连铸浇钢装置及浇钢方法与流程
本发明涉及连铸生产,更为具体地,涉及一种连铸浇钢装置及浇钢方法。
背景技术:
1、在连铸生产流程中,浇钢设备包括出炉钢液经预处理后至钢液结晶成型前的全部设备,其作用是盛接经成分微调、脱硫、脱碳、脱气及吹氩调温等各种处理后的钢液,然后连续地浇注于结晶器(铸坯生产线的第一步)中,同时使钢液在浇注过程中防止二次氧化和得到进一步净化。
2、钢包回转台作为目前连铸机中应用最为普遍的钢包支撑和运输设备,通常设置于钢水接受跨与浇注跨柱列之间,具有回转、升降、钢液称量、锁紧、钢包加盖保温等多种功能。主要是用来接受来自炼钢车间的满包钢水并转运到连铸车间连铸机浇注位置进行浇注,同时将浇注完毕的空钢包返回至接受位置,以便起重机运走,从而实现多炉连浇。
3、在特殊钢和不锈钢生产领域,由于存在钢种多、规格多、批量小的特点,一般希望一台铸机能兼容更多的断面规格,按需求来随时调整生产,相继出现的方/圆坯、方/板坯、板/矩形坯、板/异型坯等复合型连铸机具有占地面积小、投资成本少、品种规格多、生产成本低等优点,越来越受到青睐,在市场上占有一席之地。然而传统的钢包回转台的滑动水口落点固定,无法满足复合型连铸机对中间罐最优流场的需求。如果要兼顾各流场需要采用加长、加宽中间罐的方案,但会带来加大起重机吨位及增加厂房投资等影响;同时,生产不同规格铸坯时中间罐砌筑方式不同,还会增加中间罐周转数量。
技术实现思路
1、鉴于上述问题,本发明的目的是提供一种连铸浇钢装置及浇钢,以便于解决现有技术中,传统的钢包回转台的滑动水口落点固定,无法满足复合型连铸机对中间罐最优流场的需求的问题。
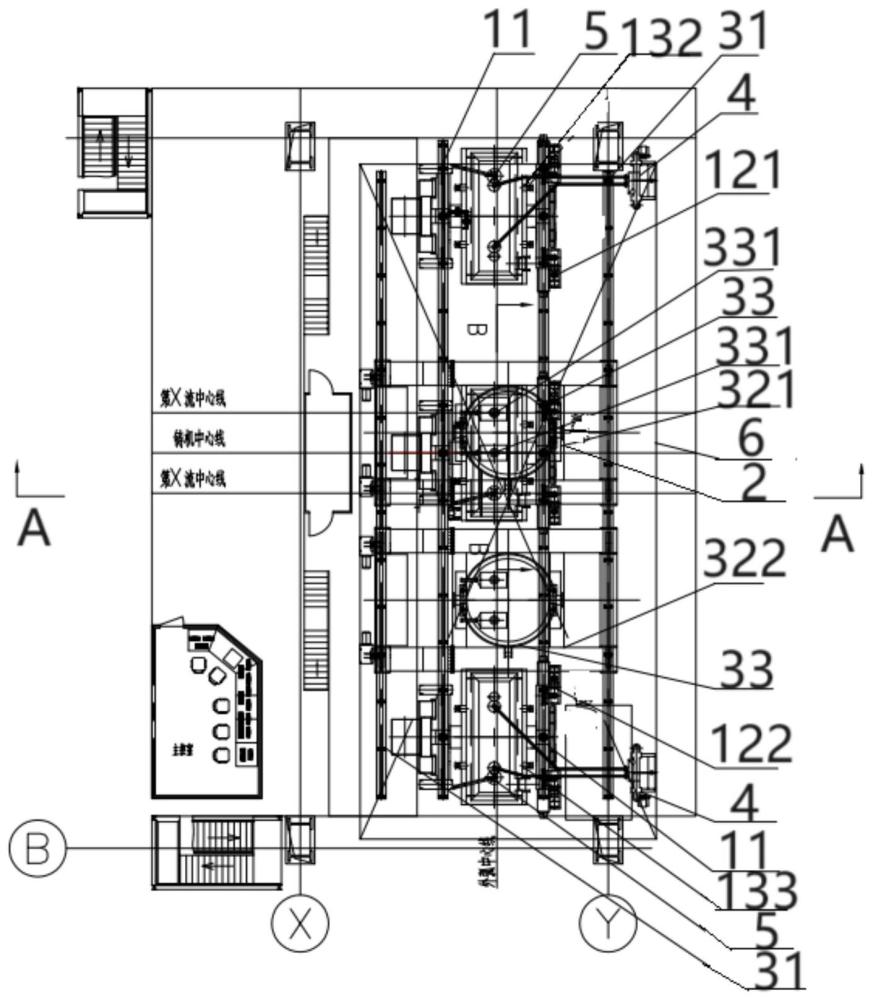
2、本发明提供一种连铸浇钢装置,包括:中间运输系统和钢水连浇运输系统;其中,所述中间运输系统包括:架设在浇注平台上方的中间罐车轨道、设置在所述中间罐车轨道上的中间罐车和设置在所述中间罐车上的中间罐;在所述中间罐的底部设置有中间罐水口;当所述中间罐车沿着所述中间罐车轨道移动至所述浇注平台的浇注位时,所述中间罐通过所述中间罐水口为铸坯生产线供应钢水;所述钢水连浇运输系统包括架设在所述中间罐上方且与所述中间罐车轨道平行的钢包连浇车轨道、设置在所述钢包连浇车轨道上的钢包连浇车和设置在所述钢包连浇车上的钢包;所述钢包与所述中间罐分别位于上下位置对应的两条平行线上,在所述钢包的底部设置有为所述中间罐供应钢水的钢包水口。
3、此外,优选的方案是,在所述中间罐车轨道上设置有两台所述中间罐车,分别为第一中间罐车和第二中间罐车;在所述第一中间罐车和所述第二中间罐车上分别设置有第一中间罐和第二中间罐;在所述中间罐车轨道上分别设置有与所述第一中间罐和所述第二中间罐位置对应的第一烘烤位和第二烘烤位;所述第一烘烤位和所述第二烘烤位分别位于所述浇注位的上方两端。
4、此外,优选的方案是,所述第一烘烤位和所述第二烘烤位距离所述浇注位的距离相等。
5、此外,优选的方案是,在所述第一烘烤位和所述第二烘烤位处均设置有中间罐烘烤装置。
6、此外,优选的方案是,在所述钢包连浇车轨道上设置有两台钢包连浇车,分别为第一钢包连浇车和第二钢包连浇车;所述第一钢包连浇车和所述第二钢包连浇车在所述钢包连浇车轨道的长度方向上位于一条直线。
7、此外,优选的方案是,沿着所述钢包的移动方向,在所述钢包的底部设置有两个钢包水口。
8、此外,优选的方案是,在所述中间罐的底部至少设置有两个流场不同的中间罐水口;和/或,所述中间罐水口为浸入式水口。
9、此外,优选的方案是,在所述浸入式水口内设置有中间罐塞棒启闭机构。
