一种用于汽车零配件的粉末注射成型设备及方法与流程
本发明属于粉末注射成型,具体涉及一种用于汽车零配件的粉末注射成型设备及方法。
背景技术:
1、金属粉末注射成型是一种先进的制造技术,用于生产具有复杂形状和高精度的金属零部件,如汽车零配件。对于金属粉末注射成型过程中,通过将粉末态的金属原料或多种原料进行混合导入混合箱中,由送料螺杆对金属粉末进行传料送料和挤出,其中在送料螺杆的送料区间端,会分布布设不同温度的区间段对金属粉末进行熔融。其中,在需要金属粉末尤其多种金属粉末进行混合注射成型汽车零配件时,由于金属粉末的熔融温度的差异性,会导致金属粉末熔融顺序有着先后之分,这常常会导致金属粉末熔融过程期间中,金属料液中会存有一定量的微小气泡,一些微小气泡会在送料螺杆的传动送料作用下,被离心分布在外径圈区域层,长期运行注射下,一方面,容易导致料液中的气泡容易集聚,另一方面,会随着料液的注射挤出而被挤出,导致制作成型的模型出现瑕疵,成型品质较低、不合格。
2、为此,公开号为cn116748519b的专利说明书中公开了一种金属粉末注射成型设备,其包括:安装箱;注射筒管,装配在所述安装箱上,其右侧管壁上方连通连接进料箱;推送转轴,其一端装配连接安装箱,另一端伸入所述注射筒管中,位于注射筒管中的推送转轴外套设有送料螺叶;外回流循环引导系统,用于对送料螺叶送料区间段的料液进行外回流循环,其包括用于外圈离心区域层的料液进行分流截流的截流引流组件、用于对截流料液进行回流循环的回流引流组件,该涉笔有利于提高料液的密实度,进而提高注射成型质量。
3、但是这种金属粉末注射成型设备在使用时仍存在不足之处,一是其不能去除混在金属料液中的固态夹杂物;二是回流引流组件在对截流料进行回流循环过程,截流料会与内部的金属料液融合,导致无法有效去除微小气泡。因此,需要对其结构进行优化改进。
技术实现思路
1、本发明的目的在于克服现有技术中存在的上述问题,提供一种用于汽车零配件的粉末注射成型设备及方法。
2、为实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现:
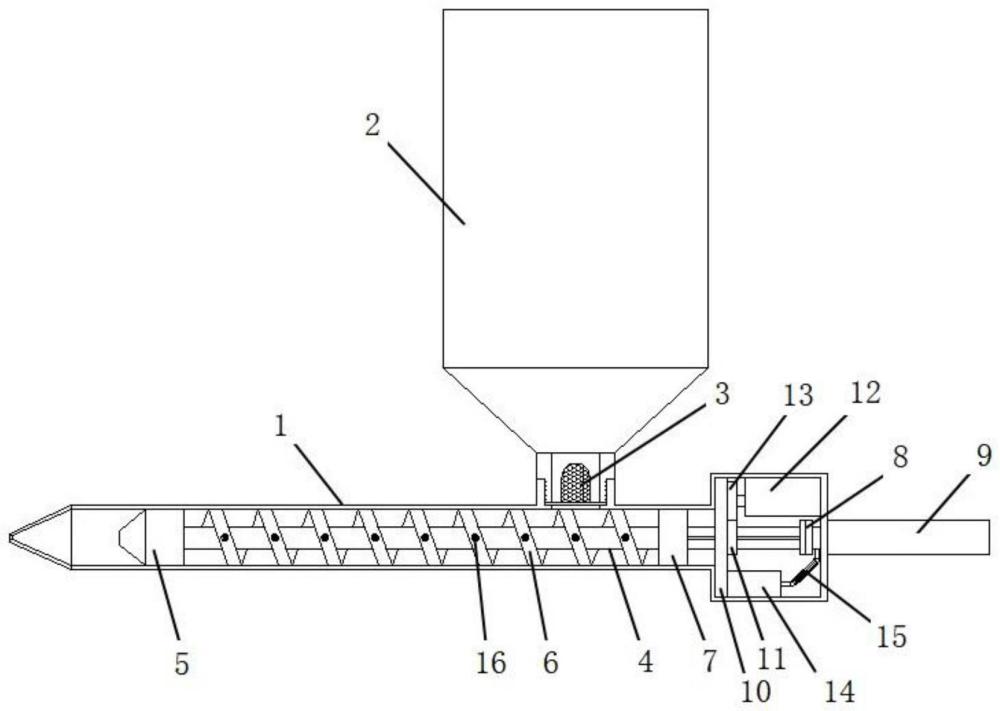
3、本发明提供一种用于汽车零配件的粉末注射成型设备,包括注射筒、进料斗、料液过滤网、转轴、推送头、螺叶、密封头、过气滑环、驱动推杆、安装板、从动外套管、驱动电机、主动齿轮、抽气泵和气管;
4、所述注射筒包括直筒体,所述直筒体的前端设有注射嘴,所述直筒体的上侧靠近后端安装有进料管,所述直筒体的后端连接有安装箱;
5、所述进料斗的下端设有排料管,所述排料管和进料管通过螺接方式进行可拆式连接,所述料液过滤网安装有排料管和进料管连接处;
