具有优良冲裁性能的300MPa级垫片钢及其制备方法与流程
本发明属于冷轧板带生产,具体涉及一种具有优良冲裁性能的300mpa级垫片钢及其制备方法。
背景技术:
1、垫片的作用主要为增大连接件或者紧固件的接触面积、减小压力、防止松动、保护零件和螺丝,还有一定的密封作用。因此垫片中孔的精度对垫片的主要作用影响极为明显。垫片中的孔是通过冲孔工艺来完成的。冲裁产品断面质量是保证其尺寸精度的一个重要指标,冲孔的断面包括:塌角带、光亮带、断裂带、毛刺区四部分。光亮带是材料被挤入下模而产生塑性剪切变形产生的,光亮带是五金冲压件断面质量最好的区域,光亮平整而且又和钢板平面垂直。精密冲压一般就是追求的光亮带。断裂带的表面比较粗糙,而且有大约5度的倾斜,是由于冲压时形成的裂纹扩展而成。如果断裂带在冲孔表面的所占的比例过大,将对垫片的密封作用和保护零件的作用有很大的弱化,因此具有优良冲裁性能的垫片钢材料在垫片生产中显得尤为重要。
2、普通结构用钢在冲孔工艺生产过程中,冲孔断面的光亮带宽度较小,断裂带宽度较大(图3),这样的冲孔工艺及冲孔产品是不利于垫片零件的使用,断裂带宽度较大的垫片往往会导致更大的噪音,也可能在疲劳应用场景中是疲劳失效的裂纹源。
3、cn114058941a公开了一种冷轧钢板及制造方法和汽车用冲裁件,该冷轧钢板的化学元素质量百分比为:c:0.14~0.25wt%,si:0.01~0.5wt%,mn:0.3~1.6wt%,p≤0.015wt%,0<s≤0.01wt%,al:0.01~0.07wt%,cr:0.1~1.0wt%,b:0.0001~0.005wt%,0<n≤0.006wt%和fe。其屈服强度为240~360mpa,抗拉强度为360~480mpa,断后伸长率a50mm≥25%。
4、现有技术中为了获得具有良好塑形和较低强度的冷轧钢板时,大多通过添加nb、v、ti等微合金元素,合金成本较高;且制备过程中工艺要求较多,生产难度大。
5、因此亟需研究一种生产成本低、难度小,且具有优良冲裁性能的专用垫片钢,以解决冲孔断裂带区域过大的问题。
技术实现思路
1、本发明所要解决的技术问题是现有垫片钢的冲裁性能较差,为了能够解决冲孔断裂带区域过大的问题,本发明提供一种新的具有优良冲裁性能的300mpa级垫片钢及其制备方法。
2、本发明解决其技术问题所采用的技术方案是:具有优良冲裁性能的300mpa级垫片钢,其化学成分按质量百分比为:c 0.03%~0.10%,si 0.01%~0.05%,mn 0.10%~0.30%,p≤0.035%,s≤0.040%,als 0.03%~0.08%,其余元素为fe及不可避免的杂质。
3、上述具有优良冲裁性能的300mpa级垫片钢,其屈服强度为≥200mpa,抗拉强度≥320mpa,a80≥30%。
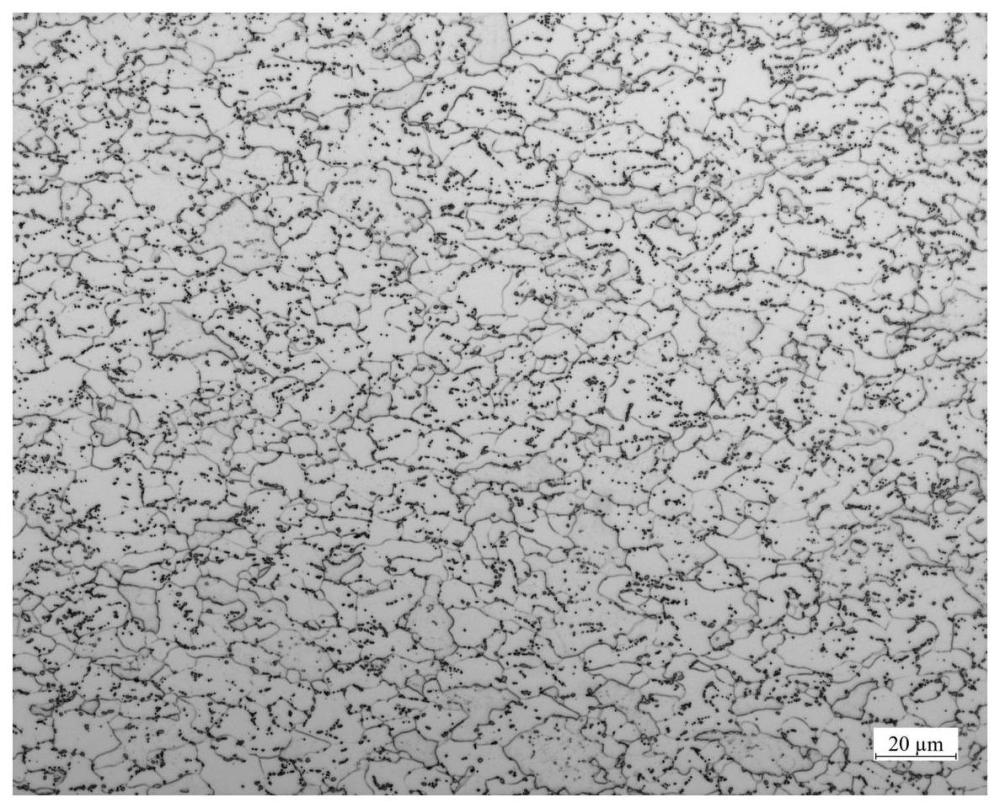
4、上述具有优良冲裁性能的300mpa级垫片钢,其金相组织为97%的铁素体+3%的渗碳体,晶粒度为11级。
5、具有优良冲裁性能的300mpa级垫片钢的制备方法为:通过冶炼→热轧→酸轧→罩式退火→平整→精整的工艺流程制备得到具有优良冲裁性能的300mpa级垫片钢。
6、进一步的是,上述热轧工序为将铸坯加热、除磷、粗轧、精轧、冷却、卷取。
7、进一步的是,上述热轧工序中,中间坯厚度为30~36mm,热轧板厚度≥4mm,热轧开轧温度为1100℃~1200℃,终轧温度为850℃~900℃。
8、进一步的是,上述热轧工序中,冷却方式为前段层冷,卷取温度为510~560℃。
9、进一步的是,上述酸轧工序中,冷轧压下率为50-60%。
10、进一步的是,上述罩式退火工序中,退火保温温度为600~650℃,保温时间为10~14h,升温速率为70~95℃/h,冷却速率为120~160℃/h。
11、进一步的是,上述平整工序中,平整延伸率为0.5~1%。
