一种板坯增厚用冶金连铸设备的制作方法
本技术涉及板坯加工,具体为一种板坯增厚用冶金连铸设备。
背景技术:
1、板坯,是钢坯的一种,为钢水通过连铸机连铸形成,一般铸坯宽厚比大于3的即称板坯,其主要用于轧制板材,但尚未开始轧制。
2、鼎炼钢1#铸机板为r8m直弧形连铸机,坯断面为200mm×1500mm,而中厚板轧制20mm以上规格时,常因压缩比较小,个别铸坯因内部存在三角区裂纹或中间裂纹使轧制过程不易焊合,出现分层缺陷,造成伸长率和冷弯性能不合。同时,板材市场利润要好于线材,有增加板坯台时产能必要,但提高拉速需要对设备系统做大型改造、并存在质量下滑、漏钢等风险。
技术实现思路
1、本实用新型的目的在于提供一种板坯增厚用冶金连铸设备,以解决上述背景技术中提出的问题。
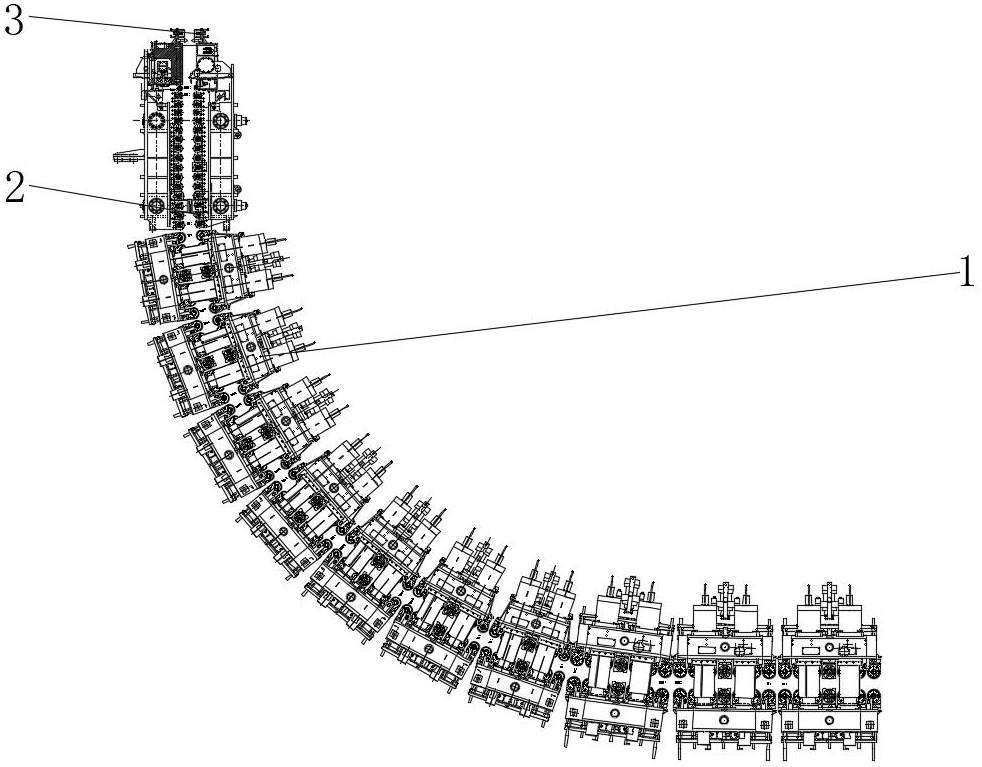
2、为实现上述目的,本实用新型提供如下技术方案:一种板坯增厚用冶金连铸设备,包括切割机构,所述切割机构底部设置有连铸机构,所述连铸机构底部设置有扇形段,所述扇形段和切割机构之间设置有连铸机构。
3、所述连铸机构包括第一结晶器组件,所述结晶器组件固定连接于扇形段内顶部右侧,所述结晶器组件左侧设置有控制器组件,所述结晶器组件与控制器组件呈对称分布,所述控制器组件固定连接于扇形段内顶部左侧。
4、优选的,所述扇形段内开设有空腔,所述空腔两侧内壁均固定连接有挤压辊,所述扇形段前侧表面均固定连接有拉矫机,所述扇形段前侧表面固定连接有支撑板。
5、优选的,所述扇形段表面固定连接有第一液压杆,所述第一液压杆底部固定连接有支撑架,所述支撑架固定连接于扇形段表面。
6、优选的,所述切割机构包括放置板,所述放置板固定连接于结晶器组件顶部,所述放置板右侧底部开设有凹槽。
7、优选的,所述凹槽内固定连接有第二液压杆,所述第二液压杆右侧固定连接有切割刀具,所述切割刀具设置于顶部,所述第二液压杆底部固定连接有定位块,所述定位块固定连接于结晶器组件顶部。
8、优选的,所述放置板左侧底部固定连接有连接板,所述连接板固定连接于结晶器组件顶部,所述放置板内顶部转动连接有螺纹杆,所述螺纹杆左侧固定连接有转动环。
9、优选的,所述螺纹杆表面螺纹连接有螺纹筒,所述螺纹筒右侧固定连接有挤压板,所述挤压板顶部和底部均固定连接有连接块,所述连接块左侧固定连接有导向杆,所述导向杆滑动连接于放置板内,所述导向杆左侧固定连接有限位环。
10、1.在不改变结晶器水套的尺寸的情况下,通过改变内弧铜板顶丝的长度,加宽窄面铜板20mm,实现外弧铜板不动,内弧铜板外移20mm。其余参数不变。将板坯断面从200mm×1500mm变为220mm×1500mm。
11、2.结晶器原设计:上口:206mm、下口:204.5mm;新设计:上口227mm,测量226.9mm;下口225.5mm,测量225.7mm;
12、3.足辊:宽度从原197mm变为215mm,增加22mm。
13、4.水冷制度:
14、(1)、结晶器水流量:宽面183m3/h变为185m3/h;窄面23m3/h变为25m3/h;
15、(2)、二次冷却:比水量从原0.76l/kg/变为0.80l/kg;
16、5.扇形段各段辊缝开口度
17、 名称 结晶器 零段 ⅰ段 ⅱ段 ⅲ段 ⅳ段 ⅴ段 ⅵ段 ⅶ段 ⅷ段 ⅸ段 上口 227.0 225.5 225.0 224.7 224.4 224.1 223.8 223.0 222.0 220.5 219.0 下口 225.5 225.0 224.7 224.4 224.1 223.8 223.0 222.0 220.5 219.0 219.0
18、与现有技术相比,本实用新型提供了一种板坯增厚用冶金连铸设备,具备以下有益效果:
19、该板坯增厚用冶金连铸设备,通过设置的连铸机构,切割后的板坯经过扇形段,且在结晶器组件的作用下,使其形成带有液芯的铸坯,实现对板坯的增厚,得到所需的合格宽扁坯。
20、该板坯增厚用冶金连铸设备,通过设置的切割机构,通过在两个螺纹杆同步转动的过程中,能够驱动两个螺纹筒向相互靠近的方向移动,此时两个挤压板向相互靠近的方向移动,能够对板坯进行稳固的夹持,将板坯夹持后,再通过起到第二液压杆,此时两个第二液压杆向相互靠近的方向移动,并对板坯进行切割,提高了对板坯切割的效率和平整度。
技术特征:
1.一种板坯增厚用冶金连铸设备,包括切割机构(3),其特征在于:所述切割机构(3)底部设置有连铸机构(2),所述连铸机构(2)底部设置有扇形段(1),所述扇形段(1)和切割机构(3)之间设置有连铸机构(2);
2.根据权利要求1所述的一种板坯增厚用冶金连铸设备,其特征在于:所述扇形段(1)内开设有空腔(26),所述空腔(26)两侧内壁均固定连接有挤压辊(23),所述扇形段(1)前侧表面均固定连接有拉矫机(24),所述扇形段(1)前侧表面固定连接有支撑板(25)。
3.根据权利要求1所述的一种板坯增厚用冶金连铸设备,其特征在于:所述扇形段(1)表面固定连接有第一液压杆(21),所述第一液压杆(21)底部固定连接有支撑架(22),所述支撑架(22)固定连接于扇形段(1)表面。
4.根据权利要求1所述的一种板坯增厚用冶金连铸设备,其特征在于:所述切割机构(3)包括放置板(302),所述放置板(302)固定连接于结晶器组件(27)顶部,所述放置板(302)右侧底部开设有凹槽。
5.根据权利要求4所述的一种板坯增厚用冶金连铸设备,其特征在于:所述凹槽内固定连接有第二液压杆(38),所述第二液压杆(38)右侧固定连接有切割刀具(39),所述切割刀具(39)设置于顶部,所述第二液压杆(38)底部固定连接有定位块(301),所述定位块(301)固定连接于结晶器组件(27)顶部。
6.根据权利要求4所述的一种板坯增厚用冶金连铸设备,其特征在于:所述放置板(302)左侧底部固定连接有连接板(34),所述连接板(34)固定连接于结晶器组件(27)顶部,所述放置板(302)内顶部转动连接有螺纹杆(32),所述螺纹杆(32)左侧固定连接有转动环。
7.根据权利要求6所述的一种板坯增厚用冶金连铸设备,其特征在于:所述螺纹杆(32)表面螺纹连接有螺纹筒(36),所述螺纹筒(36)右侧固定连接有挤压板(35),所述挤压板(35)顶部和底部均固定连接有连接块(37),所述连接块(37)左侧固定连接有导向杆(33),所述导向杆(33)滑动连接于放置板(302)内,所述导向杆(33)左侧固定连接有限位环(31)。
技术总结
本技术涉及板坯加工技术领域,且公开了一种板坯增厚用冶金连铸设备,包括切割机构,所述切割机构底部设置有连铸机构,所述连铸机构底部设置有扇形段,所述扇形段和切割机构之间设置有连铸机构。该板坯增厚用冶金连铸设备,通过设置的连铸机构,在结晶器组件的作用下,使其形成带有液芯的铸坯,实现对板坯的增厚,得到所需的合格宽扁坯,通过设置的切割机构,通过在两个螺纹杆同步转动的过程中,能够驱动两个螺纹筒向相互靠近的方向移动,此时两个挤压板向相互靠近的方向移动,能够对板坯进行稳固的夹持,再通过起到第二液压杆,此时两个第二液压杆向相互靠近的方向移动,并对板坯进行切割,提高了对板坯切割的效率和平整度。
技术研发人员:李磊,周信德,申延刚,朱凯
受保护的技术使用者:金鼎重工有限公司
技术研发日:20230213
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!