铝合金材料和其制备铝合金管母线的方法及铝合金管母线与流程
本发明涉及铝合金材料,具体地指一种铝合金材料和其制备铝合金管母线的方法及铝合金管母线。
背景技术:
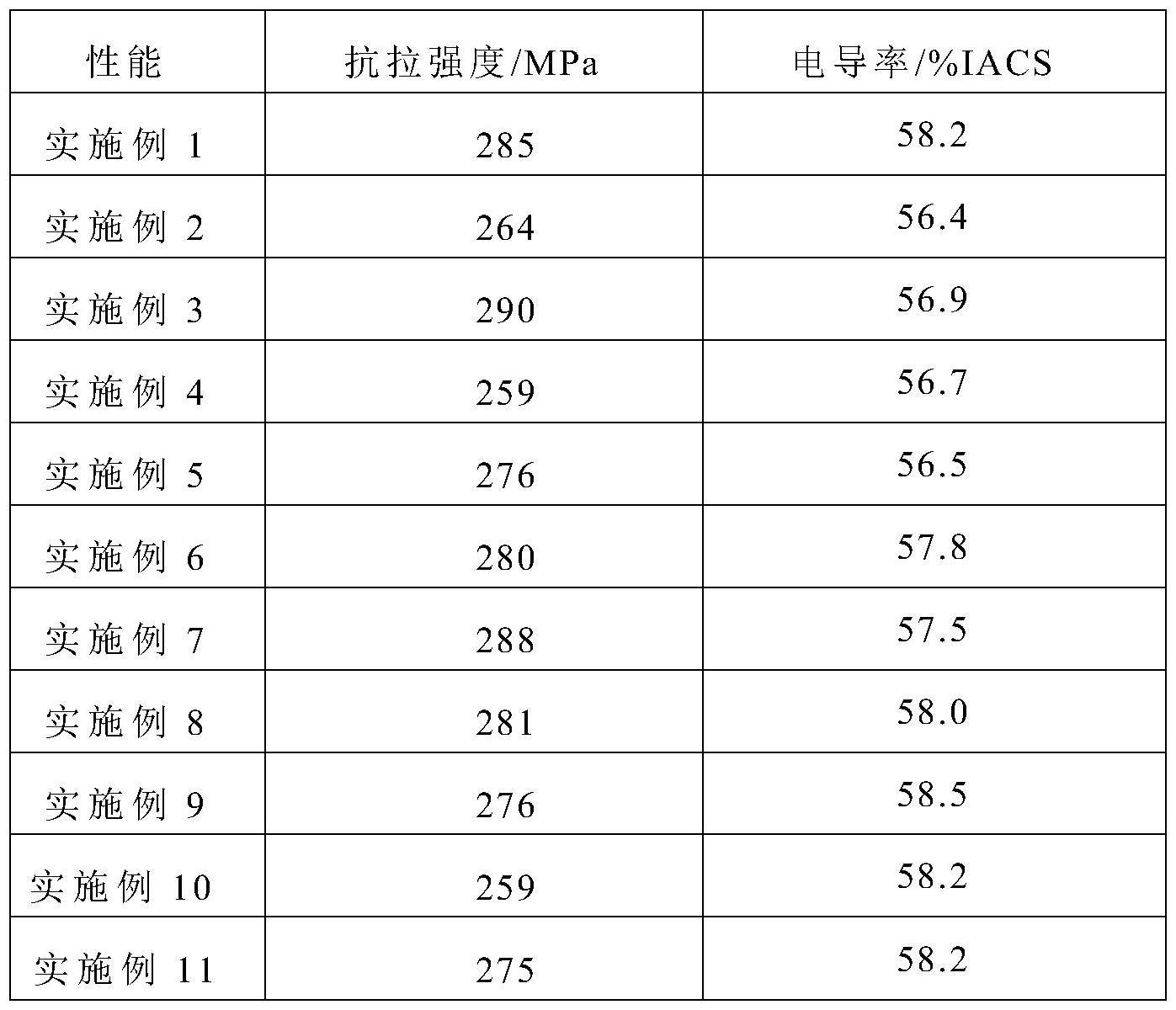
1、铝合金材料是电工领域应用较多的一种金属材料,其中以1050、6063、6082等牌号铝合金应用较为广泛,1050主要用作导体材料,其导电率接近纯铝,抗拉强度约为80mpa;6063、6082等主要用作结构材料,也需要兼顾导电性能,其抗拉强度约为200-280mpa。管形母线,是利用铜管或铝合金管作为导体、外敷绝缘的一种母线产品,管形母线的主体为空心铜管或铝合金管,目前的管形母线一般采用6063、6082挤压型材制造,很难做到具有高强度(抗拉强度rm≥280mpa)的同时还能有较高的电导率(>58%iacs)。
技术实现思路
1、本发明的目的就是要提供一种铝合金材料和其制备铝合金管母线的方法及铝合金管母线,本发明在具有高强度的条件下兼具有良好导电性能和耐环境腐蚀性能,并在长期运行中保持稳定。
2、为实现此目的,本发明所设计的铝合金材料,材料的化学成分按质量分数为si:0.20~0.6%,fe:0.35~0.5%,cu:0.10~0.4%,mn:0.10~0.4%,mg:0.45~0.9%,cr:0.10~0.4%,zr:0.10~0.35%,zn:0.10~0.3%,ti:0.10~0.3%,re:0.15~0.5%,余量为al。通过稀土元素re的加入,能够保证铝合金材料强度不降低的同时提升其电导率;通过提高合金元素mn、cr、zr的含量,一方面能够提升其抗拉强度,另一方面,对材料的抗腐蚀能力也有提升。
3、上述技术方案中,材料的化学成分按质量分数优选为:si:0.30~0.5%,fe:0.35~0.4%,cu:0.10~0.25%,mn:0.15~0.35%,mg:0.60~0.8%,cr:0.20~0.35%,zr:0.10~0.2%,zn:0.10~0.2%,ti:0.10~0.2%,re:0.25~0.4%,余量为al。
4、上述技术方案中,材料的化学成分按质量分数最优选为si:0.4%,fe:0.35%,cu:0.10%,mn:0.3%,mg:0.7%,cr:0.3%,zr:0.15%,zn:0.10%,ti:0.10%,re:0.35%,余量al。
5、一种制备铝合金管母线的方法,它包括如下步骤:
