外R角的加工成型,适应性高且能够有效提高加工效率及产品质量。
技术研发人员:黄居华,谢锟,阳军祥
受保护的技术使用者:东莞市新美洋技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!