风电叶片预埋螺套喷砂缠纱系统、缠纱装置及缠纱方法与流程
本发明涉及风电叶片制造领域,具体涉及一种风电叶片预埋螺套喷砂缠纱系统、自动缠纱装置及缠纱方法。
背景技术:
1、风电叶片预埋螺套作为叶片与风机法兰螺栓的连接件,表面需先进行喷砂处理,提高表面粗糙度,提高玻璃钢附着可靠性,再缠绕玻璃纤维纱线,提升灌注固化后的连接强度。
2、现有技术中,对于风电叶片预埋螺套喷砂缠纱过程,主要通过人工将预埋螺套放入喷砂机,完成喷砂作业后,放在托盘转运到缠纱工位,再通过人工将预埋螺套固定在半自动缠纱机上,手动将纱线打结,通过预埋螺套旋转进行缠纱后,将尾部纱线剪断,并手工打结,取下预埋螺套放入托盘待转运。
3、以上方法存在如下缺陷:(1)劳动强度大,作业过程需要两名操作人员重复搬运预埋螺套,螺套数量多,重量较大,搬运过程费力;(2)效率低,喷砂作业结束后,需放在托盘,通过叉车转运到缠纱工位,缠纱过程离不开人工操作;(3)作业环境差,喷砂机噪声对操作人员及环境影响大;喷砂过程产生的粉尘对操作人员和环境造成污染与危害。
技术实现思路
1、针对现有风电叶片预埋螺套现有加工方法劳动强度大,生产效率低,作业环境差的情况,本发明提供了一种风电叶片预埋螺套喷砂缠纱系统及自动缠纱装置,可实现预埋螺套自动化生产,取消操作人员缠纱手动打结和搬运螺套,降低劳动强度,提高生产效率,避免作业环境对人员造成危害。
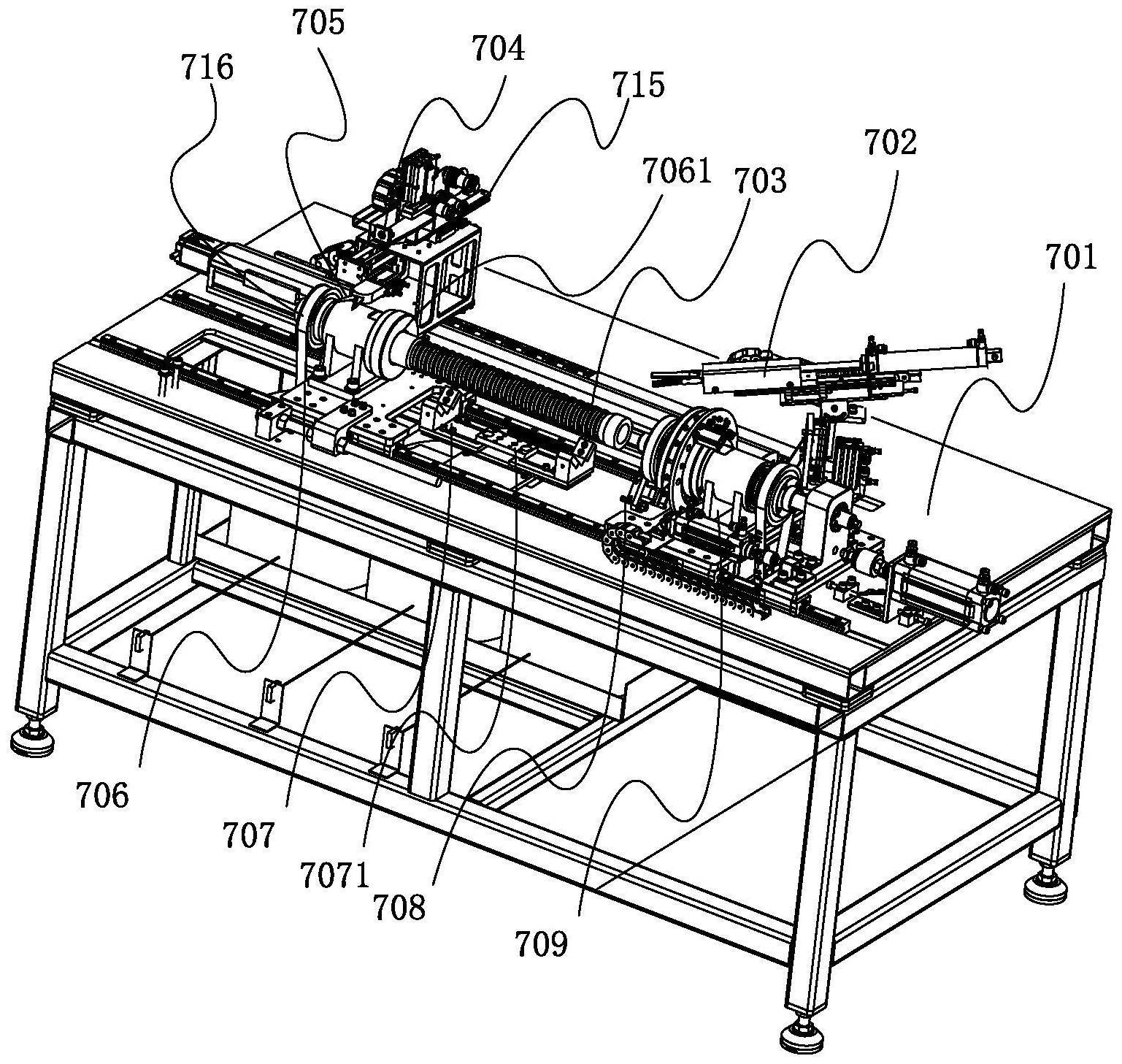
2、本发明的目的及解决其技术问题是采用以下技术方案来实现的。依据本发明提出的一种风电叶片预埋螺套缠纱装置,包括机架平台,该机架平台上设有:尾部支座和根部支座,二者同轴间隔设置,用于夹紧预埋螺套,并带动预埋螺套旋转;支撑座,用于放置预埋螺套,且向上移动将预埋螺套送至与尾部支座和根部支座同轴的位置,或向下移动避开夹在尾部支座和根部支座之间的预埋螺套;放线机构,初始状态位于根部支座一侧,能够沿尾部支座和根部支座轴向一侧往复运动,具有用于放线的放线轮和用于剪线的线剪;纱线夹钳,位于根部支座一侧,且能够沿直线导轨往复运动;移动盘,根部支座处,能够沿根部支座轴向移动和周向转动,且在其移动行程内具有靠近预埋螺套的第一位置和远离预埋螺套的第二位置;其朝向预埋螺套的端面上具有间隔分布的至少一个立柱和一个夹钳,且在该移动盘转动时,夹钳具有第一位置和第二位置;在初始状态,移动盘和夹钳均位于第一位置,且夹钳夹持放线轮放出纱线的端部,当放线轮开始放线并向尾部支座方向移动时,预埋螺套旋转,