6、步骤1:将铝合金材料浇铸成铸锭,所述铝合金材料的化学成分按质量分数为si:0.20~0.6%,fe:0.35~0.5%,cu:0.10~0.4%,mn:0.10~0.4%,mg:0.45~0.9%,cr:0.10~0.4%,zr:0.10~0.35%,zn:0.10~0.3%,ti:0.10~0.3%,re:0.15~0.5%,余量为al;
7、步骤2:将所述铸锭进行真空熔炼并辅以机械搅拌,得到半固态浆料,半固态浆料成型温度低,可节省能源;不需加任何晶粒细化剂即可获得细晶粒组织,提升力学性能,产品性能稳定;
8、步骤3:所得半固态浆料转移到管形母线挤压模具中,进行半固态挤压成型,通过半固态挤压工艺制备高强高导铝合金管母线,变形阻力小,能够实现薄壁空心管的精密加工成型,挤压完成通过冷却进行在线固溶获得亚稳定的过饱和固溶体,随后进行人工时效,获得高的强度和足够的塑性。
9、上述技术方案中,所述步骤2中,采用真空熔炼炉进行熔炼。
10、上述技术方案中,所述步骤2)中,熔炼温度为560~620℃。熔炼温度低于560℃,材料还未开始熔化;炼温度高于620℃,铝液固相率较低,难以转移到管形母线挤压模具中。
11、上述技术方案的步骤3中,管形母线挤压模具的温度为200~300℃。模具温度低于200℃,材料变形抗力较大,对挤压机的吨位要求高;模具温度高于200℃,成品的表面质量较差,易形成粗大的组织。
12、上述技术方案的步骤3中,对半固态浆料的挤压速度为0.05~0.15m/s。挤压速度过低,材料加工效率不高;挤压速度过高,挤压力增加,材料会产生开裂。
13、上述技术方案的步骤3)中,挤压完成后通过水淬进行在线固溶,水温保持25℃。
14、上述技术方案的步骤3)中,人工时效的时效温度为150~200℃,人工时效的时效时间为6~12h。时效温度过低或时效时间不够会导致欠时效,时效温度过高或时效时间过长会导致欠时效。
15、一种铝合金管母线,该铝合金管母线采用上述的方法制备而成。
16、本发明的有益效果:
17、其一,通过稀土元素re的加入,能够保证铝合金材料强度不降低的同时提升其电导率;通过提高合金元素mn、cr、zr的含量,一方面能够提升其抗拉强度,另一方面,对材料的抗腐蚀能力也有提升。
18、其二,通过半固态挤压工艺制备高强高导铝合金管母线,变形阻力小,能够实现薄壁空心管的精密加工成型;成型温度低,可节省能源;不需加任何晶粒细化剂即可获得细晶粒组织,产品性能稳定。
技术特征:
1.一种铝合金材料,其特征在于:材料的化学成分按质量分数为si:0.20~0.6%,fe:0.35~0.5%,cu:0.10~0.4%,mn:0.10~0.4%,mg:0.45~0.9%,cr:0.10~0.4%,zr:0.10~0.35%,zn:0.10~0.3%,ti:0.10~0.3%,re:0.15~0.5%,余量为al。
