锌合金热流道单点进料压铸模具的制作方法
本技术涉及模具,特别涉及一种锌合金热流道单点进料压铸模具。
背景技术:
1、现有技术中,锌合金铸浇时,由于模具的高度、形状限制,会导致铸浇口到成型的工件之间,即工件的金属流道凝固有一定长度的多余的物料,在后续的工件打磨、切割部分会切除掉多余的物料,造成了物料的浪费,成本的增加。
技术实现思路
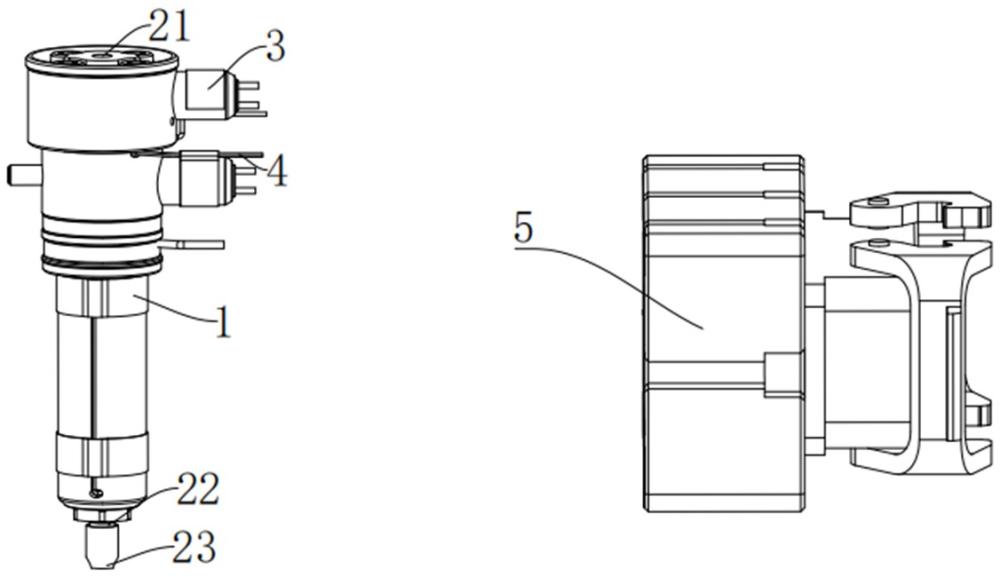
1、根据本实用新型实施例,提供了一种锌合金热流道单点进料压铸模具,包含:
2、模具本体;
3、流道,流道设置在模具本体内,流道设有进料口、收窄口和出料口,收窄口与出料口相邻设置,收窄口减少物料输送,进料口与外部的铸浇装置相接,出料口与外部的成型腔相连;
4、加热模块,加热模块设在流道与模具本体的周壁之间,加热模块加热流道至锌合金熔融状态所需的温度。
5、进一步,进料口和出料口的内径大于收窄口的内径。
6、进一步,加热模块包含:若干加热件和若干测温线;
7、若干加热件均匀分布在流道与模具本体的周壁之间,加热件加热流道;
8、若干测温线一一对应地与若干加热件相连,测温线检测加热温度。
9、进一步,加热模块还包含:总线集成端口,总线集成端口与若干加热件、若干测温线相连,总线集成端口汇集并固定若干加热件的电线和若干测温线。
10、进一步,流道内壁设有耐腐蚀层。
11、根据本实用新型实施例的锌合金热流道单点进料压铸模具,适用于锌合金的铸浇成型,能够节省物料,降低成本,提高制品内在质量。
12、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种锌合金热流道单点进料压铸模具,其特征在于,包含:
2.如权利要求1所述锌合金热流道单点进料压铸模具,其特征在于,所述进料口和出料口的内径大于所述收窄口的内径。
3.如权利要求1所述锌合金热流道单点进料压铸模具,其特征在于,所述加热模块包含:若干加热件和若干测温线;
4.如权利要求3所述锌合金热流道单点进料压铸模具,其特征在于,所述加热模块还包含:总线集成端口,所述总线集成端口与所述若干加热件、所述若干测温线相连,所述总线集成端口汇集并固定所述若干加热件的电线和所述若干测温线。
5.如权利要求1所述锌合金热流道单点进料压铸模具,其特征在于,所述流道内壁设有耐腐蚀层。
技术总结
本技术公开了一种锌合金热流道单点进料压铸模具,包含:模具本体;流道,所述流道设置在所述模具本体内,所述流道设有进料口、收窄口和出料口,所述收窄口与所述出料口相邻设置,所述收窄口减少物料输送,所述进料口与外部的铸浇装置相接,所述出料口与外部的成型腔相连;加热模块,所述加热模块设在所述流道与所述模具本体的周壁之间,所述加热模块加热所述流道至锌合金熔融状态所需的温度。本技术适用于锌合金的铸浇成型,能够节省物料,降低成本,提高制品内在质量。
技术研发人员:范仲怡,吴韦,纪佳俊,杨凯杰,薛俊亮
受保护的技术使用者:上海太平洋机电有限公司
技术研发日:20230418
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!