线坯对焊打磨装置的制作方法
本技术属于线坯焊接焊缝处理,尤其是线坯对焊打磨装置。
背景技术:
1、在管件或者线坯生产过程中,为了获得足够长度且连续的线坯,经常需要将不同段的线坯的端头进行对焊连接,在对焊作业过程中,焊接部位会留下焊接痕迹,为了保证线坯的后续使用,需要对焊接部位的焊接痕迹(疤痕)进行处理。
2、在处理过程中一般先粗处理,将多余的焊料去除后,再通过人工打磨去除,以保证线坯表面的质量,但是这样劳动强度大、工作效率低,而且无法保证质量的统一。
技术实现思路
1、为了解决现有技术中线坯对焊后的焊缝疤痕处理不方便,效率较低的问题,本实用新型提供了线坯对焊打磨装置,通过设计了c形片的结构,能够对焊缝进行自动化打磨处理,提高了焊缝的打磨效率,保证了产品质量。
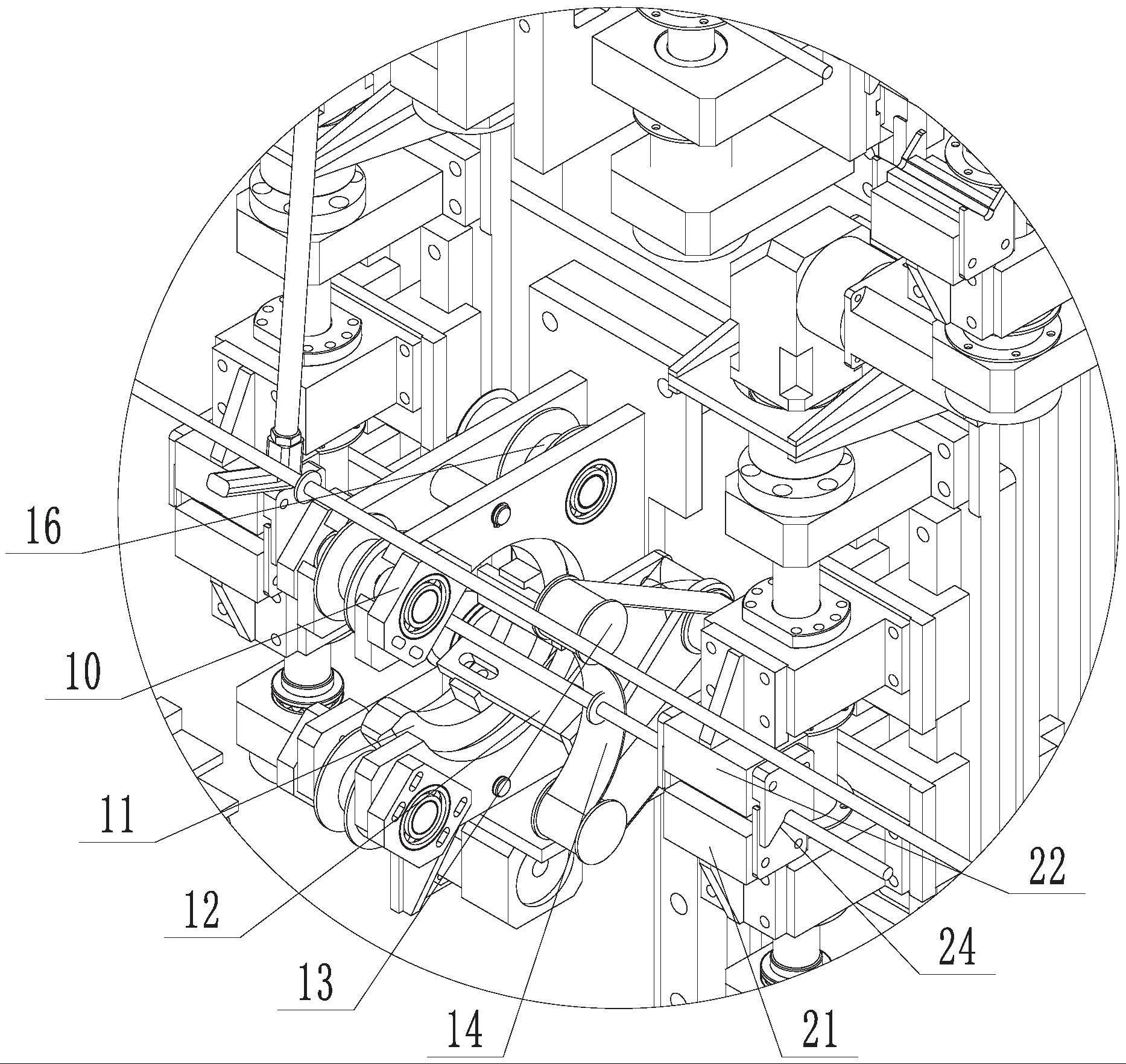
2、本实用新型提供了线坯对焊打磨装置,其解决技术问题的技术方案包括打磨部件、夹持固定部件,所述打磨部件包括安装支架、c形片、打磨支架、摩擦轮、砂带,所述c形片嵌装在安装支架上且能够绕自身轴线转动,所述打磨支架与c形片固定连接,所述打磨支架上设有三个圆周分布的所述摩擦轮,所述砂带安装在所述摩擦轮上,所述安装支架上安装有用于驱动所述c形片转动的第一驱动部件,所述打磨支架上安装有用于驱动所述摩擦轮转动的第二驱动部件;所述夹持固定部件用于夹紧需要打磨的线坯,所述夹持固定部件包括两个分布在所述打磨部件两侧的夹持单元。
3、本技术方案中的c形片能够绕自身轴线转动,并可以带动与其连接的打磨支架的转动,在打磨支架上设有旋转的砂带,在工作时,线坯的位置是固定的,打磨部件移动并通过c形片的开口部位使线坯置于c形片内部,然后线坯在夹持固定部件的作用下被固定,同时保证线坯对焊的焊缝部位与砂带接触,这样在砂带转动的作用下,实现对焊缝部位的打磨;通过c形片的转动,能够使打磨支架绕着线坯转动,进而对焊缝圆周方向的各个部位均进行打磨处理(在c形片转动过程中,砂带始终与焊缝表面接触),在打磨完成后,打磨部件通过,可以很好地保证焊缝的处理效率以及质量。
4、优选的,所述第一驱动部件包括第一驱动电机、驱动轮、同步带,所述驱动轮的数量为四个且分布在所述c形片的外侧,四个所述驱动轮的轮面与所述c形片的外壁抵接并形成对c形片的限位,所述第一驱动电机的输出端与其中一个所述驱动轮连接,多个驱动轮之间通过同步带连接。c形片的转动通过驱动轮与c形片外壁的摩擦作为驱动力,实现了c形片的无级转动,这样可以根据线坯不同的焊缝情况进行适应性打磨,比如使c形片转动不同的圈数,实现不同程度的打磨,而且便于c形片的复位,提高连续作业能力以及效率。
