薄壁不锈钢管端口精整装置的制作方法
本技术涉及钢管加工技术的领域,尤其是涉及一种薄壁不锈钢管端口精整装置。
背景技术:
1、随着人们生活水平的提高,更加注重水源健康的问题,目前不锈钢管由于自身独特的优势在众多管材中脱颖而出,并开始逐渐普及,不锈钢管是一种中空的长条圆形钢材,主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。
2、不锈钢管主要是通过成型模具将不锈钢带料卷制成管状后,再由焊接装置焊接成管,焊接成型的不锈钢管从不锈钢制管机的一端连续输出,最后采用自动切断模具来切断长管得到需要的管长度。因不锈钢管为中空薄壁管,当薄壁管通过切断模具时,尖头切刀在气缸作用下直接穿透管壁,再通过切断刀的左右刀刃来回推动,完成切断,但尖头切刀不管多锋利,切割后的不锈钢管的端口位置容易发生变形、压扁的现象,所以需要对不锈钢管端口进行精整工作,以保证其端口处内外壁的平滑,提高不锈钢管与其他部件连接的密封性和紧密性。
3、现有的精整工作一般通过打磨实现,打磨时,工人手持打磨工具进行打磨,由于打磨轮的速度非常快,一旦打磨过程中没有将不锈钢管拿稳就会使打磨轮将不锈钢管磨坏,导致不锈钢管不符合规,降低精整工作的工作质量。
技术实现思路
1、为了降低打磨过程中造成不锈钢管磨损的情况,本技术提供一种薄壁不锈钢管端口精整装置。
2、本技术提供的一种薄壁不锈钢管端口精整装置采用如下的技术方案:
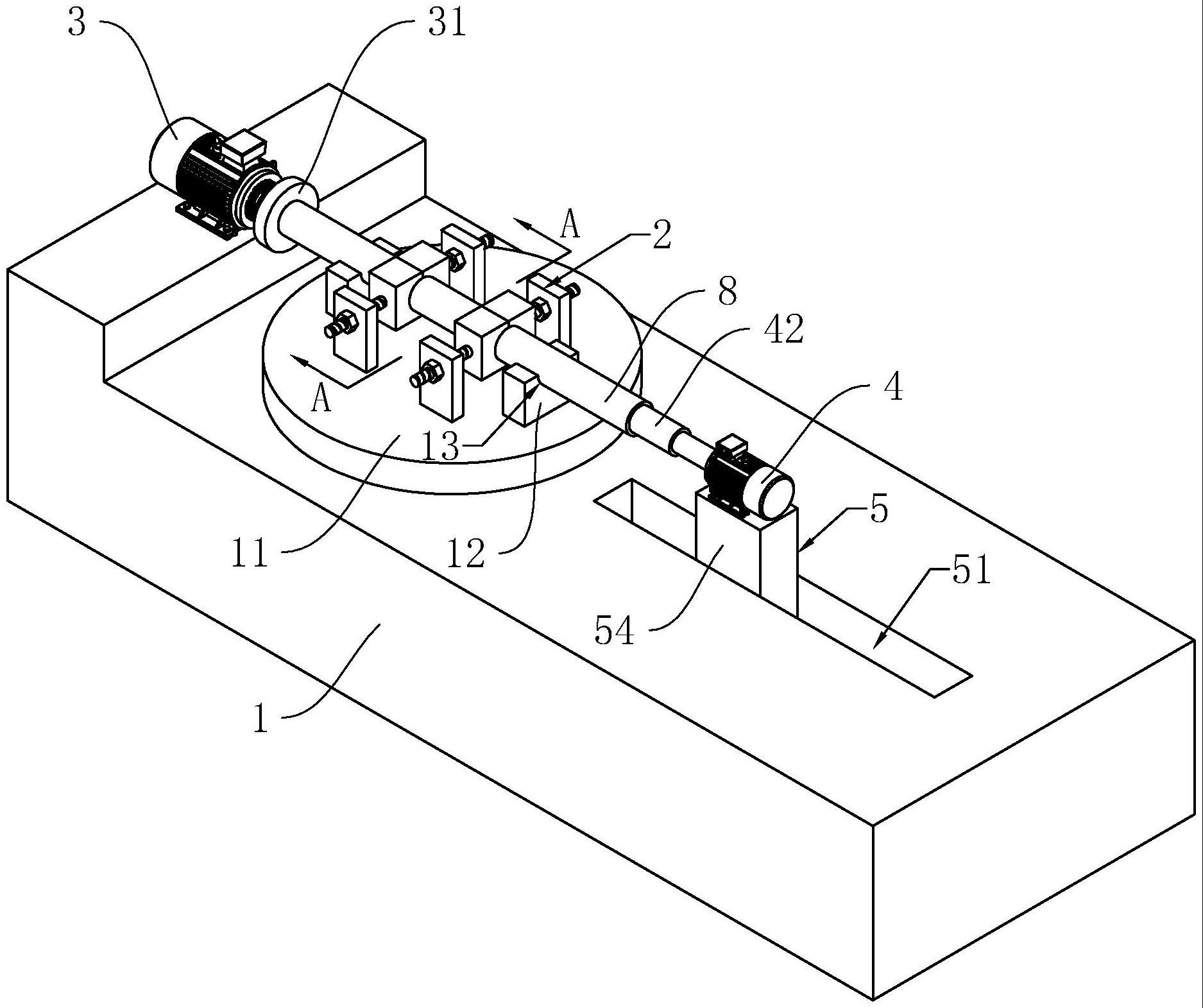
3、一种薄壁不锈钢管端口精整装置,包括机架,所述机架上设有工作台,所述工作台上连接有支座,所述支座远离所述工作台的一侧开设有安装槽,所述安装槽用于供不锈钢管放置,所述工作台上设有夹持件,所述夹持件用于固定所述不锈钢管,所述机架上设有转动电机,所述转动电机的电机轴同轴设有打磨盘,所述打磨盘用于打磨所述不锈钢管的端口。
4、通过采用上述技术方案,工作前,将不锈钢管放置在安装槽内,再通过夹持件将不锈钢管固定在支座上,工作时,启动转动电机,转动电机驱动电机轴转动并带动打磨盘转动,转动的打磨盘即可以对不锈钢管的端口进行打磨工作;在此过程中,通过夹持件能够将不锈钢管稳定地固定在支座上,使得不锈钢管能够更稳定地进行打磨工作,从而能够提高不锈钢管端口的打磨质量,从而提高精整工作的工作质量,进而提高不锈钢管的生产合格率。
