用于超高速激光熔覆的送粉装置的制作方法
本发明涉及激光熔覆加工,尤其涉及一种用于超高速激光熔覆的送粉装置。
背景技术:
1、航空航天、工程机械、能源化工等领域装备重要部位都因耐磨、耐蚀、硬度等各种性能需求而需要进行表面处理,传统的处理方法有电镀、喷涂、热处理、传统激光熔覆等;其中最为成熟的电镀等技术,因其生产过程为环境带来的巨大压力,终将被新技术所替代;传统激光熔覆因为效率等问题,工业上大范围推广和应用也受到一定的影响。
2、超高速激光熔覆技术的出现,大大提高了熔覆效率和熔覆涂层质量,使得激光熔覆技术可以大规模推广和应用。这种技术利用激光使向基材高速喷射的涂层金属粉末,在到达基材前预热、融化,从而获得高质量、低稀释率、表面粗糙度低的熔覆涂层。因此对送粉机构的送粉精度、汇聚性、粉末速度、长时间不间断使用等都有较高的要求。
3、现有超高速激光熔覆送粉装置,多为传统激光熔覆送粉装置的优化使用。一类为多束流送粉装置,由多路粉末束流交汇送粉,各路粉末束流互相独立,汇聚点的均匀性很难得到保证。一类为环形同轴送粉,各进粉口喷出的载粉气流水平或者竖直进入环形送粉通道,得不到充分混匀;或者设置有各种混粉特征,因混粉特征对载粉气流的阻挡,容易造成送粉通道内局部积粉,从而影响汇聚处粉末均匀性,严重的甚至造成送粉装置无法长时间工作。
4、现有送粉装置为确保送粉装置在熔覆过程中能有效散热,从而确保长时间使用,往往采用增加水冷套的设置,即使送粉装置结构复杂,维护更换不便,使用过程中又容易出现各种的渗漏问题,且落料不均匀,从而影响正常使用。
技术实现思路
1、鉴于以上技术问题,本公开提供了一种用于超高速激光熔覆的送粉装置,解决了现有技术中送粉装置结构复杂,维护更换不便,使用过程中易出现渗漏,且落料不均匀问题,影响正常使用的技术问题。
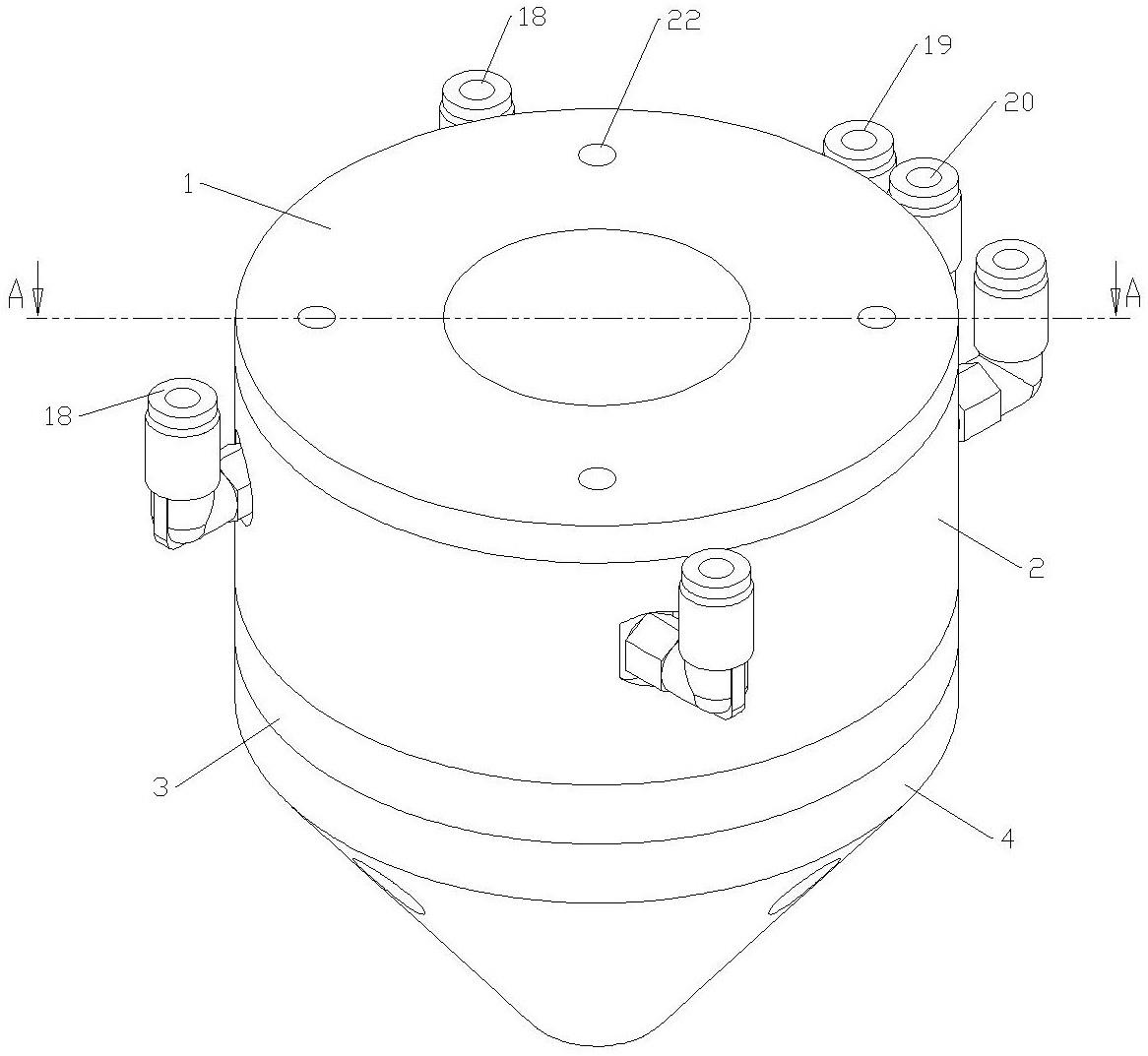
2、根据本公开的一个方面,提供一种用于超高速激光熔覆的送粉装置, 包括一侧得以连接激光器出光系统的连接部件,所述连接部件另一侧设有安装座,所述安装座连接内外嵌套的内锥部件和外锥部件,所述外锥部件的内表面的锥度不小于所述内锥部件的外表面的锥度,所述内锥部件与所述外锥部件之间形成自上而下收缩汇聚的锥形送粉腔,所述连接部件与所述内锥部件内部中空设有激光通光腔室;所述连接部件和所述安装座内部中空设有混粉腔;所述安装座内设置若干路连通所述混粉腔的水平进粉通道;所述安装座上部设置若干与所述进粉通道相对应的进粉口,所述内锥部件上端设置有若干个圆周分布、上下贯穿的分粉通道;所述分粉通道连通所述混粉腔和锥形送粉腔;