5、优选的,所述c形片的外侧壁上覆盖有橡胶层。橡胶层的设计能够提高驱动轮与c形片之间的摩擦力。
6、优选的,所述安装支架包括两个间隔且平行布置的安装板,所述驱动轮贯穿两个安装板安装,所述驱动轮的轮面上设有位于两个安装板之间的v型槽,所述c形片的外壁上设有与所述v型槽配合的v形凸起。驱动轮和c形片的v型结构配合,可以保证二者的接触效果,保证驱动轮更好地通过摩擦驱动c形片的运动,避免打滑现象。
7、优选的,所述c形片的开口对应的圆心角的大小为40-60°。c形片的开口不能过大,开口过大会导致c形片运动的不稳定,开口过小不方便线坯的进入。
8、优选的,所述夹持单元包括下固定模、上活动模、第三驱动部件,所述下固定模和上活动模上均开设有弧形槽。通过下固定模、上活动模的上下扣合结构,方便线坯进入固定位置,通过弧形槽的设计,方便线坯的定位以及保证更好的固定效果。
9、优选的,所述下固定模的两端设有下导向板,上固定模的两端设有上导向板,所述上导向板与下导向板上均开设有v型导向槽,所述v型导向槽的底部与所述弧形槽连通。通过v型导向槽可以对线坯进行导向,同时可以对线坯的位置进行轻微的调整,保证固定效果。
10、优选的,所述上导向板在水平方向分布在下导向板的外侧且一侧面与下导向板的外侧面共面。在对线坯夹持固定时,减少因为剪切力造成的线坯的变形。
11、综上所述,运用本实用新型的技术方案,至少具有如下的有益效果:
12、1、通过c形片的设计,能够使砂带绕着线坯的焊缝位置圆周转动,实现了对焊缝圆周方向多余焊料的全方位清理;
13、2、c形片的转动通过摩擦力驱动,实现了无级传动,可以更好地满足不同线坯的清理需求;
14、3、实现了焊缝清理的自动化作业,提高了生产效率,提高了产品质量。
技术特征:
1.线坯对焊打磨装置,其特征在于,包括打磨部件、夹持固定部件,所述打磨部件包括安装支架、c形片、打磨支架、摩擦轮、砂带,所述c形片嵌装在安装支架上且能够绕自身轴线转动,所述打磨支架与c形片固定连接,所述打磨支架上安装所述摩擦轮,所述砂带安装在所述摩擦轮上,所述安装支架上安装有用于驱动所述c形片转动的第一驱动部件,所述打磨支架上安装有用于驱动所述摩擦轮转动的第二驱动部件;所述夹持固定部件用于夹紧需要打磨的线坯,所述夹持固定部件包括两个分布在所述打磨部件两侧的夹持单元。
