一种薄规格高碳工具钢的制备方法与流程
本发明涉及钢铁冶金,特别是涉及一种薄规格高碳工具钢的制备方法。
背景技术:
1、工具钢含碳量较高,具有优良的机械强度,而且硬度和耐磨性也比较好,因此可以用于制造广泛应用于汽车、电子、工程机械以及化工等领域中的切削工具、精密五金工具以及成形工具上,目前常用的工具钢热轧带一般以窄带和传统热连轧为主,由于生产工艺的原因,整体尺寸较差,而且化学成分不稳定,性能整体波动较大,无法应用于高端产品的生产制造中,。
技术实现思路
1、本发明主要解决的技术问题是提供一种高碳工具钢的制备方法,能够制备性能稳定的薄规格高碳工具钢。
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种薄规格高碳工具钢的制备方法,所述薄规格高碳工具钢的制备方法包括如下步骤:
3、步骤1.根据原料配比将原料加入钢水中冶炼并经过lf精炼后连铸得到铸坯,
4、步骤2所述铸坯先在弱氧化气氛下预热,接着在还原气氛下均热,然后进行热连轧得到半成品,热连轧之后层流冷却至550~650℃之间热收卷并空冷至常温,
5、步骤3去除冷却后的半成品表面的氧化皮,然后进行整体进行退火处理,
6、步骤4对退火处理后的半成品表面修整得到最终成品。
7、在本发明一个较佳实施例中,所述薄规格高碳工具钢的各组分的质量分数为:c0.55~0.7%,si 0.40~0.60%,ni 0.3~0.50%,cr 0.02~0.05%,mn 0.5~1%,mo0.10~0.30%,v:0.10~0.30%,s≤0.03%,p≤0.03%,其余为铁,其中a类、b类、c类d类和ds类夹杂物成分不超过二级。
8、在本发明一个较佳实施例中,所述步骤1中连铸拉坯速度为3~5m/min,所述铸坯的厚度为80~120mm。
9、在本发明一个较佳实施例中,所述步骤2中预热时铸坯入炉温度为600~800℃,炉内预热温度为1150~1250℃,预热时间为15~20min,均热时炉内温度为与预热温度相同,时间为20~50min。
10、在本发明一个较佳实施例中,所述步骤2中热连轧的出口温度为850~900℃。
11、在本发明一个较佳实施例中,所述步骤3中的氧化皮去除步骤包括水刀除杂-酸洗-高压水洗三步。
12、在本发明一个较佳实施例中,所述步骤3中退火处理的内容包括先将半成品放进退火炉中,在保护气氛下加热至750~780℃之间,然后保温20~30h,然后闷炉冷却至500±20℃后使用冷却罩风冷至常温。
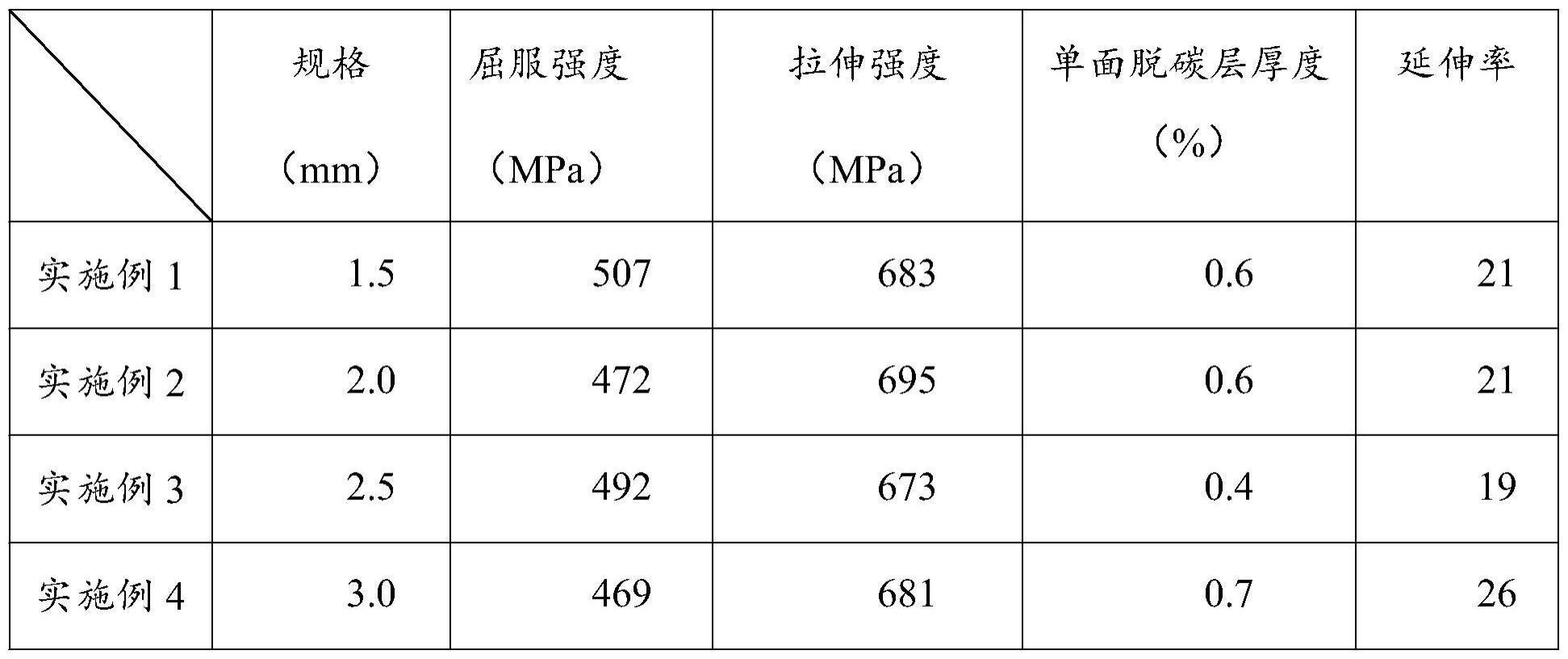
13、在本发明一个较佳实施例中,所述成品的厚度为1.5~3mm。
