一种带有预热功能的镶圈自动上料机构的制作方法
本技术涉及镶圈活塞全自动化铸造工艺,具体地说是一种带有预热功能的镶圈自动上料机构。
背景技术:
1、随着市场需求量逐渐上升,传统的手动铸造和半自动铸造在产品质量和生产效率上都无法满足市场的需要,因此在实现整个镶圈活塞全自动铸造生产过程中,首先需要将抛丸后的本体镶圈自动搬运并放入高温1180铝液中进行渗铝,以满足镶圈活塞铸造的工艺标准要求。
2、在传统的镶圈活塞手动浇注或者半自动浇注生产过程中,操作员工首先需将生产所用的镶圈集中摆放在渗铝炉工作台上,然后操作员工利用渗铝挂钩逐个勾取镶圈并放入高温的1180铝液中进行渗铝,以满足镶圈活塞铸造的工艺要求,该种上料方式无法复制并应用至全自动化镶圈活塞铸造单元内。因此,为了能够实现镶圈活塞的全自动化铸造工艺过程,我们需要设计一种能够用于全自动化浇注生产区域的镶圈上料机构,该机构不仅需要具备全自动化镶圈上料的功能,还需要实现镶圈在上料过程中的预热功能,以保证镶圈的渗铝质量。
技术实现思路
1、本实用新型为克服现有技术的不足,提供一种带有预热功能的镶圈自动上料机构。
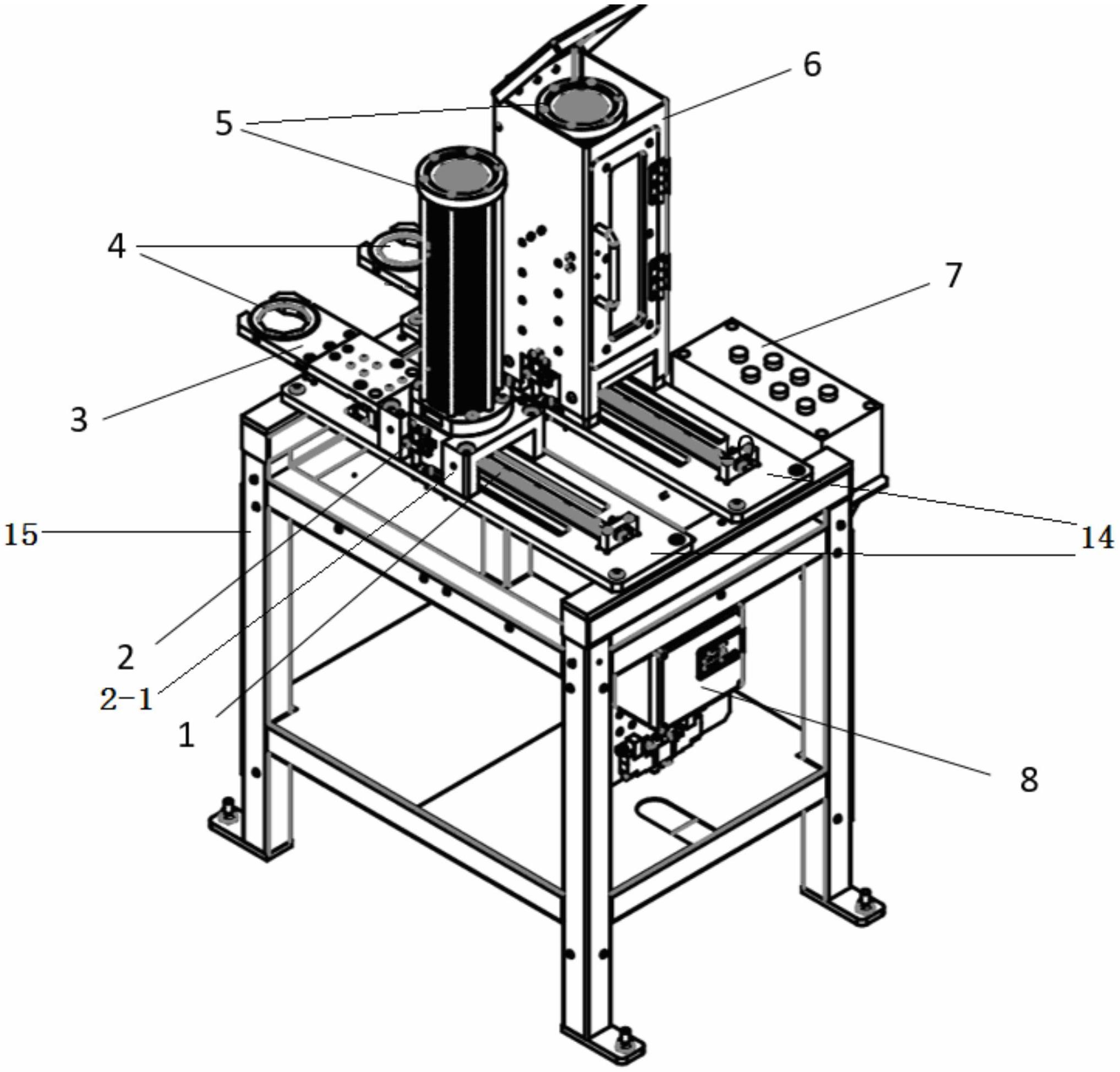
2、为实现上述目的,设计一种带有预热功能的镶圈自动上料机构,包括支架,其特征在于:所述的支架上端连接安装板,安装板上端设有导轨,导轨上端连接镶圈输送板,镶圈输送板上端设有料筒支架,料筒支架下端连接安装板,料筒支架上端连接料筒,位于料筒、料筒支架外侧套设有防护罩,所述的防护罩内壁设有陶瓷加热片。
3、所述的安装板下端设有气缸,气缸上端连接移动横梁一端,移动横梁另一端连接镶圈输送板。
4、所述的气缸一侧设有磁性开关。
5、所述的镶圈输送板前端设有镶圈凹槽。
6、所述的导轨前后两端分别设有缓冲器。
7、所述的支架右侧设有示教盒。
8、所述的料筒支架一侧设有光电传感器。
9、本实用新型同现有技术相比,实现了镶圈自动上料的功能,同时还设有光电传感器检测缺料提示、缺料报警停机功能,还实现镶圈在上料过程中的预热功能,使镶圈的渗铝质量提升。
技术特征:
1.一种带有预热功能的镶圈自动上料机构,包括支架(15),其特征在于:所述的支架(15)上端连接安装板(14),安装板(14)上端设有导轨(1),导轨(1)上端连接镶圈输送板(3),镶圈输送板(3)上端设有料筒支架(2-1),料筒支架(2-1)下端连接安装板(14),料筒支架(2-1)上端连接料筒(5),位于料筒(5)、料筒支架(2-1)外侧套设有防护罩(6),所述的防护罩(6)内壁设有陶瓷加热片(13)。
2.根据权利要求1所述的一种带有预热功能的镶圈自动上料机构,其特征在于:所述的安装板(14)下端设有气缸(10),气缸(10)上端连接移动横梁(11)一端,移动横梁(11)另一端连接镶圈输送板(3)。
3.根据权利要求2所述的一种带有预热功能的镶圈自动上料机构,其特征在于:所述的气缸(10)一侧设有磁性开关(9)。
4.根据权利要求1所述的一种带有预热功能的镶圈自动上料机构,其特征在于:所述的镶圈输送板(3)前端设有镶圈凹槽(4)。
5.根据权利要求1所述的一种带有预热功能的镶圈自动上料机构,其特征在于:所述的导轨(1)前后两端分别设有缓冲器(12)。
6.根据权利要求1所述的一种带有预热功能的镶圈自动上料机构,其特征在于:所述的支架(15)右侧设有示教盒(7)。
7.根据权利要求1所述的一种带有预热功能的镶圈自动上料机构,其特征在于:所述的料筒支架(2-1)一侧设有光电传感器(2)。
技术总结
本技术涉及镶圈活塞全自动化铸造工艺技术领域,具体地说是一种带有预热功能的镶圈自动上料机构。一种带有预热功能的镶圈自动上料机构,包括支架,其特征在于:所述的支架上端连接安装板,安装板上端设有导轨,导轨上端连接镶圈输送板,镶圈输送板上端设有料筒支架,料筒支架下端连接安装板,料筒支架上端连接料筒,位于料筒、料筒支架外侧套设有防护罩,所述的防护罩内壁设有陶瓷加热片。同现有技术相比,实现了镶圈自动上料的功能,同时还设有光电传感器检测缺料提示、缺料报警停机功能,还实现镶圈在上料过程中的预热功能,使镶圈的渗铝质量提升。
技术研发人员:成钢,夏欣
受保护的技术使用者:华域科尔本施密特活塞有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!