一种激光增材制造多尺度微结构增强共晶Al-Mg-Si-Cu合金及其制备方法
本发明涉及新材料制备,具体涉及一种激光增材制造多尺度微结构增强共晶al-mg-si-cu合金及其制备方法。
背景技术:
1、al-mg-si系(6系)铝合金具有高比强度和良好的耐腐蚀性,已广泛应用于航空航天、高铁船舶和汽车工业等领域。随着航空航天和轨道交通的发展,零部件呈现复杂化和轻质化的特点,对铝合金力学性能提出了更高的要求。目前,al-mg-si合金通常采用铸造和后续的热机械加工(包括挤压、热轧、冷轧等)制造,然而,由于后续过程复杂且耗时,成本效益并不高。此外,传统方法制备的合金力学性能不足,难以满足工程应用日益苛刻的要求。
2、选区激光熔化是一种新兴的金属增材制造技术。相比于传统的加工方法,选区激光熔化具有高效率和快速制造的能力,可以制造复杂的内部结构和薄壁材料。由于凝固过程中热裂倾向显著,大部分铝合金都不适用于选区激光熔化。可成熟打印的铝合金较少,目前主要集中在两个方面。一种是引入元素或者颗粒修饰(sc、zr、tib2、tic)的商用铸造铝合金al-cu、al-zn-mg-cu等合金,通过异质形核能形成无裂纹合金,然而,这种合金的制备工艺复杂难调控,稀有元素的引入还会使成本提高。另一种是二元共晶合金(al-si、al-ni、al-fe、al-ce)上,这些合金的凝固范围较窄,在凝固收缩的最后阶段存在的共晶相能有效填充液膜,从而避免裂纹的产生。然而,目前可成功打印的二元合金强度普遍较低,新的共晶合金体系仍有待开发。
3、目前,由于凝固过程中的裂纹敏感性较高,选区激光熔化制备成形过程中,主要针对传统锻造工艺开发的al-mg-si合金产生严重的热裂纹,这极大地阻碍了选区激光熔化在工业中的实际应用。因此,利用slm成形高梯度、高速度的特性、开发一种低成本、无裂纹且力学性能优异的新型高强共晶铝合金具有重要意义。
技术实现思路
1、本发明针对现有技术制备al-mg-si系合金存在的上述问题,提出一种激光增材制造多尺度微结构增强共晶al-mg-si-cu合金及其制备方法。
2、本发明一种激光增材制造多尺度微结构增强共晶al-mg-si-cu合金,按质量百分比计,包括以下成分:mg 5.1~11.4%,si 2.1~6.7%,cu 0.5~2.3%,余量为铝,总质量百分比为100%;所述的多尺度微结构由微米尺度的双峰晶粒结构、亚微米尺度的胞状组织以及共格纳米析出相组成。
3、作为一项优选的方案,本发明一种激光增材制造多尺度微结构增强共晶al-mg-si-cu合金,按质量百分比计,包括以下成分:mg 6.2~8.4%,si 3.0~5.3%,cu 1.0~1.8%,余量为铝,总质量百分比为100%。本发明在传统铸造al-mg-si铝合金(通常总合金元素含量小于2%)的基础上大幅提高mg、si元素的含量,并将含量控制在mg 6.2~8.4%(优选为6.3~7.9%),si 3.0~5.3%(优选为3.1~3.7%),利用选区激光熔化快速凝固的特点,形成一种独特的多尺度微结构。如果含量过低,形成的纳米级析出相太少,如果含量过高,则晶粒内的胞状组织不复存在,并可能形成粗大的mg2si相,cu的含量控制在1.0~1.8%,进而形成强化θ相(al2cu),如果含量过低,cu全部固溶到基体里面,如果含量过高,cu在胞界大量偏析会导致裂纹的产生。
4、作为一项更加优选的方案,本发明一种激光增材制造多尺度微结构增强共晶al-mg-si-cu合金,按质量百分比计,包括以下成分:mg6.3~7.9%,si 3.1~3.7%,cu 1.1~1.6%,余量为铝,总质量百分比为100%。作为一项优选的方案,所述的双峰晶粒由熔池中心粗大的柱状晶粒和熔池边界细小的等轴晶组成,其中细晶和粗晶的尺寸范围分别为4~11μm和40~120μm。