6、所述转轴安装在注射筒的直筒体中,所述转轴由前往后依次安装有推送头、螺叶和密封头,所述转轴的后端经过气滑环与驱动推杆的活动端连接,所述驱动推杆安装在安装箱的外侧,所述安装箱的内部固定有安装板、驱动电机和抽气泵,所述安装板上活动限制有套设在转轴外侧的从动外套管,所述驱动电机的输出端安装有主动齿轮,所述主动齿轮经从动外套管带动转轴进行旋转,所述抽气泵经气管对注射筒内金属料液的气泡进行抽除。
7、进一步地,上述用于汽车零配件的粉末注射成型设备中,所述料液过滤网包括支撑环和设于其上的滤网,所述直筒体位于进料管的进料口处设有便于放置支撑环的限位凸环,所述滤网由无碱玻璃纤维纱制成。
8、进一步地,上述用于汽车零配件的粉末注射成型设备中,所述转轴位于密封头和过气滑环之间的轴体外侧对称开设有键槽,所述从动外套管的内孔壁对称设有与键槽配合的凸键。
9、进一步地,上述用于汽车零配件的粉末注射成型设备中,所述从动外套管位于从安装板中露出的管体外周均布有与主动齿轮啮合的凸齿。
10、进一步地,上述用于汽车零配件的粉末注射成型设备中,所述转轴沿轴线方向开设有抽气通道,所述驱动推杆的活动端沿轴线方向钻设有轴向抽气孔,所述驱动推杆的活动端下侧向内开设有径向抽气孔,所述螺叶的外周开设有若干与抽气通道连通的引气孔,所述引气孔经抽气通道、过气滑环、轴向抽气孔、径向抽气孔和气管与抽气泵连接。
11、进一步地,上述用于汽车零配件的粉末注射成型设备中,所述螺叶的厚度为3-6mm,所述螺叶为等距螺叶或者螺距由前往后依次增加的变距螺叶。
12、进一步地,上述用于汽车零配件的粉末注射成型设备中,所述引气孔的端口处安装有耐高温的刚玉质透气膜。
13、本发明还提供一种用于汽车零配件的粉末注射成型方法,基于上述的用于汽车零配件的粉末注射成型设备实现,具体包括如下步骤:
14、1)进料斗将熔融的金属料液导入注射筒,利用料液过滤网拦截混在金属料液中的固态夹杂物;
15、2)驱动电机带动主动齿轮旋转,主动齿轮经从动外套管带动转轴旋转,螺叶随之旋转并在旋转过程中将金属料液送至推送头的前侧区域,推送头和直筒体之间留有导液间隙;抽气泵经气管对外圈离心区域层的金属料液中气泡进行抽除;
16、3)驱动推杆带动转轴及其前端的推送头向前位移,将金属料液推送至汽车零配件成型模具。
17、本发明的有益效果是:
18、本发明结构设计合理,其主要由注射筒、进料斗、料液过滤网、转轴、推送头、螺叶、密封头、过气滑环、驱动推杆、安装板、从动外套管、驱动电机、主动齿轮、抽气泵和气管构成,各部件协同配合,当进料斗将熔融的金属料液导入注射筒时,利用料液过滤网拦截混在金属料液中的固态夹杂物;驱动电机带动主动齿轮旋转,主动齿轮经从动外套管带动转轴旋转,螺叶随之旋转并在旋转过程中将金属料液送至推送头的前侧区域,推送头和直筒体之间留有导液间隙;驱动推杆带动转轴及其前端的推送头向前位移,将金属料液推送至汽车零配件成型模具;抽气泵经气管对外圈离心区域层的金属料液中气泡进行抽除,通过这种方式提高金属料液的密实度,进而提高注射成型质量。