2.根据权利要求1所述的铝合金材料,其特征在于:材料的化学成分按质量分数为:si:0.30~0.5%,fe:0.35~0.4%,cu:0.10~0.25%,mn:0.15~0.35%,mg:0.60~0.8%,cr:0.20~0.35%,zr:0.10~0.2%,zn:0.10~0.2%,ti:0.10~0.2%,re:0.25~0.4%,余量为al。
3.根据权利要求1所述的铝合金材料,其特征在于:材料的化学成分按质量分数为si:0.4%,fe:0.35%,cu:0.10%,mn:0.3%,mg:0.7%,cr:0.3%,zr:0.15%,zn:0.10%,ti:0.10%,re:0.35%,余量al。
4.一种制备铝合金管母线的方法,其特征在于:它包括如下步骤:
5.根据权利要求4所述的制备铝合金管母线的方法,其特征在于:所述步骤2中,采用真空熔炼炉进行熔炼。
6.根据权利要求4所述的制备铝合金管母线的方法,其特征在于:所述步骤2)中,熔炼温度为560~620℃。
7.根据权利要求4所述的制备铝合金管母线的方法,其特征在于:所述步骤3中,管形母线挤压模具的温度为200~300℃。
8.根据权利要求4所述的制备铝合金管母线的方法,其特征在于:所述步骤3中,对半固态浆料的挤压速度为0.05~0.15m/s。
9.根据权利要求4所述的制备铝合金管母线的方法,其特征在于:所述步骤3中,挤压完成后通过水淬进行在线固溶。
10.根据权利要求4所述的制备铝合金管母线的方法,其特征在于:所述步骤3)中,人工时效的时效温度为150~200℃,人工时效的时效时间为6~12h。
11.一种铝合金管母线,其特征在于,该铝合金管母线采用权利要求4~权利要求10中任意一项所述方法制备而成。
技术总结
本发明公开了一种铝合金材料,材料的化学成分按质量分数为Si:0.20~0.6%,Fe:0.35~0.5%,Cu:0.10~0.4%,Mn:0.10~0.4%,Mg:0.45~0.9%,Cr:0.10~0.4%,Zr:0.10~0.35%,Zn:0.10~0.3%,Ti:0.10~0.3%,Re:0.15~0.5%,余量为Al;本发明在具有高强度的条件下兼具有良好导电性能和耐环境腐蚀性能,并在长期运行中保持稳定。
技术研发人员:卢才璇,王利民,何卫,吴昊,汤超,陈胜男,梅端
受保护的技术使用者:国网电力科学研究院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!