5、作为进一步的优选,其中粗晶的尺寸范围为40~60μm。作为一项优选的方案,所述的胞状组织由原位自生的高密度位错修饰,均匀分布在晶粒内部,尺寸范围在0.5~1μm。
6、作为一项优选的方案,所述的共格析出相为θ相(al2cu)和β相(mg2si),钉扎在胞状组织边界,尺寸范围在100~200nm。纳米级θ相和β相沉淀在亚晶胞组织周围。这有利于钉扎晶界从而提高强度,同时亚晶胞对位错有强烈的阻碍作用,能大幅提高合金的强度和塑性。
7、本发明还提供了一种激光选区熔化用高强al-mg-si-cu合金的制备方法,该方法包括如下步骤:
8、(1)、采用计算机绘制选区激光熔化成型所需的三维模型;
9、(2)、以气雾化法制备的合金粉末为原料,在铝合金基板上进行选区激光熔化成型,得到高强铝合金。
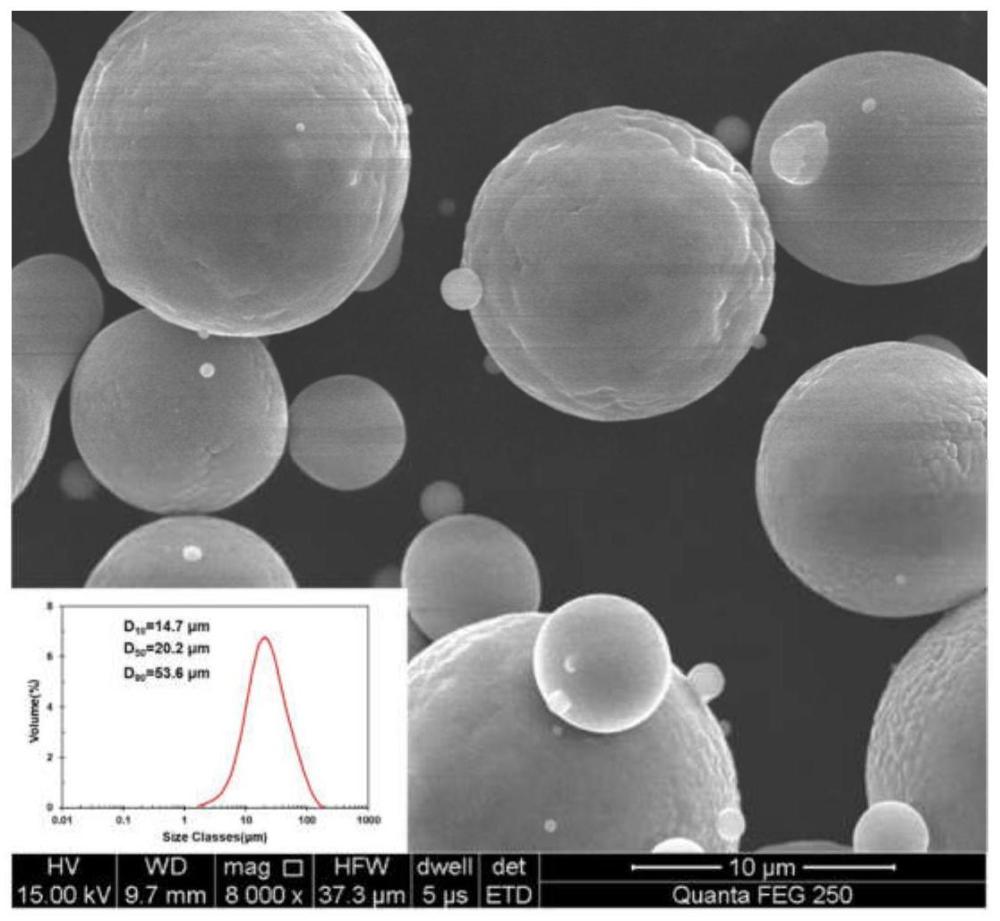
10、作为一项优选的方案,气雾化所得的合金粉末的粒径为15~53μm。在该粒径范围内,粉体流动性佳,成行性好,粉体可充分熔化,从而获得光滑表面的成型件。
11、作为一项优选的方案,所述的步骤(2)中包括:采用选区激光熔化技术制备合金试样,铺粉厚度固定为0.03mm,扫描间距固定为0.10mm,激光扫描功率为285~330w,激光扫描速率780~1020mm/s。
12、作为一项更加优选的方案,所述的步骤(2)中包括:采用选区激光熔化技术制备合金试样,铺粉厚度固定为0.03mm,扫描间距固定为0.10mm,激光扫描功率为288~312w,激光扫描速率800~1000mm/s。
13、作为一项优选的方案,当铝合金粉末化学成分为mg 7.6%,si3.5%,cu 1.5%,余量为铝,总质量百分比为100%时,采用选区激光熔化技术制备合金试样,铺粉厚度为0.03mm,扫描间距为0.10mm,激光扫描功率为290w,激光扫描速率1000mm/s,基板预热温度为80℃,所得打印件的致密度为99.91%,硬度为178hv,最大抗拉强度为545mpa,屈服强度为443mpa,延伸率为11.5%。
14、所述原料的粒度小于等于74μm。
15、相较于现有技术,本发明的一种激光增材制造多尺度微结构增强共晶al-mg-si-cu合金及其制备方法,具有以下优点:
16、1)通过采用选区激光熔化技术,本发明整体解决了高强al-mg-si系合金复杂构件成形的问题,减少了加工过程并且无需模具,降低了制造成本,缩短制造周期,适用于al-mg-si系合金复杂构件的生产。
17、2)在传统铸造铝合金(al-mg-si系合金)的基础上大幅提高mg、si元素的含量,使合金适用于选区激光熔化技术,然后添加cu进行微合金化处理,丰富了增材制造铝合金的材料体系。基于选区激光熔化高梯度、高速度的凝固特性,通过合金成分设计得到了长度尺度跨越多个数量级的分级微结构,包括微米尺度的双峰晶粒结构、亚微米尺度的胞状组织以及共格纳米析出相,有效提高了合金的力学性能。
18、3)本发明通过优化打印工艺参数,实现了共晶al-mg-si-cu合金的致密无裂纹成形,并且无需后续热处理工艺,合金的极限抗拉强度大于等于545mpa,屈服强度大于等于443mpa,延伸率大于等于11.5%,力学性能远远高于铸造、锻造铝合金,能够满足航空航天对高强铝合金构件力学性能的使用需求。
- 还没有人留言评论。精彩留言会获得点赞!