一种带有排气针的管件模具的制作方法
本技术涉及管件铸造,尤其是涉及一种带有排气针的管件模具。
背景技术:
1、随着国内外机械行业的发展,越来越多的铸造企业都进行了技术升级,改变过去的地摊造型、简易造型设备手工造型为铸造生产线、造型机造型,由于造型机、生产线制造,其砂型硬度高,且恒定,砂型致密性较高,但是砂型的排气性较差,在铸件浇注成型过程中,由于砂芯中树脂、砂型中的水分及其他有机物燃烧造成的大量气体无法顺利排出,造成铸件产生憋气、气孔等铸造缺陷,影响铸件的质量,手工打排气孔又不方便,现有的排气方式一般是在芯盒设置有排气孔,排气孔内安装有排气塞,通过排气塞进行排气。但是长时间使用后砂粒容易进入排气孔中,从而造成排气孔堵塞,导致排气功能失效,致使出现产品砂芯不饱满、疏松等质量问题。所以亟需一种可以在浇注时顺利排气的装置,从而解决铸件时遇到的憋气、产生气孔等问题。
技术实现思路
1、本实用新型的目的是提供一种带有排气针的管件模具,解决上述技术存在的在浇注的过程中产生窝气,气泡、冷隔缺陷从而造成产品报废的问题。
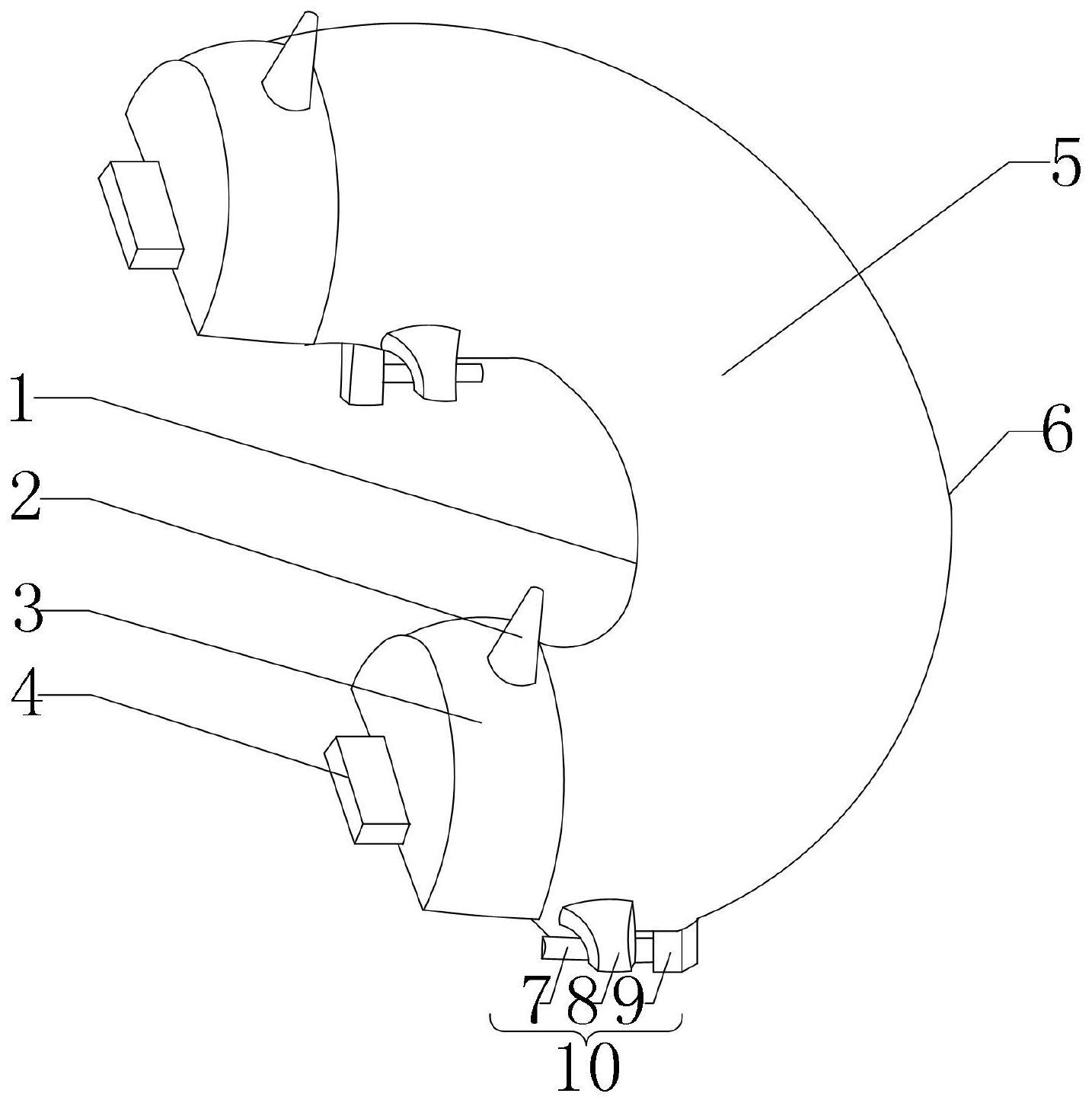
2、为实现上述目的,本实用新型提供了一种带有排气针的管件模具,包括管件和设置在所述管件两侧的锁紧装置;所述管件包括上管件和对称设置在所述上管件下方的下管件,所述上管件和所述下管件均包括管头、排气针、设置在所述管头左侧的内管壁和设置在所述管头右侧的外管壁;所述锁紧装置包括上滑套、下滑套和滑动设置在所述上滑套内部的滑杆。
3、优选的,所述上滑套设置在所述上管件的两侧,所述下滑套设置在所述下管件的两侧,所述上滑套与所述下滑套交错设置,交错设置时上滑套的右侧与下滑套的左侧对齐,这样便于滑杆滑入后上滑套和下滑套之间不留间隙。
4、优选的,所述上滑套的套口直径和所述下滑套的套口直径与所述滑杆的直径相等,便于滑杆可以顺利滑入上滑套和下滑套,从而使上管件和下管件扣合的更加牢固。
5、优选的,所述管件的两端分别设置有定位芯头,便于砂芯的固定,防止发生漂芯现象。
6、优选的,所述排气针设置在所述管头的上方。
