一种铝系镀覆坯料、其制备方法以及铝系镀覆坯料制备装置与流程
本发明涉及一种铝系镀覆坯料、其制备方法以及铝系镀覆坯料制备装置。
背景技术:
1、具有各种强度的部件用于车辆。例如,需要在撞车或翻车中吸收能量的部件需要相对较弱的强度,而需要保持形状以确保乘客生存空间的部件需要较强的强度。
2、这是因为,当碰撞时需要吸收能量的部分的强度过高时,冲击能量无法被适当地吸收并原样传递到其他部分,导致向乘客和车辆的其他部件传递过大冲击的问题。
3、人们不断要求车辆的轻量化和低成本化,因此一个部件需要局部具有不同的强度。
4、部件的某些部分需要高强度以保护乘客,而某些部分需要相对较低的强度以吸收冲击能量。
5、这种部件的典型例子为乘用车的b柱。所述b柱的下部需要相对较低的抗拉强度,而上部需要较高的抗拉强度。需要强度差异的原因在于,在车辆发生碰撞时,同时需要一个必须以高强度保持形状的部分(翻车时需要支撑车顶的上部)和一个必须在被压碎的同时吸收冲击的部分(与其他车辆发生侧面碰撞可能性较高的下部)。
6、另外,为了确保稳定的空间以防止乘客受伤,b柱上部必须保持形状,因此需要高强度。如果不保证b柱上部强度,车辆倾覆时车顶会掉下来,对乘员的安全构成极大威胁。但b柱下部需要在变形的同时吸收冲击能量,因此需要相对较低的强度。这是因为,如果b柱下部也具有高强度,当发生侧面碰撞时,冲击能量不会被吸收,而是将冲击传递到其他结构材料上。
7、虽然具体要求的强度会根据车辆的类型或形状而有所不同,但b柱上部需要约1500mpa的抗拉强度,而b柱下部需要约500mpa至1000mpa的抗拉强度。
8、在现有技术中使用了用低强度材料形成部件后将单独的增强材料附接到需要高强度的部分的方法,但当某一部件根据分段需要不同强度时,也使用了一种方法,即,上部使用淬透性高的材料(或厚材料),而下部使用强度低、淬透性低的材料(或薄材料),然后用激光将两种材料接合在一起制成坯料,并对其进行热冲压工艺以生产最终产品。
9、另一方面,拼焊板(twb)为通过将材料和厚度不同的两种以上的钢板材料接合来制备的部件。作为这种用于拼焊板的钢板材料,在表面使用铝-硅(al-si)镀层。另一方面,当使用这种镀覆钢板材料制备拼焊板时,在对所述镀覆钢板进行激光接合的同时,注入含有碳(c)和锰(mn)的填充焊丝,即使钢板表面的铝(al)组分混入熔融金属内部,也可以在850℃至1000℃的热冲压成型过程中确保全马氏体组织。
10、然而,当用激光接合镀覆钢板材料时,由于镀层的组分渗入接合部(接头部)的熔池内部,因此接合部具有与母材不同的物理性能。当镀层为铝-硅(al-si)系或锌(zn)系时,在激光接合过程中镀层组分混入接合部中,导致机械性能下降。
11、据此,虽然可以通过填充焊丝的组分来解决或最大限度地减少接合部的强度下降现象,但根据材料(材料的镀覆附着量多)和接合条件(接合速度快),由于所混入的镀层组分(al)无法在母材中均匀稀释而导致偏析等问题,从而仅通过填充焊丝组分的作用可能不够充分。