19、当然,实施本发明的任一产品并不一定需要同时达到以上的所有优点。
技术特征:
1.一种用于汽车零配件的粉末注射成型设备,其特征在于,包括注射筒、进料斗、料液过滤网、转轴、推送头、螺叶、密封头、过气滑环、驱动推杆、安装板、从动外套管、驱动电机、主动齿轮、抽气泵和气管;
2.根据权利要求1所述用于汽车零配件的粉末注射成型设备,其特征在于:所述料液过滤网包括支撑环和设于其上的滤网,所述直筒体位于进料管的进料口处设有便于放置支撑环的限位凸环,所述滤网由无碱玻璃纤维纱制成。
3.根据权利要求2所述用于汽车零配件的粉末注射成型设备,其特征在于:所述转轴位于密封头和过气滑环之间的轴体外侧对称开设有键槽,所述从动外套管的内孔壁对称设有与键槽配合的凸键。
4.根据权利要求3所述用于汽车零配件的粉末注射成型设备,其特征在于:所述从动外套管位于从安装板中露出的管体外周均布有与主动齿轮啮合的凸齿。
5.根据权利要求4所述用于汽车零配件的粉末注射成型设备,其特征在于:所述转轴沿轴线方向开设有抽气通道,所述驱动推杆的活动端沿轴线方向钻设有轴向抽气孔,所述驱动推杆的活动端下侧向内开设有径向抽气孔,所述螺叶的外周开设有若干与抽气通道连通的引气孔,所述引气孔经抽气通道、过气滑环、轴向抽气孔、径向抽气孔和气管与抽气泵连接。
6.根据权利要求5所述用于汽车零配件的粉末注射成型设备,其特征在于:所述螺叶的厚度为3-6mm,所述螺叶为等距螺叶或者螺距由前往后依次增加的变距螺叶。
7.根据权利要求6所述用于汽车零配件的粉末注射成型设备,其特征在于:所述引气孔的端口处安装有耐高温的刚玉质透气膜。
8.一种用于汽车零配件的粉末注射成型方法,基于如权利要求1-9任一项所述的用于汽车零配件的粉末注射成型设备实现,其特征在于,具体包括如下步骤:
技术总结
本发明属于粉末注射成型技术领域,具体涉及一种用于汽车零配件的粉末注射成型设备及方法。本发明设备主要由注射筒、进料斗、料液过滤网、转轴、推送头、螺叶、密封头、过气滑环、驱动推杆、安装板、从动外套管、驱动电机、主动齿轮、抽气泵和气管构成,各部件协同配合,当进料斗将熔融的金属料液导入注射筒时,利用料液过滤网拦截混在金属料液中的固态夹杂物;驱动电机带动带动转轴和螺叶旋转,螺叶在旋转过程中将金属料液送至前侧区域,驱动推杆带动推送头向前位移,将金属料液推送至汽车零配件成型模具;抽气泵经气管对外圈离心区域层的金属料液中气泡进行抽除,通过这种方式提高金属料液的密实度,进而提高注射成型质量。
技术研发人员:张强,王波,沈为飞,何国锋
受保护的技术使用者:常州煜明电子有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!