5、在一个具体的可实施方案中,所述夹持件包括与所述工作台连接的两个支板,两个所述支板相对设置,两个所述支板上均设有移动板,两个所述移动板共同设有容纳空间,所述不锈钢管穿过所述容纳空间并抵触在所述容纳空间内,所述移动板远离所述容纳空间的一侧连接有螺杆,所述螺杆穿过所述支板,所述螺杆上螺纹有两个螺母,所述支板位于两个所述螺母之间,两个所述螺母均与所述支板抵触。
6、通过采用上述技术方案,工作前,将不锈钢管放置在安装槽内,旋松两个螺母,使得两个螺母脱离支板,移动螺杆,螺杆带动移动板移动,当不锈钢管卡入容纳空间并抵触在容纳空间内时,停止移动,旋紧两个螺母,两个螺母抵出在支板上,即将不锈钢管抵紧在容纳空间内,从而能够实现固定不锈钢管的目的,进而使得打磨过程能够更加稳定地进行。
7、在一个具体的可实施方案中,还包括设置在机架上的旋转电机,所述工作台位于所述转动电机与所述旋转电机之间,所述旋转电机的电机轴同轴设有旋转杆,所述旋转杆上连接有整圆管,所述整圆管插入所述不锈钢管内并且与所述不锈钢管的内管壁抵触,所述机架上设有驱动件,所述驱动件用于驱动所述整圆管以及所述旋转电机移动。
8、通过采用上述技术方案,在完成对不锈钢管端口的打磨工作后,可以启动驱动件,驱动件驱动整圆管与旋转电机移动,当整圆管插入不锈钢管内时,关闭驱动件,启动旋转电机,旋转电机驱动旋转杆转动,旋转杆带动整圆管转动,转动的整圆管能够将不锈钢管内因切割造成变形的管内壁撑开,从而使得不锈钢管的端口内壁能够更加的光滑平整,进而提高不锈钢管端口的精整工作的工作质量。
9、在一个具体的可实施方案中,所述驱动件包括开设在所述机架上的滑动槽,所述滑动槽内设有往复电机,所述往复电机的电机轴同轴设有丝杆,所述丝杆转动设置在所述滑动槽内,所述丝杆上螺纹连接有安装座,所述安装座与所述滑动槽的内壁抵触,所述旋转电机设置在所述安装座上。
10、通过采用上述技术方案,当打磨完成后,启动往复电机,往复电机驱动丝杆转动,丝杆带动安装座在滑动槽内移动,安装座带动旋转电机、旋转杆以及整圆管移动,当整圆管插入不锈钢管内后,即可关闭往复电机,从而能够实现将整圆管插入不锈钢管内的目的,进而能够方便后续地整圆工作。
11、在一个具体的可实施方案中,所述整圆管上开设有固定槽,所述旋转杆插入且抵触在所述固定槽内,所述固定槽的槽底壁上连接有燕尾杆,所述旋转杆上开设有燕尾槽,所述燕尾杆插入且抵触在所述燕尾槽内。
12、通过采用上述技术方案,在工作前,旋转杆插入整圆管上的固定槽,同时,固定槽内的燕尾杆会插入旋转杆上的燕尾槽,当旋转杆抵触在固定槽,燕尾杆抵触在燕尾槽内,即完成整圆管与旋转杆的安装,使得整圆管可拆卸,即能够根据不同不锈钢管的内管径进行更换整圆管,能够适应不同不锈钢管的整圆工作。