10、此外,优选的方案是,在所述钢水连浇运输系统的上方设置有钢包吊运天车。
11、本发明提供一种连铸浇钢方法,采用如上所述的连铸浇钢装置为铸坯生产线供应钢水;包括如下步骤:
12、s1、使预热的所述中间罐在所述中间罐车的承载下沿着所述中间罐车轨道运输至所述浇注平台的浇注位处;
13、s2、将盛有钢水的钢包放置于所述钢包连浇车上,并通过使所述钢包连浇车沿着所述钢包连浇车轨道行驶至位于所述浇注位处的中间罐的上方;
14、s3、使所述钢包内的钢水通过所述钢包水口流入至所述中间罐的内部进行缓冲及净化后,开启所述中间罐的中间罐水口;
15、s4、将所述中间罐内缓冲及净化后的钢水通过所述中间罐水口注入至所述铸坯生产线。
16、从上面的技术方案可知,本发明提供的连铸浇钢装置及浇钢方法,通过中间运输系统的结构设计,中间罐在浇注位上方可通过中间罐车在中间罐车轨道上灵活调整位置,因此,中间罐底部的中间罐水口对铸坯生产线(结晶器)浇注时的落点为灵活可变的,可通过调整中间罐的位置,实现灵活的为多种不同断面生产组织模式供应钢水,有效实现了不同铸流导向设备共用一套连铸浇钢装置的需求,即降低了钢厂的一次性投资与后续日常生产的消耗,又可丰富产品结构以满足不同的市场需求,特别适合于复合型连铸机所需;通过钢水连浇运输系统的结构设计,钢包可通过钢包连浇车沿着钢包连浇车轨道将钢包内的钢水运输至浇注点,然后将位于中间罐上方的钢包内的钢水通过钢包水口供应给中间罐,其设计制造难度远低于钢包回转台,实现钢包自由停靠在中间罐上方,便于为处于不同位置的中间罐供应钢水。
17、为了实现上述以及相关目的,本发明的一个或多个方面包括后面将详细说明的特征。下面的说明以及附图详细说明了本发明的某些示例性方面。然而,这些方面指示的仅仅是可使用本发明的原理的各种方式中的一些方式。此外,本发明旨在包括所有这些方面以及它们的等同物。
技术特征:
1.一种连铸浇钢装置,其特征在于,包括:中间运输系统和钢水连浇运输系统;其中,
2.根据权利要求1所述的连铸浇钢装置,其特征在于,
3.根据权利要求2所述的连铸浇钢装置,其特征在于,
4.根据权利要求2所述的连铸浇钢装置,其特征在于,
5.根据权利要求1所述的连铸浇钢装置,其特征在于,
6.根据权利要求1所述的连铸浇钢装置,其特征在于,
7.根据权利要求1所述的连铸浇钢装置,其特征在于,
8.根据权利要求7所述的连铸浇钢装置,其特征在于,
9.根据权利要求1所述的连铸浇钢装置,其特征在于,
10.一种连铸浇钢方法,其特征在于,采用如权利要求1-9任意一项所述的连铸浇钢装置为铸坯生产线供应钢水;包括如下步骤:
技术总结
本发明提供一种连铸浇钢装置及浇钢方法,包括:中间运输系统和钢水连浇运输系统;中间运输系统包括:架设在浇注平台上方的中间罐车轨道、设置在中间罐车轨道上的中间罐车和设置在中间罐车上的中间罐;在中间罐的底部设置有中间罐水口;当中间罐车沿着中间罐车轨道移动至浇注平台的浇注位时,中间罐通过中间罐水口为铸坯生产线供应钢水;钢水连浇运输系统包括架设在中间罐上方且与中间罐车轨道平行的钢包连浇车轨道、设置在钢包连浇车轨道上的钢包连浇车和设置在钢包连浇车上的钢包;在钢包的底部设置有为中间罐供应钢水的钢包水口。通过本发明能够解决传统的钢包回转台的滑动水口落点固定,无法满足复合型连铸机对中间罐最优流场的需求问题。
技术研发人员:陈阳,邹旭,王芳
受保护的技术使用者:中冶南方连铸技术工程有限责任公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!