12、在韩国专利第10-1637084号(公告日:2016年7月6日,发明名称:一种填充焊丝以及使用其的定制焊接坯料制备方法)中公开了与本发明相关的背景技术。
技术实现思路
1、技术问题
2、根据本发明的一实施例,提供一种铝系镀覆坯料,其可以最小化坯料接头部的硬度和物理性能的下降。
3、根据本发明的一实施例,提供一种铝系镀覆坯料,其可以防止坯料接头部发生偏析等缺陷。
4、根据本发明的一实施例,提供一种铝系镀覆坯料,其可以最小化在热冲压工艺后坯料接头部的物理性能下降。
5、根据本发明的一实施例,提供一种所述铝系镀覆坯料的制备方法。
6、根据本发明的一实施例,提供一种所述铝系镀覆坯料的制备装置。
7、技术方案
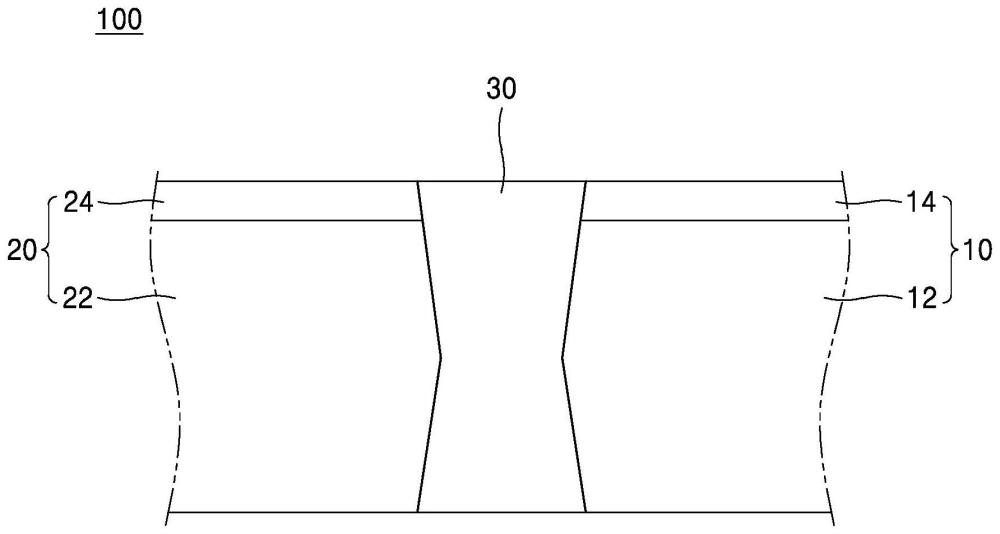
8、本发明的一方面涉及一种铝系镀覆坯料。在一具体实施例中,所述铝系镀覆坯料包括两个以上的铝系镀覆钢板相互连接的接头部,所述铝系镀覆钢板包括:基础钢板,其包括如下重量百分比的组分:碳(c):0.01重量%至0.5重量%;硅(si):0.01重量%至1.0重量%;锰(mn):0.5重量%至3.0重量%;磷(p):大于0重量%且小于等于0.05重量%;硫(s):大于0重量%且小于等于0.01重量%;铝(al):大于0重量%且小于等于0.1重量%;氮(n):大于0重量%且小于等于0.001重量%;余量的铁(fe)和其他不可避免的杂质;以及镀层,其以20g/m2至100g/m2的附着量形成于所述基础钢板的至少一面,并且包括铝(al),所述接头部包括0.2重量%至2.0重量%的铝(al),由所述两个以上的铝系镀覆钢板的在ac3中最高ac3温度以上不形成铁素体的组分体系组成,当将所述铝系镀覆坯料加热至ac3以上进行压制成型,并以10℃/s至500℃/s的冷却速度冷却至300℃以下进行热冲压成型时,所述接头部的平均硬度大于等于所述基础钢板的平均硬度。
9、在一具体实施例中,所述基础钢板可以进一步包括铌(nb)、钛(ti)、铬(cr)、钼(mo)和硼(b)中的至少一个组分。
10、在一具体实施例中,所述镀层可以包括:表面层,其形成于所述基础钢板的表面,并包括80重量%以上的铝(al);以及合金化层,其形成于所述表面层与所述基础钢板之间,包括铝-铁(al-fe)和铝-铁-硅(al-fe-si)金属间化合物,并包括20重量%至70重量%的铁(fe)。
11、在一具体实施例中,在所述热冲压成型之后,所述接头部可以具有包括90面积%以上的马氏体的显微组织。
12、根据本发明的另一发明,提供一种所述铝系镀覆坯料的制备方法。在一具体实施例中,所述铝系镀覆坯料的制备方法包括:钢板对齐步骤,其在两个以上的铝系镀覆钢板中,将一个镀覆钢板的边缘和另一镀覆钢板的边缘设置为彼此面对;以及钢板接合步骤,其向所述铝系镀覆钢板彼此面对的部分提供填充焊丝,并由激光头照射激光束以熔化所述铝系镀覆钢板彼此面对的部分和填充焊丝,从而形成接头部。