13、在一个具体的可实施方案中,所述燕尾槽的相对槽侧壁上均开设有凹槽,所述凹槽的槽底壁上连接有弹簧,所述弹簧远离所述凹槽的槽底壁的一侧连接有卡紧块,所述燕尾杆上设有供所述卡紧块插入固定的卡槽。
14、通过采用上述技术方案,在安装整圆管与旋转杆的过程中,将旋转杆插入固定槽中,同时固定槽内的燕尾杆插入燕尾槽内,此时,卡紧块与弹簧受到燕尾杆的挤压,弹簧向凹槽的槽底壁一侧压缩蓄力,当卡紧块遇到卡槽时,弹簧推动卡紧块插入凹槽内,此时,燕尾杆抵触在燕尾槽内,卡紧块能够将燕尾杆固定在燕尾槽内,从而使得整圆管与旋转杆能够更稳定地安装。
15、在一个具体的可实施方案中,所述机架靠近所述工作台的一侧开设有容纳槽,所述容纳槽内设有驱动电机,所述驱动电机的电机轴同轴设有转换杆,所述转换杆远离所述驱动电机的一侧与所述工作台连接。
16、通过采用上述技术方案,利用在打磨盘对不锈钢管的其中一端口完成打磨后,可以启动驱动电机,驱动电机驱动工作台转动,工作台带动不锈钢管转动,当不锈钢管打磨后的端口转动至朝向整圆管的一侧即可关闭驱动电机,整圆管能够对打磨口的不锈钢管的端口进行整圆工作,打磨盘能对不锈钢管的另一端口进行打磨,此过程连续进行,能够提高工作效率。
17、在一个具体的可实施方案中,所述工作台靠近所述驱动电机的一侧连接有定位环,所述机架靠近所述容纳槽的一侧开设有环槽,所述定位环插入且抵触在所述环槽内,所述定位环转动在所述环槽内。
18、通过采用上述技术方案,在驱动电机驱动工作台转动时,工作台带动定位环转动,定位环转动在环槽内,定位环与环槽抵触,使得工作台在转动的过程中能够更加稳定。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.本技术的薄壁不锈钢管端口精整装置,通过夹持件能够将不锈钢管稳定地固定在支座上,使得不锈钢管能够更稳定地进行打磨工作,从而能够提高不锈钢管端口的打磨质量,从而提高精整工作的工作质量,进而提高不锈钢管的生产合格率;
21、2.本技术的薄壁不锈钢管端口精整装置,在完成对不锈钢管端口的打磨工作后,可以启动驱动件,驱动件驱动整圆管插入不锈钢管内,载启动旋转电机,旋转电机驱动整圆管转动,转动的整圆管能够将不锈钢管内因切割造成变形的管内壁撑开,从而使得不锈钢管的端口内壁能够更加的光滑平整,进而提高不锈钢管端口的精整工作的工作质量;
22、3.本技术的薄壁不锈钢管端口精整装置,通过驱动电机驱动工作台转动,转动的工作台使得不锈钢管能够连续进行打磨与整圆工作,从而能够提高精整工作的工作效率。
- 还没有人留言评论。精彩留言会获得点赞!