同时移动盘带动夹钳由第一位置向第二位置转动,使纱线以设定张力绕在预埋螺套上,且放线轮向根部支座方向运动使新的纱线压住预埋螺套和夹钳之间的纱线后,夹钳放开夹持的纱线,并回到第一位置;当缠纱进行到最后一遍,放线轮移动至距离根部支座前端夹持面设定位置处时,移动盘转动,使得放线轮端纱线绕在至少两立柱上或一个立柱和夹钳上,此时纱线夹钳向前伸出,能够穿过两立柱之间或立柱和夹钳之间的纱线并夹持放线轮端纱线,纱线夹钳后退后使得被夹持纱线由两立柱之间或立柱和夹钳之间的纱线内侧穿过;当移动盘移动至第二位置时,两立柱之间或立柱和夹钳之间的纱线脱落并搭在纱线夹钳和放线轮之间的纱线上,且在移动盘再次回到第一位置时,夹钳能够夹持脱落纱线和放线轮之间纱线,此时张开线剪,可剪断夹钳和纱线夹钳之间纱线。
3、本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
4、前述的风电叶片预埋螺套缠纱装置,所述尾部支座侧也设有纱线夹钳、移动盘以及固定在移动盘上的立柱和夹钳,使得该预埋螺套能够在任一端结束缠纱。
5、前述的风电叶片预埋螺套缠纱装置,所述支撑座上还设有用于检测预埋螺套缠纱是否合格的检测部件。
6、前述的风电叶片预埋螺套缠纱装置,所述尾部支座和根部支座能够通过沿轴向的相对移动实现对预埋螺套的夹紧和放开。
7、前述的风电叶片预埋螺套缠纱装置,所述尾部支座和/或根部支座还能够通过沿轴向的移动适应不同长度的预埋螺套。
8、前述的风电叶片预埋螺套缠纱装置,所述移动盘远离预埋螺套的一侧还设有固定盘,该固定盘相对预埋螺套轴向固定且能够带动移动盘转动,移动盘能够在移动驱动装置的驱动下相对固定盘轴向移动。
9、本发明的目的及解决其技术问题还采用以下技术方案来实现。依据本发明提出的一种风电叶片预埋螺套喷砂缠纱系统,包括用于承载预埋螺套的装料平台、用于将装料平台运至转运工位的第一输送装置、用于预埋螺套自动喷砂的喷砂装置、用于预埋螺套喷砂质量检测的检测装置、用于将经检测装置检测合格的预埋螺套送至缠纱装置的前转运装置、用于将缠纱后的预埋螺套送至卸料平台的后装运装置以及用于依次将转运工位处装料平台上的预埋螺套运至喷砂装置、将喷砂后的预埋螺套输送至检测装置的转运装置,其中输送缠纱装置为上述的缠纱装置。
10、本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
11、前述的风电叶片预埋螺套喷砂缠纱系统,所述装料平台和第一输送装置至少有两个,以保证在工作过程中,转运工位至少有一个装料平台内装有预埋螺套。