3、所述水平进粉通道连接气源,气源冲力与粉末钟离叠加形成矢量力,以所述矢量力的角度为螺纹升角,形成设计螺纹,所述混粉腔的高度大于所述设计螺纹的螺距的两倍。
4、在本公开的一些实施例中,所述连接部件的下端面设有环状台阶,与所述内锥部件同轴配合连接。
5、在本公开的一些实施例中,所述锥形送粉腔的粉末汇聚焦点比所述激光通光腔室的激光汇聚焦点低0~2mm。
6、在本公开的一些实施例中,所述分粉通道直径为1.5mm~2.5mm。
7、在本公开的一些实施例中,所述分粉通道的孔中心设置有v型槽;所述分粉通道顶部设置有v字沉孔。
8、在本公开的一些实施例中,所述安装座上部设置槽口,所述内锥部件、所述外锥部件侧壁内部设置冷却水通道,所述槽口、冷却水通道与所述连接部件的上部法兰连通。
9、在本公开的一些实施例中,所述连接部件的内表面上设有导向螺纹,所述导向螺纹的螺纹高度沿螺纹流向依次升高,所述导向螺纹为间断式螺纹,其间断长度小于螺纹总长度的1/3。
10、在本公开的一些实施例中,所述安装座上端面冷却水通道连通处设置有第一密封圈,所述内锥部件上端面设置有第二密封圈;所述外锥部件上端面设置有第三密封圈。
11、在本公开的一些实施例中,所述内锥部件上端面设置有第一台阶,以实现所述安装座与所述内锥部件的同轴安装基准以及所述混粉腔与外界的隔离;所述内锥部件上端面设置有第二台阶,以实现所述连接部件与所述内锥部件的同轴安装基准以及所述混粉腔与所述激光通光腔室的隔离,所述连接部件法兰下端面设置有第三台阶,用于所述连接部件与所述安装座的同轴安装基准以及所述混粉腔与外界的隔离。
12、在本公开的一些实施例中,所述连接部件的上端面设置有多个紧固固定过孔,所述安装座上端面设置有多个螺纹孔,所述螺纹孔用于紧固固定所述连接部件和用于与同轴连接激光器出光系统。
13、在本公开的一些实施例中,所述外锥部件、所述安装座、和所述内锥部件同轴处分别设置定位销孔,所述定位销孔内安装定位销。
14、本发明的有益效果在于:
15、具有结构简单、加工方便、安装维护便捷、粉斑聚焦性好、均匀性高、密度高、冷却效果好、可长时间可靠送粉的效果;
16、本发明实施例的超高速激光熔覆的送粉装置利用与送粉腔圆周相切的水平进粉通道和圆柱形混粉腔实现对粉末的减速和螺旋混匀,使由多路进粉通道进入混粉腔的粉末完全混匀,可消除各路送粉通道粉末均匀性的差异;同时螺旋混匀可在一定程度上抵消因特殊熔覆部位需要送粉喷嘴倾斜一定角度因重力引起的混粉不匀现象;混粉腔的粉末再通过沿圆周分布的多个分粉通道,二次分配,进入锥形送粉腔,由载粉气体二次加速,高速到达汇聚焦点;分粉通道上表面的倾斜处理,使得粉末不易堆积;从而获得聚焦性好、均匀性高、密度高、工作连续性更好的粉斑,进一步使熔覆涂层生成效率更高、质量更好;
