一种琴身加工用双工位打磨抛光装置及方法与流程
本发明涉及琴身表面加工,特别涉及一种琴身加工用双工位打磨抛光装置及方法。
背景技术:
1、琴身通常是指弦乐器的共鸣腔,由具有弧度的面板、背板和侧板粘合而成。
2、琴身在制作过程中需要进行上漆处理,确保其表面光滑,上漆前需要对琴身进行打磨抛光处理,确保后续上漆的均匀性。
3、在针对小提琴的琴身进行打磨抛光时,由于面板、背板表面为曲面,现有的方法通常采用人工的方式对琴身面板和背板进行打磨处理,将细砂纸用水浸湿,然后轻轻打磨琴身表面,在进行打磨时,要保持手部的稳定,并均匀用力移动砂纸,沿着琴身的纹理方向进行打磨,此方法操作简单方便,且操作的灵活性高,可对琴身任意位置进行打磨抛光,也可采用将琴身放置在砂轮处进行打磨的方法,此方法打磨的速度相对手工打磨较快。
4、但上述方法中,人工长时间打磨时手部施加的压力不稳定,导致琴身面板和背板打磨受力不同,打磨后的光滑程度也不同且费时费力,从而增加了劳动力的消耗,而机械打磨的砂轮不能与琴身面板和背板有效契合,且每次只能单面打磨,打磨的效果差。
技术实现思路
1、基于此,有必要提供一种琴身加工用双工位打磨抛光装置,旨在解决现有技术在对琴身进行打磨抛光时产生的问题。
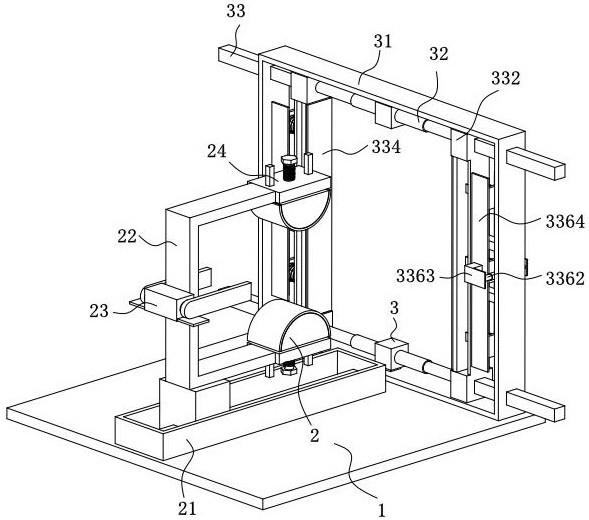
2、为了实现上述目的,本发明采用以下技术方案来实现:一种琴身加工用双工位打磨抛光装置,包括:底板、夹持单元和打磨单元,所述夹持单元安装在所述底板上端,所述打磨单元安装在所述底板上端且位于夹持单元右侧。
3、所述夹持单元包括安装在所述底板上端的移动部件,移动部件上端安装有开口朝右的u型板,u型板左端中部安装有限位部件,u型板右端上下对称安装有两个夹持部件。
4、所述打磨单元包括安装在所述底板上端的矩形框,所述矩形框上下两内侧壁均通过推杆座安装有第一双向电动推杆,所述第一双向电动推杆之间连接有前后对称排布的两个打磨部件。
5、所述打磨部件包括上下对称分布且穿设在所述矩形框侧壁上的两个移动杆,所述移动杆靠近矩形框中部的一端安装有连接块,上下正相对的两个所述连接块之间安装有连接板,上下相对的两个连接块相靠近的一端开设有连接槽,连接板中部连接有打磨组件,打磨组件通过两个上下对称排布的推挤组件与连接板连接,连接板相远离的一端安装有限位组件。
6、根据本发明的实施例,所述打磨组件包括贯穿且滑动连接在所述连接板中部的连接杆,连接杆呈t型结构,连接板相远离的一端与连接杆之间安装有连接弹簧,连接杆靠近矩形框中部的一端安装有柔性板,柔性板上下两端均滑动连接在相对应的连接槽内,柔性板相靠近的一端安装有打磨带。
7、根据本发明的实施例,所述推挤组件包括贯穿且滑动连接在所述连接板上的推挤杆,所述推挤杆远离矩形框中部的一端安装有辅助板,辅助板与连接板之间安装有推挤弹簧,推挤杆相靠近的一端转动连接有辅助辊,辅助板左右两端均设置有多个防滑齿。
8、根据本发明的实施例,所述限位组件包括开口朝向矩形框中部且安装在所述连接板上的u型杆,u型杆中间段水平安装有第二双向电动推杆,第二双向电动推杆两端均安装有l型架,l型架横向段靠近u型杆的一端安装有限位板,限位板靠近辅助板的一端安装有多个均匀分布的限位齿。
9、根据本发明的实施例,所述移动部件包括安装在所述底板上端的滑动框,滑动框内水平安装有导轨杆,导轨杆上套设有电动滑块,电动滑块上端与u型板固定连接。
10、根据本发明的实施例,所述限位部件包括安装在所述u型板左端中部的矩形块,矩形块前后两端均插接有滑动杆,滑动杆外表面套设有橡胶套,滑动杆远离矩形块的一端安装有限位条,限位条下方设置有与矩形块固定连接的隔挡板。
11、根据本发明的实施例,所述夹持部件包括安装在所述u型板右端的矩形板,矩形板中部螺纹连接有调节螺杆,调节螺杆相靠近的一端转动连接有位于u型板内的夹紧头,夹紧头相远离的一端左右对称安装有两个导向杆,导向杆贯穿矩形板且与其滑动连接。
12、根据本发明的实施例,所述夹紧头呈半圆形结构且弧形面相靠近,夹紧头的弧形面上铺设有橡胶垫。
13、此外,本发明还提供了一种琴身加工用双工位打磨抛光的方法,具体包括以下步骤:s1:人工将琴身放置在u型板内,限位部件对琴身进行初步限位。
14、s2:调节两个夹持部件,两个夹持部件对琴身进行夹紧限位,之后启动移动部件,移动部件通过u型板和两个夹持部件带动琴身移动至矩形框中部,关闭移动部件。
15、s3:启动两个第一双向电动推杆,两个第一双向电动推杆带动两个打磨部件与琴身紧贴,关闭两个第一双向电动推杆。
16、s4:启动移动部件,移动部件通过u型板和两个夹持部件带动琴身在矩形框中部进行左右往复移动,两个打磨部件对琴身进行打磨处理,琴身打磨完成后,关闭移动部件,并解除对琴身的夹紧限位,随后取下琴身。
