一种高功率激光加工防尘保护膜层及其制备方法与流程
本发明涉及一种高功率激光加工防尘保护膜层及其制备方法,属于激光加工防尘保护膜。
背景技术:
1、激光加工是利用光的能量经过透镜聚焦后在焦点上达到很高的能量密度,靠光热效应来加工的。激光加工具有不需要工具、加工速度快、表面变形小等特点,可加工各种材料。
2、目前在高功率激光加工应用中,经常性出现保护窗烧膜现象,其根本原因在于保护窗作为镜头最外面的镜片,最容易被污染,吸附脏污,导致脏污处过热,造成烧膜,所以防尘保护窗的研制,迫在眉睫。为此,发明人采用离子辅助电子束蒸发成膜和pecvd成膜技术相结合,最终制得弱吸收低、粗糙度在5a以下的高功率、超光滑的防尘保护窗产品。
技术实现思路
1、本发明提供一种高功率激光加工防尘保护膜层及其制备方法,具有耐擦拭、耐高温、耐金属溅射、不易吸灰尘等优势,可显著提高目前激光加工保护窗口的使用寿命。
2、为解决上述技术问题,本发明所采用的技术方案如下:
3、一种高功率激光加工防尘保护膜层,膜层结构为:sub/k1hk2lk3m/a,其中sub代表jgs1基底、a代表空气、h代表ta2o5、l代表sio2、m代表金刚石膜;k1-k3代表每层的四分之一参考波长(1064nm)光学厚度的系数,k1取值为0.3~0.4,k2取值为1.2~1.4,k3取值为0.1~0.2。
4、本申请各层材料及厚度的选择是非常重要的,不仅要满足高透过和低吸收,同时满足不易吸尘和耐擦拭,这就需要考虑膜层与基底及膜层与膜层之间的相互影响,并非简单的高低折射率搭配即可,有些膜材料虽然各自性能优异,但搭配在一起却会发生应力不匹配,附着力、耐擦拭性差等问题,同时厚度的选择也是非常关键的,厚度不当,不仅直接影响透过率和吸收率,而且影响膜层之间的结合程度和耐擦拭性等。发明人经研究发现,很多材料在低吸收和粗糙度方面是无法同时兼顾的,例如,hfo2不使用rf源时,弱吸收很小,但是该膜层表面粗糙度相比基片镀膜前会变差,表面形态粗糙,容易吸灰尘。经过对众多材料的研究和选择发现,ta2o5在使用rf源辅助时,吸收和hfo2接近,膜层表面粗糙度相比基片镀膜前会变小,且表面形态光滑,同时与sio2和金刚石膜有着非常明显的促进效应和超强结合力,所得膜层能同时兼顾高透过、低吸收、不易吸尘和耐擦拭性,因此本申请选择了特定的膜层组合sio2/ta2o/金刚石膜。可进一步起到减少熔融金属颗粒溅射污染和耐高温的效果,同时提高膜层的耐擦拭性能。
5、上述高功率激光加工防尘保护膜层优选的膜层结构为:a/k3mk2lk1h/sub/k1hk2lk3m/a。
6、为了兼顾机械性能、光学性能及防尘性能,k1h层的物理厚度为20-50nm,k2l层的物理厚度为200-300nm,k3m层的物理厚度为10-30nm。
7、上述高功率激光加工防尘保护膜层的制备为:采用射频离子源辅助电子束热蒸发的方法,在真空室内的熔石英基板上依次蒸镀ta2o5层和sio2层,真空室内导入纯度大于99.99%的高纯氧气。
8、为了提高附着力,上述成膜温度为200-300℃。
9、为了兼顾膜层的光学性能和机械性性能,同时提高膜层平整性,镀ta2o5层时充入氧气流量为30-100sccm,镀sio2层时充入氧气流量为5-80sccm。
10、上述ta2o5的蒸发速率为0.1-0.4nm/s,sio2的蒸发速率为0.1-1.5nm/s。
11、离子源辅助时beam电压设定为800-1200v,beam电流设定为800-1200ma,加速电压控制在400-800v。
