一种纤尾热处理工装的制作方法
本申请涉及热处理加工的领域,尤其是涉及一种纤尾热处理工装。
背景技术:
1、钎尾主要用于矿山作业,选用优质合金钢作为原材料,经过整体渗碳处理。采用专用的数控机床加工设备和加工工艺流程确保尾部细节、内部水孔和侧水孔加工质量。
2、纤尾整体呈细长型,相关技术中,在对纤尾进行渗碳处理时,大多通过铁丝缠绕于纤尾的螺纹端,将纤尾悬挂在加热炉内,铁丝与纤尾的螺纹槽内壁相接触,在渗碳处理的过程中容易倾斜,难以保持竖直状态,随着温度的上升,倾斜悬挂的纤尾在重力作用下容易发生形变从而导致弯曲,影响良品率,有待改进。
技术实现思路
1、为了提高良品率,本申请提供一种纤尾热处理工装。
2、本申请提供的一种纤尾热处理工装,采用如下的技术方案:
3、一种纤尾热处理工装,包括工装本体,所述工装本体上开设有安装孔,所述安装内设有供纤尾螺纹端连接的螺纹段,所述工装本体上设有限位部,所述限位部沿垂直于所述安装孔轴线的方向凸出所述工装本体,所述限位部用于抵靠支撑。
4、通过采用上述技术方案,在实际使用时,将纤尾通过螺纹配合连接到工装本体上,通过限位部抵靠加热炉内的支架,使支架悬挂在加热炉内,使纤尾竖直悬挂在加热炉内,使加热炉内的纤尾不易在高温下形变弯折,从而有利于提高良品率。
5、优选地,所述限位部环绕所述工装本体的外周设置。
6、通过采用上述技术方案,在将限位部抵靠到加热炉内的支架上时,支架不易与纤尾发生接触,有利于减少支架与纤尾之间的碰撞。
7、优选的,所述工装本体的外环上设有限位面,所述限位面环绕所述轴线设置,所述限位面用于抵靠定位。
8、通过采用上述技术方案,通过限位面抵接加热炉内的支架,使得限位再悬挂时不易发生晃动,有利于使纤尾在加热过程中不易形变,从而有利于提高良品率。
9、优选的,所述工装本体上开设有若干导气槽,若干所述导气槽环绕所述安装孔的外周设置,所述导气槽与所述安装孔连通。
10、通过采用上述技术方案,在实际使用时,通过设置导气槽,便于碳原子进入位于纤尾的螺纹端与纤尾接触,有利于提高渗碳效果。
11、优选的,所述导气槽的延伸方向与所述安装孔的延伸方向平行。
12、通过采用上述技术方案,有利于减少碳原子在导气槽内的堆积,使位于安装孔处的限位渗碳均匀。
13、优选地,所述导气槽为圆弧槽。
14、通过采用上述技术方案,使加工出导气槽更加便捷。
15、优选的,所述导气槽和所述螺纹段共占用所述安装孔周向范围的100%,其中所述螺纹段占20%-60%。
16、通过采用上述技术方案,在保证工装本体与纤尾螺纹强度的强度下,尽可能增加导气槽的占用面积,在纤尾不易脱离工装本体的情况下,提高渗碳效果。还可以给纤尾预留形变空间。
17、优选的,所述螺纹段与纤尾螺纹端之间的螺纹空隙≥0.5mm。
18、通过采用上述技术方案,通过提前预留螺纹间隙,使安装孔内的纤尾的螺纹端在受热膨胀后不易发生形变,从而有利于提高良品率。
19、优选的,所述工装本体的上开设有扩容槽,所述扩容槽沿靠近所述安装孔的方向呈渐缩设置,所述扩容槽与所述安装孔连通。