17、综上所述,本发明包括以下至少一种有益技术效果:1.采用的夹持单元与两个打磨部件配合,可以同时对琴身的面板和背板进行打磨处理,有效的提高了琴身打磨抛光的效率,减少了琴身打磨抛光的时间。
18、2.采用的两个打磨组件之间的间距可以通过第一双向电动推杆进行调整,从而可以实现在一定范围内对不同尺寸的琴身进行夹持和打磨抛的作业,提高了装置使用的灵活性,增加了装置使用的场合种类。
19、3.采用的打磨组件可以与琴身面板和背板进行相应的自适应调节,确保打磨组件的打磨处始终与琴身紧贴,从而确保了琴身打磨抛光的效果。
技术特征:
1.一种琴身加工用双工位打磨抛光装置,包括底板(1),其特征在于:
2.根据权利要求1所述的一种琴身加工用双工位打磨抛光装置,其特征在于:所述打磨组件(334)包括贯穿且滑动连接在所述连接板(333)中部的连接杆(3341),连接杆(3341)呈t型结构,连接板(333)相远离的一端与连接杆(3341)之间安装有连接弹簧(3342),连接杆(3341)靠近矩形框(31)中部的一端安装有柔性板(3343),柔性板(3343)上下两端均滑动连接在相对应的连接槽内,柔性板(3343)相靠近的一端安装有打磨带(3344)。
3.根据权利要求1所述的一种琴身加工用双工位打磨抛光装置,其特征在于:所述推挤组件(335)包括贯穿且滑动连接在所述连接板(333)上的推挤杆(3351),所述推挤杆(3351)远离矩形框(31)中部的一端安装有辅助板(3352),辅助板(3352)与连接板(333)之间安装有推挤弹簧(3353),推挤杆(3351)相靠近的一端转动连接有辅助辊(3354),辅助板(3352)左右两端均设置有多个防滑齿。
4.根据权利要求3所述的一种琴身加工用双工位打磨抛光装置,其特征在于:所述限位组件(336)包括开口朝向矩形框(31)中部且安装在所述连接板(333)上的u型杆(3361),u型杆(3361)中间段水平安装有第二双向电动推杆(3362),第二双向电动推杆(3362)两端均安装有l型架(3363),l型架(3363)横向段靠近u型杆(3361)的一端安装有限位板(3364),限位板(3364)靠近辅助板(3352)的一端安装有多个均匀分布的限位齿。
5.根据权利要求1所述的一种琴身加工用双工位打磨抛光装置,其特征在于:所述移动部件(21)包括安装在所述底板(1)上端的滑动框(211),滑动框(211)内水平安装有导轨杆(212),导轨杆(212)上套设有电动滑块(213),电动滑块(213)上端与u型板(22)固定连接。
6.根据权利要求1所述的一种琴身加工用双工位打磨抛光装置,其特征在于:所述限位部件(23)包括安装在所述u型板(22)左端中部的矩形块(231),矩形块(231)前后两端均插接有滑动杆(232),滑动杆(232)外表面套设有橡胶套,滑动杆(232)远离矩形块(231)的一端安装有限位条(233),限位条(233)下方设置有与矩形块(231)固定连接的隔挡板(234)。
7.根据权利要求1所述的一种琴身加工用双工位打磨抛光装置,其特征在于:所述夹持部件(24)包括安装在所述u型板(22)右端的矩形板(241),矩形板(241)中部螺纹连接有调节螺杆(242),调节螺杆(242)相靠近的一端转动连接有位于u型板(22)内的夹紧头(243),夹紧头(243)相远离的一端左右对称安装有两个导向杆(244),导向杆(244)贯穿矩形板(241)且与其滑动连接。
8.根据权利要求7所述的一种琴身加工用双工位打磨抛光装置,其特征在于:所述夹紧头(243)呈半圆形结构且弧形面相靠近,夹紧头(243)的弧形面上铺设有橡胶垫。
9.一种使用根据权利要求1所述的琴身加工用双工位打磨抛光装置的打磨抛光方法,其特征在于:具体包括以下步骤:
技术总结
本发明涉及琴身表面加工技术领域,特别涉及一种琴身加工用双工位打磨抛光装置及方法,包括:底板、夹持单元和打磨单元,所述夹持单元安装在所述底板上端,所述打磨单元安装在所述底板上端且位于夹持单元右侧,所述夹持单元包括安装在所述底板上端的移动部件,移动部件上端安装有开口朝右的U型板,U型板左端中部安装有限位部件,U型板右端上下对称安装有两个夹持部件。本发明采用的夹持单元与两个打磨部件配合,可以同时对琴身的面板和背板进行打磨处理,有效的提高了琴身打磨抛光的效率,减少了琴身打磨抛光的时间。
技术研发人员:颜彬
受保护的技术使用者:武强嘉华乐器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!