一种铝压铸件用防回弹结构的制作方法
本技术涉及生产设备,尤其涉及一种铝压铸件用防回弹结构。
背景技术:
1、压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件,分为铝压铸件、铜压铸件等。
2、压铸件仅仅适用壁厚6mm以下的工件铸造过程,并在制备完成之后,需要进行抛丸、喷砂、喷粉、喷漆、打磨去毛刺、激光雕刻、拉砂、高温时效、整平等诸多再处理工艺。
3、特别对于高温时效来说,时效处理指金属或合金工件(如低碳钢等)经固溶处理,从高温淬火或经过一定程度的冷加工变形后,在较高的温度或室温放置保持其形状、尺寸,性能随时间而变化的热处理工艺,但是在处理过程中,待处理的铸件直接放置在托架上,特别是对于平板型且壁厚较薄的铸件,极易因为温度的变化导致铸件出现回弹变形的问题,影响到后续装配过程,因此,为解决此类问题,我们提出一种铝压铸件用防回弹结构。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种铝压铸件用防回弹结构。
2、为了实现上述目的,本实用新型采用了如下技术方案:
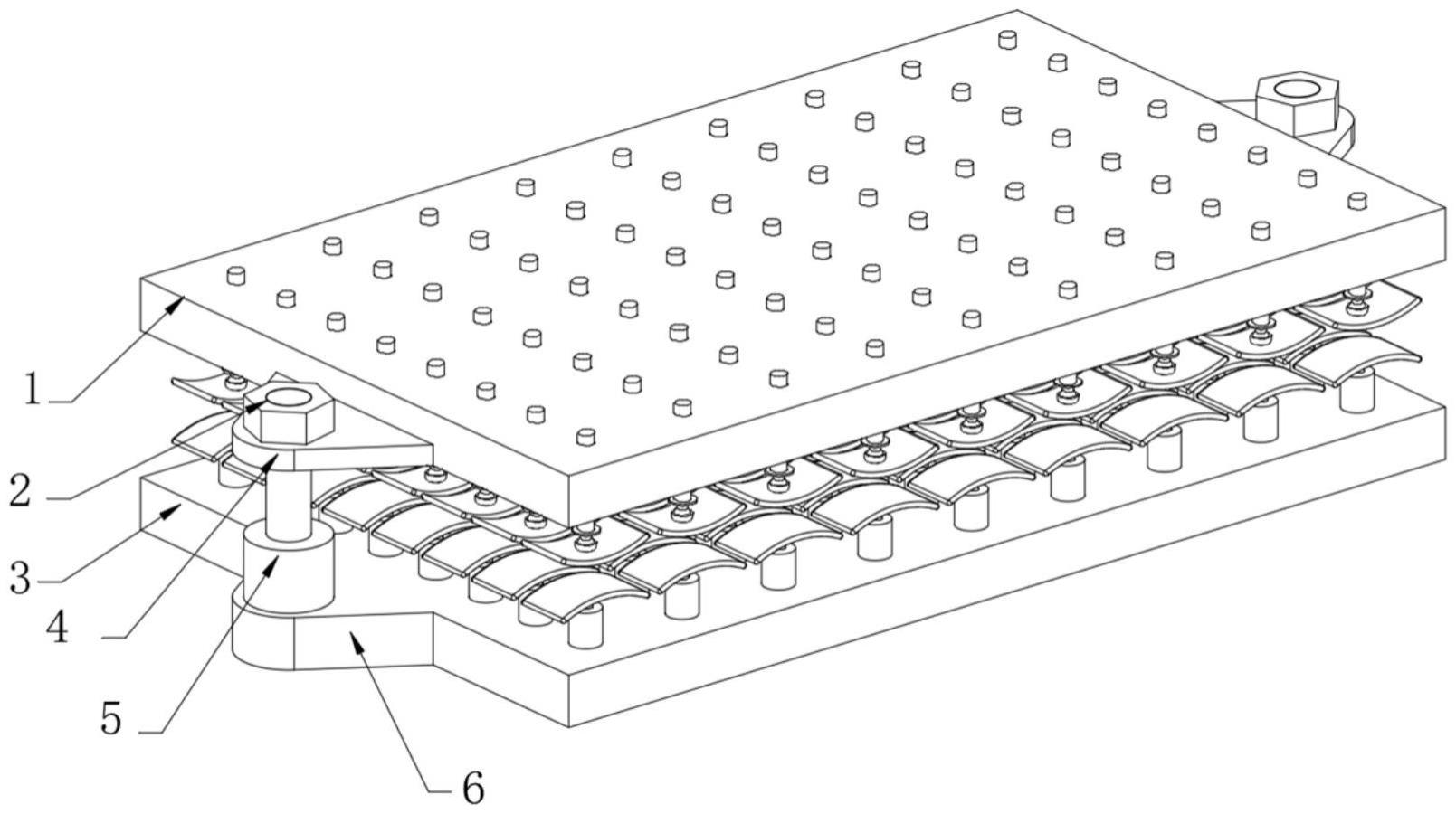
3、一种铝压铸件用防回弹结构,包括上压板和下托盘,下托盘上表面呈均匀分布滑动安装有定位支撑筒,上压板下表面对应定位支撑筒的安装位置滑动安装有定位导杆,定位支撑筒和定位导杆的末端位置均固定安装有活动球,且定位支撑筒和定位导杆的末端位置上设置有弧形压片,每个弧形压片靠近定位支撑筒和定位导杆的末端位置上均固定安装有球套,球套与活动球之间活动连接,定位支撑筒下表面中心位置开设有定位插孔,定位插孔的内径与定位导杆的直径相等,定位导杆上端延伸至上压板的上侧位置。
4、优选的,每个所述定位导杆圆周外壁部分上设置有缓冲弹簧,所述缓冲弹簧两端分别与上压板下表面和定位导杆之间固定连接。
5、优选的,所述下托盘和上压板两侧外壁中间位置分别固定安装有连接块和锁位块,两个所述连接块上表面中间位置固定安装有限高套筒,所述限高套筒上端部分与锁位块之间滑动连接,且所述限高套筒位于锁位块上端位置上转动安装有紧固螺帽。
6、优选的,所述紧固螺帽上表面与上压板上表面处于同一平面上。
7、优选的,所述连接块中间位置开设有收纳孔,所述收纳孔延伸至限高套筒的内部。
8、本实用新型提出的一种铝压铸件用防回弹结构,有益效果在于:本方案在使用过程中,主要使用在铝压铸件的高温时效处理过程,将待处理的铝压铸件放置在上压板和下托板的中间位置上,通过上下两侧位置产生的挤压力直接作用在铝压铸件上,来确保铝压铸件在时效处理过程不会出现回弹变形的问题。
技术特征:
1.一种铝压铸件用防回弹结构,其特征在于,包括上压板(1)和下托盘(3),所述下托盘(3)上表面呈均匀分布滑动安装有定位支撑筒(9),所述上压板(1)下表面对应定位支撑筒(9)的安装位置滑动安装有定位导杆(14),所述定位支撑筒(9)和定位导杆(14)的末端位置均固定安装有活动球(12),且所述定位支撑筒(9)和定位导杆(14)的末端位置上设置有弧形压片(8),每个所述弧形压片(8)靠近定位支撑筒(9)和定位导杆(14)的末端位置上均固定安装有球套(11),所述球套(11)与活动球(12)之间活动连接,所述定位支撑筒(9)下表面中心位置开设有定位插孔(7),所述定位插孔(7)的内径与定位导杆(14)的直径相等,所述定位导杆(14)上端延伸至上压板(1)的上侧位置。
2.根据权利要求1所述的一种铝压铸件用防回弹结构,其特征在于,每个所述定位导杆(14)圆周外壁部分上设置有缓冲弹簧(13),所述缓冲弹簧(13)两端分别与上压板(1)下表面和定位导杆(14)之间固定连接。
3.根据权利要求1所述的一种铝压铸件用防回弹结构,其特征在于,所述下托盘(3)和上压板(1)两侧外壁中间位置分别固定安装有连接块(6)和锁位块(4),两个所述连接块(6)上表面中间位置固定安装有限高套筒(5),所述限高套筒(5)上端部分与锁位块(4)之间滑动连接,且所述限高套筒(5)位于锁位块(4)上端位置上转动安装有紧固螺帽(2)。
4.根据权利要求3所述的一种铝压铸件用防回弹结构,其特征在于,所述紧固螺帽(2)上表面与上压板(1)上表面处于同一平面上。
5.根据权利要求3所述的一种铝压铸件用防回弹结构,其特征在于,所述连接块(6)中间位置开设有收纳孔(10),所述收纳孔(10)延伸至限高套筒(5)的内部。
技术总结
本技术公开了一种铝压铸件用防回弹结构,包括上压板和下托盘,下托盘上表面呈均匀分布滑动安装有定位支撑筒,上压板下表面对应定位支撑筒的安装位置滑动安装有定位导杆,定位支撑筒和定位导杆的末端位置均固定安装有活动球,且定位支撑筒和定位导杆的末端位置上设置有弧形压片,每个弧形压片靠近定位支撑筒和定位导杆的末端位置上均固定安装有球套,球套与活动球之间活动连接,定位支撑筒下表面中心位置开设有定位插孔,定位插孔的内径与定位导杆的直径相等,定位导杆上端延伸至上压板的上侧位置。本技术通过上下两侧的挤压力,确保铝压铸件在时效处理过程中不会出现回弹变形的问题。
技术研发人员:陆辉,刘西明,丁明芳,王成秀,孙世磊,王陆宇
受保护的技术使用者:青岛天路平金属制品有限公司
技术研发日:20230328
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!