12、上述金刚石膜采用化学气相沉积法制备,金刚石膜镀制完成前(ta2o5层和sio2层蒸镀结束后),需要进行退火处理,退火温度控制在200-700℃,退火时间控制在1-8小时。
13、本发明未提及的技术均参照现有技术。
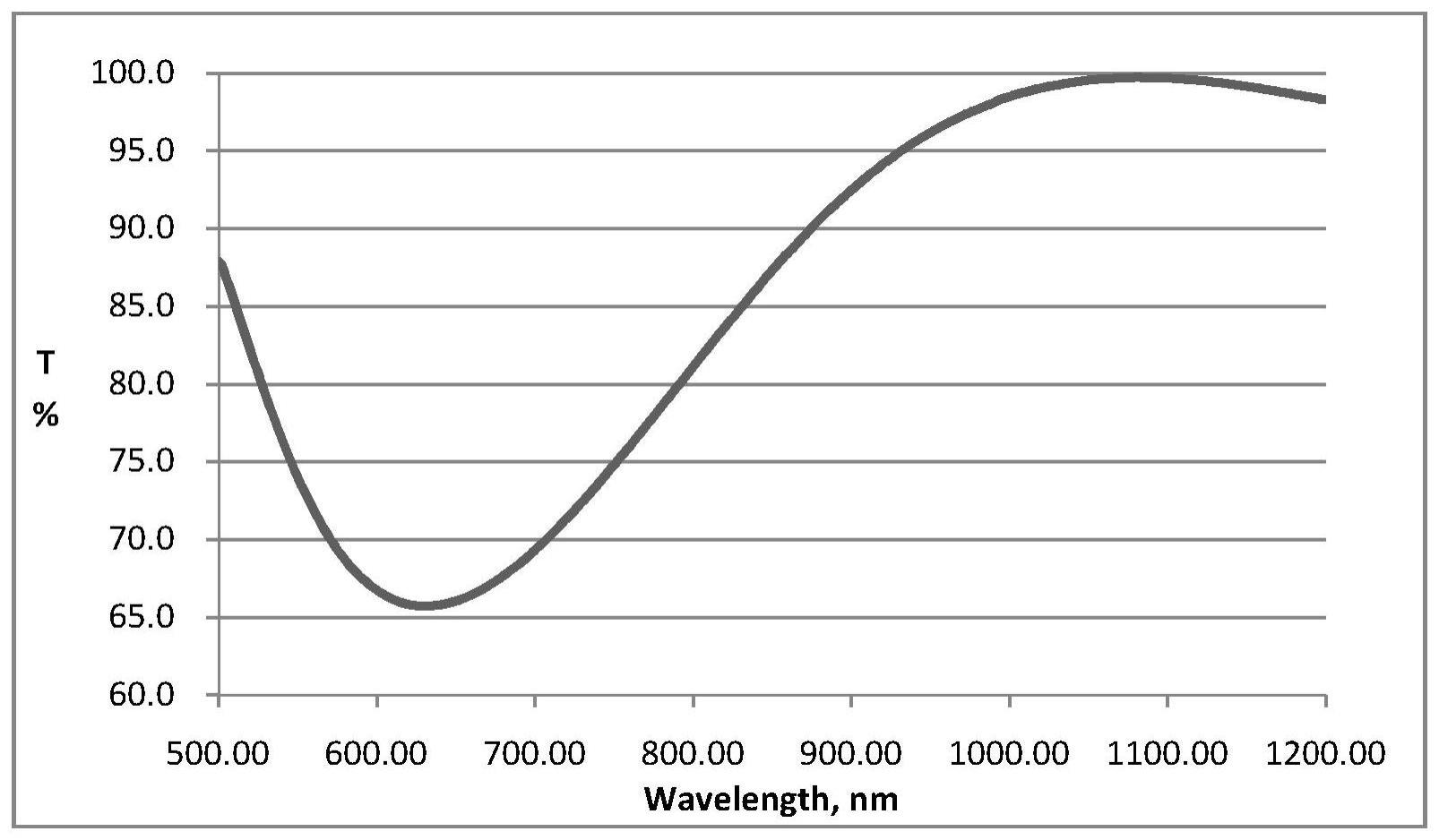
14、本发明高功率激光加工防尘保护膜层,在1064nm波段的透过率可达99.99%以上,膜层吸收低,粗糙度在5a以下,表面形貌图光滑,耐擦拭,耐高温达3300℃,耐金属溅射,不易吸灰尘,可显著提高目前激光加工保护窗口的使用寿命。
技术特征:
1.一种高功率激光加工防尘保护膜层,其特征在于:膜层结构为:sub/k1hk2lk3m/a,其中sub代表jgs1基底、a代表空气、h代表ta2o5、l代表sio2、m代表金刚石膜;k1-k3代表每层的四分之一参考波长光学厚度的系数,k1取值为0.3~0.4,k2取值为1.2~1.4,k3取值为0.1~0.2。
2.如权利要求1所述的高功率激光加工防尘保护膜层,其特征在于:膜层结构为:a/k3mk2lk1h/sub/k1hk2lk3m/a。
3.如权利要求1或2所述的高功率激光加工防尘保护膜层,其特征在于:k1h层的物理厚度为20-50nm,k2l层的物理厚度为200-300nm,k3m层的物理厚度为10-30nm。
4.权利要求1-3任意一项所述的高功率激光加工防尘保护膜层的制备方法,其特征在于:采用射频离子源辅助电子束热蒸发的方法,在真空室内的熔石英基板上依次蒸镀ta2o5层和sio2层,真空室内导入纯度大于99.99%的高纯氧气。
5.如权利要求4所述的制备方法,其特征在于:成膜温度为200-300℃。
6.如权利要求4或5所述的制备方法,其特征在于:镀ta2o5层时充入氧气流量为30-100sccm,镀sio2层时充入氧气流量为5-80sccm。
7.如权利要求4或5所述的制备方法,其特征在于:ta2o5的蒸发速率为0.1-0.4nm/s,sio2的蒸发速率为0.1-1.5nm/s。
8.如权利要求4或5所述的制备方法,其特征在于:离子源辅助时beam电压设定为800-1200v,beam电流设定为800-1200ma,加速电压控制在400-800v。
9.如权利要求4或5所述的制备方法,其特征在于:ta2o5层和sio2层蒸镀结束后,在200-700℃下退火1-8小时,退火后采用化学气相沉积法制备金刚石膜。
技术总结
本发明公开了一种高功率激光加工防尘保护膜层及其制备方法,膜层结构为:SUB/k1Hk2Lk3M/A,其中SUB代表JGS1基底、A代表空气、H代表Ta<subgt;2</subgt;O<subgt;5</subgt;、L代表SiO<subgt;2</subgt;、M代表金刚石膜;k1‑k3代表每层的四分之一参考波长(1064nm)光学厚度的系数,k1取值为0.3~0.4,k2取值为1.2~1.4,k3取值为0.1~0.2。本发明高功率激光加工防尘保护膜层,在1064nm波段的透过率可达99.99%以上,膜层吸收低,粗糙度在5A以下,表面形貌图光滑,耐擦拭,耐高温,耐金属溅射,不易吸灰尘,可显著提高目前激光加工保护窗口的使用寿命。
技术研发人员:王泽栋,张明利,李全民,黄胜弟,王国力,王劲
受保护的技术使用者:南京波长光电科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!