17、设置分粉通道,送粉装置不易出现积粉问题;在载粉气体的加速作用下,粉末经由分粉通道进入横截面积上大下小、快速收缩的锥形送粉腔,从锥形送粉腔底部喷出,汇聚于焦点形成高密度均匀粉斑,由于粉斑和激光汇聚焦点离焦0~2mm,粉末在到达粉斑焦点前,就已经开始吸收激光能量,预热、熔融,加长了粉末和激光的相互作用时间,所以到达工件表面后能充分受热熔化,从而使熔覆涂层质量和效率大大提高,明显提高粉末利用率,到达熔池的未熔粉末大大减少,改善了熔覆层的表面粗糙度;
18、粉末经由进粉口、与安装座的内表面相切的水平进粉通道进入混粉腔螺旋减速运动,可以抵消送粉装置在倾斜与竖直方向成一定角度(0°~60°的范围内,重力对粉末混匀均匀性的影响,从而使高速激光熔覆头可以在采用更多姿态作业时,保证粉斑状态的一致性,从而确保熔覆层的一致性;
19、采用自上而下贯穿所有部件的冷却水回路,冷却水回路采用多道“几”字型上下贯穿,能够让送粉装置所有部件在熔覆过程中,吸收到的来自各个方向的激光辐射热量、熔覆层和基体辐射热量等,快速被循环冷却水带走,确保送粉装置工作温度的稳定;从而确保送粉装置熔覆过程中受热状况一致,不会引起各送粉腔室温度变化 ,不会导致粉斑状态变化,确保熔覆涂层一致性;
20、通过设置安装座上端面的第一密封圈、内锥部件上端面的第二密封圈、外锥部件上端面的第三密封圈,采用有弹性的橡胶材质,使得自上而下贯穿所有部件的冷却水回路在各部件结合处能得到很好的密封,确保冷却水回路有效运转;
21、内锥部件上端面的第一台阶、第二台阶,连接部件法兰下端面的第三台阶和相应的配合位置采用压紧的方式,在保证所述第一密封圈、第二密封圈、第三密封圈获得有效压缩量的同时,获得很好的金属密封,从而使自上而下的粉末通道和冷却水路以及通过激光通光腔室的保护气路有效隔离,保证粉末通道的状态一致性,从而消除在输送过程中对粉末状态的影响;
22、内锥部件设置定位销孔,可安装定位销,外锥部件和安装座在与所述内锥部件定位销孔上下同轴的位置设置销孔,可在维护拆装时起到防呆和快速安装定位作用,使送粉装置更易于安装维护;
23、粉末在混合腔内螺旋沉降,克服现有技术中直接沉降带来的落料不均匀的技术问题;导向螺纹更有利于引导粉末按螺纹方向下落,减少了对粉末的影响,同时,利用离心分离器的原理,粉末走向相对靠外,起始阶段阻挡力低,对粉末流向的影响小,间断式的螺纹设计,在形成螺纹风的同时,留出风口,降低对粉末流向的阻力,粉末均匀下落。
- 还没有人留言评论。精彩留言会获得点赞!