2.根据权利要求1所述线坯对焊打磨装置,其特征在于,所述第一驱动部件包括第一驱动电机、驱动轮、同步带,所述驱动轮的数量为四个且分布在所述c形片的外侧,四个所述驱动轮的轮面与所述c形片的外壁抵接并形成对c形片的限位,所述第一驱动电机的输出端与其中一个所述驱动轮连接,多个驱动轮之间通过同步带连接。
3.根据权利要求2所述线坯对焊打磨装置,其特征在于,所述c形片的外侧壁上设有橡胶层。
4.根据权利要求2所述线坯对焊打磨装置,其特征在于,所述安装支架包括两个间隔且平行布置的安装板,所述驱动轮贯穿两个安装板安装,所述驱动轮的轮面上设有位于两个安装板之间的v型槽,所述c形片的外壁上设有与所述v型槽配合的v形凸起。
5.根据权利要求1所述线坯对焊打磨装置,其特征在于,所述c形片的开口对应的圆心角的大小为40-60°。
6.根据权利要求1所述线坯对焊打磨装置,其特征在于,所述夹持单元包括下固定模、上活动模、第三驱动部件,所述下固定模和上活动模上均开设有弧形槽。
7.根据权利要求6所述线坯对焊打磨装置,其特征在于,所述下固定模的两端设有下导向板,上固定模的两端设有上导向板,所述上导向板与下导向板上均开设有v型导向槽,所述v型导向槽的底部与所述弧形槽连通。
8.根据权利要求7所述线坯对焊打磨装置,其特征在于,所述上导向板在水平方向分布在下导向板的外侧且一侧面与下导向板的外侧面共面。
技术总结
为了解决现有技术中线坯对焊后的焊缝疤痕处理不方便,效率较低的问题,本技术提供了线坯对焊打磨装置,包括打磨部件、夹持固定部件,打磨部件包括安装支架、C形片、打磨支架、摩擦轮、砂带,C形片嵌装在安装支架上且能够绕自身轴线转动,打磨支架与C形片固定连接,打磨支架上设有三个圆周分布的所述摩擦轮,砂带安装在所述摩擦轮上,安装支架上安装有用于驱动C形片转动的第一驱动部件,打磨支架上安装有第二驱动部件;所述夹持固定部件用于夹紧需要打磨的线坯,夹持固定部件包括两个分布在所述打磨部件两侧的夹持单元。本技术能够对焊缝进行自动化打磨处理,提高了焊缝的打磨效率,保证了产品质量。
技术研发人员:孙刚峰,冯焕锋,马为民,赵能
受保护的技术使用者:浙江海亮股份有限公司
技术研发日:20230309
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!