当进行所述钢板接合时,通过照射激光束以基于所述接头部的形成方向制成预定角度的图案来进行接合,所述激光束的频率为100hz至1500hz,功率为1kw至20kw,所述接头部的形成速度为15mm/sec至170mm/sec,所述铝系镀覆钢板包括:基础钢板,其包括如下重量百分比的组分:碳(c):0.01重量%至0.5重量%;硅(si):0.01重量%至1.0重量%;锰(mn):0.5重量%至3.0重量%;磷(p):大于0重量%且小于等于0.05重量%;硫(s):大于0重量%且小于等于0.01重量%;铝(al):大于0重量%且小于等于0.1重量%;氮(n):大于0重量%且小于等于0.001重量%;余量的铁(fe)和其他不可避免的杂质;以及镀层,其以20g/m2至100g/m2的附着量形成于所述基础钢板的至少一面,并且包括铝(al)。
13、在一具体实施例中,当将所述铝系镀覆坯料加热至ac3以上进行压制成型,并以10℃/s至500℃/s的冷却速度冷却至300℃以下进行热冲压成型时,所述接头部的平均硬度可以大于等于所述基础钢板的平均硬度。
14、在一具体实施例中,所述填充焊丝可以包括奥氏体稳定化元素。
15、在一具体实施例中,在所述激光束照射时可以通过使所述镀覆钢板和激光头中的至少一个进行运动来制成所述图案。
16、在一具体实施例中,所述接头部的形成速度为15mm/sec至120mm/sec,所述激光束的频率、激光束半径和所述接头部的形成速度可以满足下式1的关系:
17、【式1】
18、
19、在所述式1中,α为0.7,f为所述激光束的频率(hz),r为从铝系镀覆钢板的表面测量的所述激光束的半径(mm),v为所述接头部的形成速度(mm/sec)。
20、根据本发明的另一发明,还提供一种所述铝系镀覆坯料的制备装置。在一具体实施例中,包括两个以上的铝系镀覆钢板相互连接的接头部的铝系镀覆坯料的制备装置包括:激光振荡部,其产生激光光源;钢板装载部,其设有两个以上的铝系镀覆钢板,并将一个镀覆钢板的边缘和另一镀覆钢板的边缘设置为彼此面对;焊丝供应部,其提供用于形成所述镀覆钢板的接头部的填充焊丝;以及激光头,其使用从所述激光振荡部提供的激光光源,将激光束照射到所述铝系镀覆钢板彼此面对的部分和所述提供的填充焊丝。当进行所述钢板接合时,通过照射激光束以基于所述接头部的形成方向制成预定角度的图案来进行接合,所述激光束的频率为100hz至1500hz,功率为1kw至20kw,所述接头部的形成速度为15mm/sec至170mm/sec。
21、在一具体实施例中,在所述激光束照射时可以通过使所述镀覆钢板和激光头中的至少一个进行运动来制成所述图案。
22、有益效果
23、本发明的铝系镀覆坯料通过将强度和厚度中的至少一个不同的两个以上的铝系镀覆钢板接合来制备,其可以最小化坯料接头部的硬度和物理性能的下降,可以防止发生坯料接头部的偏析等缺陷,并且可以最小化由于所述偏析在热冲压工艺中相变为al-fe金属间化合物而导致的接头部断裂现象。
- 还没有人留言评论。精彩留言会获得点赞!