12、前述的风电叶片预埋螺套喷砂缠纱系统,所述缠纱装置还设有检测部件,后转运装置将检测合格的预埋螺套送至卸料平台。
13、本发明的目的及解决其技术问题又采用以下技术方案来实现。依据本发明提出的一种使用上述缠纱装置的自动缠纱方法,包括以下步骤:1)喷砂处理后的预埋螺套放置在缠纱装置的支撑座上,支撑座将预埋螺套举升至与尾部支座与根部支座同轴线位置,尾部支座与根部支座相对运动夹紧预埋螺套后支撑座下降;2)放线结构带动放线轮向远离夹持纱线自由端的夹钳方向移动并放线,同时预埋螺套旋转,且夹持纱线自由端的夹钳由第一位置向第二位置转动,使缠绕在预埋螺套上的纱线收紧;3)放线机构移动至设定位置后回转,使得新的纱线覆盖预埋螺套上最先缠绕的纱线,然后夹钳松开纱线,并回到第一位置;4)放线机构再次反向移动并在完成一遍缠纱后回转,往复进行缠纱过程,直至进行最后一遍缠纱时,放线轮到达设定位置时,移动盘转动设定圈,使得其伸出的立柱拉动放线轮端纱线并使该纱线在至少两根立柱或立柱和夹钳背部缠绕;5)放线轮端纱线脱离立柱,并在预埋螺柱上缠绕1-3圈后预埋螺套停止转动;6)纱线夹钳向前伸出穿过两立柱之间或立柱与夹钳之间的纱线内侧并在夹持放线轮端纱线后后退至前端脱离立柱上缠绕纱线;7)移动盘移动至第二位置,使立柱上的纱线脱落,该脱落纱线搭在纱线夹钳到放线轮间纱线上;8)移动盘再次回到第一位置,然后张开夹钳夹住纱线轮和脱落纱线之间的纱线;9)放线机构上的线剪张开,将夹钳和纱线夹钳之间的纱线剪断;10)纱线夹钳后退将剪断的纱线头从脱落纱线下方拉出;11)预埋螺套旋转使脱落纱线绷紧;12)纱线夹钳松开纱线,并回到初始位置,支撑座上升支撑预埋螺套;13)尾部支座和根部支座松开预埋螺套回归初始位置。
14、本发明与现有技术相比具有明显的优点和有益效果。借由上述技术方案,本发明可达到相当的技术进步性及实用性,并具有产业上的广泛利用价值,其至少具有下列优点:
15、本发明通过转运装置实现预埋螺套的自动转运,操作人员远离作业现场,避免与喷砂装置的接触,避免喷砂装置噪音及粉尘对操作人员的影响,提高作业舒适度。
16、本发明通过转运装置实现预埋螺套的自动转运,取消了操作人员搬运螺套的过程,提高生产效率。
17、本发明通过缠纱装置自动完成缠纱作业,取消了操作人员缠纱作业前及完成缠纱后的两次打结作业,降低劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!