7、因此,本实用新型采用上述结构的一种带有排气针的管件模具,通过在管头上加装排气针,使得在浇注过程中,型腔内产生的气体由排气针部位顺利排出,确保铁水冲型顺利。从而解决现有技术存在的在浇注的过程中产生窝气,气泡、冷隔缺陷从而造成产品报废的问题。
8、下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
技术特征:
1.一种带有排气针的管件模具,其特征在于:包括管件和设置在所述管件两侧的锁紧装置;所述管件包括上管件和对称设置在所述上管件下方的下管件,所述上管件和所述下管件均包括管头、排气针、设置在所述管头左侧的内管壁和设置在所述管头右侧的外管壁;所述锁紧装置包括上滑套、下滑套和滑动设置在所述上滑套内部的滑杆。
2.根据权利要求1所述的一种带有排气针的管件模具,其特征在于:所述上滑套设置在所述上管件的两侧,所述下滑套设置在所述下管件的两侧,所述上滑套与所述下滑套交错设置。
3.根据权利要求1所述的一种带有排气针的管件模具,其特征在于:所述上滑套的套口直径和所述下滑套的套口直径与所述滑杆的直径相等。
4.根据权利要求1所述的一种带有排气针的管件模具,其特征在于:所述管件的两端分别设置有定位芯头。
5.根据权利要求1所述的一种带有排气针的管件模具,其特征在于:所述排气针设置在所述管头的上方。
技术总结
本技术公开了一种带有排气针的管件模具,包括管件和设置在所述管件两侧的锁紧装置;所述管件包括上管件和对称设置在所述上管件下方的下管件,所述上管件和所述下管件均包括管头、排气针、设置在所述管头左侧的内管壁和设置在所述管头右侧的外管壁;所述锁紧装置包括上滑套、下滑套和滑动设置在所述上滑套内部的滑杆。本技术采用上述结构的一种带有排气针的管件模具,设计结构合理,通过在管头上加装排气针,使得在浇注过程中,型腔内产生的气体由排气针部位顺利排出,不再产生窝气,气泡,从而确保铁水冲型顺利。
技术研发人员:张凤格,刘双栋,冯秀华,叶连生,袁进平,黄起全
受保护的技术使用者:沧州永欣铸造有限公司
技术研发日:20230112
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!