20、通过采用上述技术方案,通过开设扩容槽,便于更多的碳原子进入导气槽和安装孔内,从而有利于提高渗碳效果。
21、综上所述,本申请包括以下至少一种有益技术效果:
22、1.通过限位部抵靠加热炉内的支架,使支架悬挂在加热炉内,使纤尾竖直悬挂在加热炉内,使加热炉内的纤尾不易在高温下形变弯折,从而有利于提高良品率;
23、2.在实际使用时,通过设置导气槽,便于碳原子进入位于纤尾的螺纹端与纤尾接触,有利于提高渗碳效果;
24、3.在纤尾不易脱离工装本体的情况下,提高渗碳效果。
技术特征:
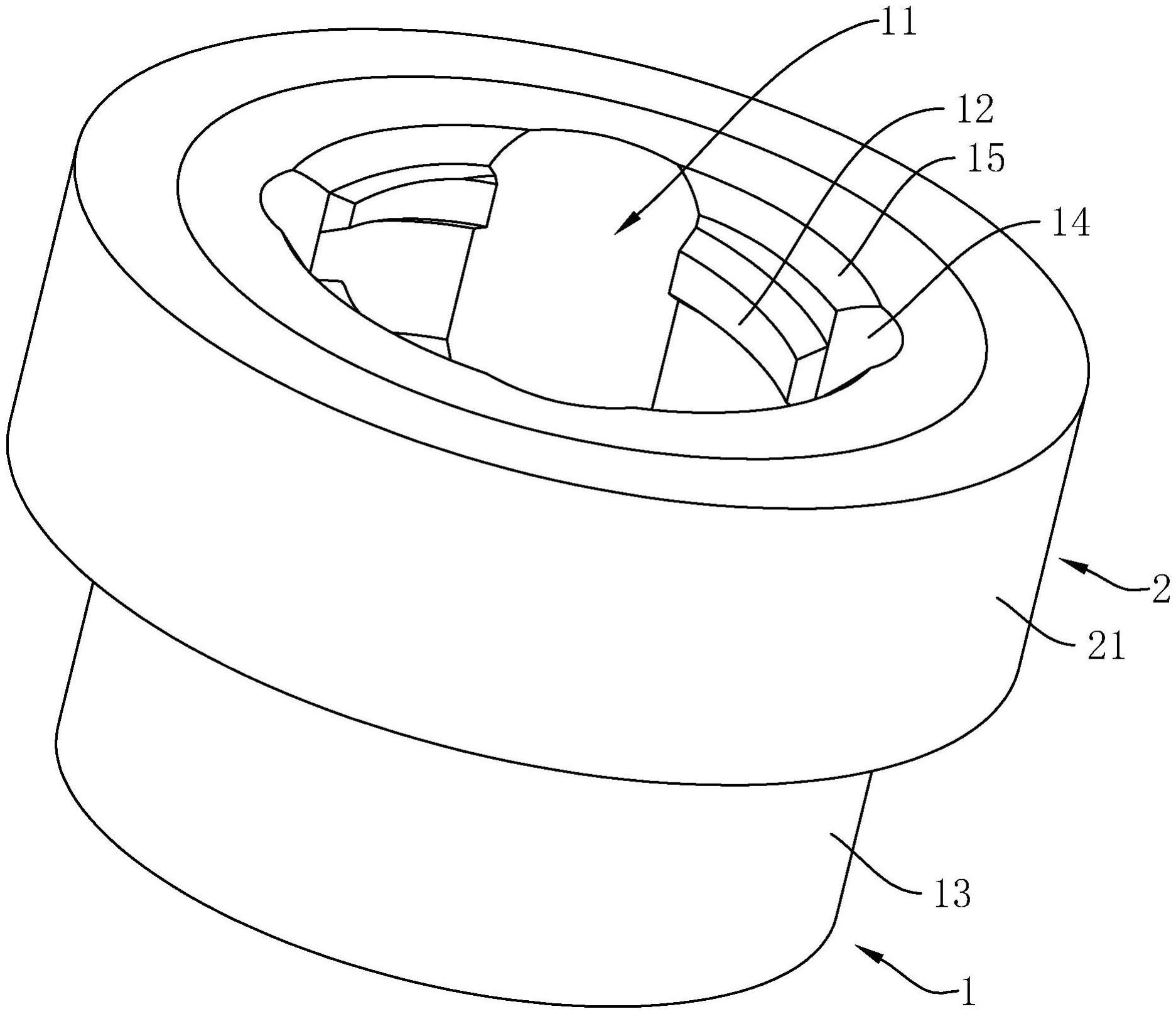
1.一种纤尾热处理工装,其特征在于:包括工装本体(1),所述工装本体(1)上开设有安装孔(11),所述安装孔(11)内设有供纤尾螺纹端连接的螺纹段(12),所述工装本体(1)上设有限位部(2),所述限位部(2)沿垂直于所述安装孔(11)轴线的方向凸出所述工装本体(1),所述限位部(2)用于抵靠支撑。
2.根据权利要求1所述的一种纤尾热处理工装,其特征在于:所述限位部(2)环绕所述工装本体(1)的外周设置。
3.根据权利要求2所述的一种纤尾热处理工装,其特征在于:所述工装本体(1)的外环上设有限位面(13),所述限位面(13)环绕所述轴线设置,所述限位面(13)用于抵靠定位。
4.根据权利要求1所述的一种纤尾热处理工装,其特征在于:所述工装本体(1)上开设有若干导气槽(14),若干所述导气槽(14)环绕所述安装孔(11)的外周设置,所述导气槽(14)与所述安装孔(11)连通。
5.根据权利要求4所述的一种纤尾热处理工装,其特征在于:所述导气槽(14)的延伸方向与所述安装孔(11)的延伸方向平行。
6.根据权利要求5所述的一种纤尾热处理工装,其特征在于:所述导气槽(14)为圆弧槽。
7.根据权利要求2所述的一种纤尾热处理工装,其特征在于:所述安装孔(11)和所述螺纹段(12)共占用所述安装孔(11)周向范围的100%,其中所述螺纹段(12)占20%-60%。
8.根据权利要求1所述的一种纤尾热处理工装,其特征在于:所述螺纹段(12)与纤尾螺纹端之间的螺纹空隙≥0.5mm。
9.根据权利要求1所述的一种纤尾热处理工装,其特征在于:所述工装本体(1)的上开设有扩容槽(15),所述扩容槽(15)沿靠近所述安装孔(11)的方向呈渐缩设置,所述扩容槽(15)与所述安装孔(11)连通。
技术总结
本申请涉及一种纤尾热处理工装,涉及热处理加工的领域,包括工装本体,工装本体上开设有安装孔,安装孔内设有供纤尾螺纹端连接的螺纹段,工装本体上设有限位部,限位部沿垂直于安装孔轴线的方向凸出工装本体,限位部用于抵靠支撑,通过限位部抵靠加热炉内的支架,使支架悬挂在加热炉内,使纤尾竖直悬挂在加热炉内,使加热炉内的纤尾不易在高温下形变弯折,从而有利于提高良品率。
技术研发人员:沈国华,沈帅,贺超
受保护的技术使用者:浙江普兰卡钎具股份有限公司
技术研发日:20230410
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!