12、本发明的有益效果是:本发明提供一种具有优良冲裁性能的300mpa级垫片钢及其制备方法,得到的300mpa级垫片钢有铁素体和渗碳体构成,铁素体组织均匀,渗碳体均匀弥散的分布于晶内,使得材料延伸率更高,各向异性更好,因此得到了优良的冲裁性能。
13、本发明形成了在罩式退火炉生产垫片钢的关键技术,本发明生产的垫片钢充分利用罩式炉退火工艺的特点,利用其加热均匀性的特点,生产出的垫片钢冲裁性能优良,冲孔后孔内断面断裂带大幅度降低,具有良好的经济效益。本发明能够有效的消除钢板在冲孔时,孔内壁断裂带过大的问题,有效的增大垫片钢的断面精度,优化垫片钢在各种场所的使用效果。
14、本发明生产的300mpa级垫片钢化学成分简单,与现有技术相比不含有重金属和贵金属;现有的冲裁性能较好的冷轧钢一般用于汽车件等,造价较高,不适合用做垫片。而本发明的垫片钢在满足强度以及冲裁性能的同时,具有更低的成本且生产难度更小,具有较高的推广应用价值。
技术特征:
1.具有优良冲裁性能的300mpa级垫片钢,其特征在于,其化学成分按质量百分比为:c0.03%~0.10%,si 0.01%~0.05%,mn 0.10%~0.30%,p≤0.035%,s≤0.040%,als0.03%~0.08%,其余元素为fe及不可避免的杂质。
2.根据权利要求1所述的具有优良冲裁性能的300mpa级垫片钢,其特征在于:其屈服强度为≥200mpa,抗拉强度≥320mpa,a80≥30%。
3.根据权利要求1所述的具有优良冲裁性能的300mpa级垫片钢,其特征在于:其金相组织为97%的铁素体+3%的渗碳体,晶粒度为11级。
4.根据权利要求1-3任一项所述的具有优良冲裁性能的300mpa级垫片钢的制备方法,其特征在于:通过冶炼→热轧→酸轧→罩式退火→平整→精整的工艺流程制备得到具有优良冲裁性能的300mpa级垫片钢。
5.根据权利要求4所述的具有优良冲裁性能的300mpa级垫片钢的制备方法,其特征在于:热轧工序为将铸坯加热、除磷、粗轧、精轧、冷却、卷取。
6.根据权利要求5所述的具有优良冲裁性能的300mpa级垫片钢的制备方法,其特征在于:热轧工序中,中间坯厚度为30~36mm,热轧板厚度≥4mm,热轧开轧温度为1100℃~1200℃,终轧温度为850℃~900℃。
7.根据权利要求5所述的具有优良冲裁性能的300mpa级垫片钢的制备方法,其特征在于:热轧工序中,冷却方式为前段层冷,卷取温度为510~560℃。
8.根据权利要求4所述的具有优良冲裁性能的300mpa级垫片钢的制备方法,其特征在于:酸轧工序中,冷轧压下率为50-60%。
9.根据权利要求4所述的具有优良冲裁性能的300mpa级垫片钢的制备方法,其特征在于:罩式退火工序中,退火保温温度为600~650℃,保温时间为10~14h,升温速率为70~95℃/h,冷却速率为120~160℃/h。
10.根据权利要求4所述的具有优良冲裁性能的300mpa级垫片钢的制备方法,其特征在于:平整工序中,平整延伸率为0.5~1%。
技术总结
本发明公开了一种具有优良冲裁性能的300MPa级垫片钢及其制备方法,属于冷轧板带生产技术领域。具有优良冲裁性能的300MPa级垫片钢,其化学成分按质量百分比为:C0.03%~0.10%,Si 0.01%~0.05%,Mn 0.10%~0.30%,P≤0.035%,S≤0.040%,Als 0.03%~0.08%,其余元素为Fe及不可避免的杂质。制备方法为通过冶炼→热轧→酸轧→罩式退火→平整→精整的工艺流程制备得到垫片钢。本发明的300MPa级垫片钢具有优良的冲裁性能,可有效解决现有垫片钢的冲裁性能较差,解决冲孔断裂带区域过大的问题。
技术研发人员:靳阳,王飞龙,王敏莉,郑昊青,胡晓,苏冠侨
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!