14、本发明的有益效果是:本发明通过对先用工具钢生产工艺的进一步优化,一方面通过在lf精炼的过程中精确控制不锈钢的成分含量,有效改善了因为产品实际成分不稳定引起的批次性能不稳定问题,另一方面,通过弱氧化气氛预热和还原性气氛均热这一步骤,在产品表面形成致密的氧化皮,减少了加工过程中氧化反应向钢带内部的渗透,降低了脱碳层的厚度,能够有效提高产品的抗疲劳性能,而且整体尺寸精度较高,可以用作高端五金工具与刀具的生产原料。
技术特征:
1.一种薄规格高碳工具钢的制备方法,其特征在于,所述薄规格高碳工具钢的制备方法包括如下步骤:
2.根据权利要求1所述的薄规格高碳工具钢的制备方法,其特征在于,所述薄规格高碳工具钢的各组分的质量分数为:c 0.55~0.7%,si 0.40~0.60%,ni 0.3~0.50%,cr0.02~0.05%,mn 0.5~1%,mo0.10~0.30%,v:0.10~0.30%,s≤0.03%,p≤0.03%,其余为铁,其中a类、b类、c类d类和ds类夹杂物成分不超过二级。
3.根据权利要求1所述的薄规格高碳工具钢的制备方法,其特征在于,所述步骤1中连铸拉坯速度为3~5m/min,所述铸坯的厚度为80~120mm。
4.根据权利要求1所述的薄规格高碳工具钢的制备方法,其特征在于,所述步骤2中预热时铸坯入炉温度为600~800℃,炉内预热温度为1150~1250℃,预热时间为15~20min,均热时炉内温度为与预热温度相同,时间为20~50min。
5.根据权利要求1所述的薄规格高碳工具钢的制备方法,其特征在于,所述步骤2中热连轧的出口温度为850~900℃。
6.根据权利要求1所述的薄规格高碳工具钢的制备方法,其特征在于,所述步骤3中的氧化皮去除步骤包括水刀除杂-酸洗-高压水洗三步。
7.根据权利要求1所述的薄规格高碳工具钢的制备方法,其特征在于,所述步骤3中退火处理的内容包括先将半成品放进退火炉中,在保护气氛下加热至750~780℃之间,然后保温20~30h,然后闷炉冷却至500±20℃后使用冷却罩风冷至常温。
8.根据权利要求1所述的薄规格高碳工具钢的制备方法,其特征在于,所述成品的厚度为1.5~3mm。
技术总结
本发明公开了一种薄规格高碳工具钢的制备方法,所述薄规格高碳工具钢的制备方法包括如下步骤:步骤1.根据原料配比将原料加入钢水中冶炼并经过LF精炼后连铸得到铸坯,步骤2所述铸坯先在弱氧化气氛下预热,接着在还原气氛下均热,然后进行热连轧得到半成品,热连轧之后层流冷却至550~650℃之间热收卷并空冷至常温,步骤3去除冷却后的半成品表面的氧化皮,然后进行整体进行退火处理,步骤4对退火处理后的半成品表面修整得到最终成品。通过上述方式,本发明能够提高产品批次内的成分稳定性,降低产品表面脱碳层厚度,有效提高钢带加工成产品时的尺寸精度和抗疲劳能力。
技术研发人员:孙传国,谭明
受保护的技术使用者:常熟市长江不锈钢材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!