一种应用于抛光设备的多点自动加油系统的制作方法
本技术涉及陶瓷加工设备的加油系统,尤其涉及一种应用于抛光设备的多点自动加油系统。
背景技术:
1、在陶瓷、石材生产加工过程中,通常会使用到抛光设备对陶瓷、石材进行抛光加工,抛光设备在工作时其磨头总成需要不断转动工作,因此需要对磨头总成进行加油润滑。
2、目前,市场上的抛光设备主要是通过加油泵将油箱里的润滑油进行泵送,使用同一条主输油管输出,在主输油管上设置一个分配器再通过多根分输油管分别连接到磨头总成的多个加油位进行加油。由于磨头总成各加油位所需油量不同、输油管长度和压力不同、加油时间差异等原因,导致磨头总成上的加油位的加油情况有所不同,例如加油量、加油进度的不同。根据目前的加油系统的设计,通常是依靠人工监控是否加满油以及加油是否会溢出,当某一个加油位加满油后就人工断开其加油油路,其他未加满油的加油位就继续进行加油。
3、但本技术人在实现现有技术方案的过程中,发现上述技术至少存在如下技术问题:现有的加油系统在给磨头总成的加油位添加润滑油时,采用人工监控加油情况和人工接通或者断开加油油路的实施方式,其加油润滑效率较低,人工成本也较高,而且人工监控加油难免会发生意外,例如人工的加油误判、油满溢出、加油不到位等情况。
技术实现思路
1、有鉴于此,本技术实施例提供一种应用于抛光设备的多点自动加油系统,解决了现有技术中的加油系统给磨头总成添加油润滑时,采用人工监控加油情况,导致加油润滑效率低、人工成本高、加油误判、油满溢出及加油不到位等技术问题。
2、本技术实施例提供了一种应用于抛光设备的多点自动加油系统,包括:
3、加油泵;
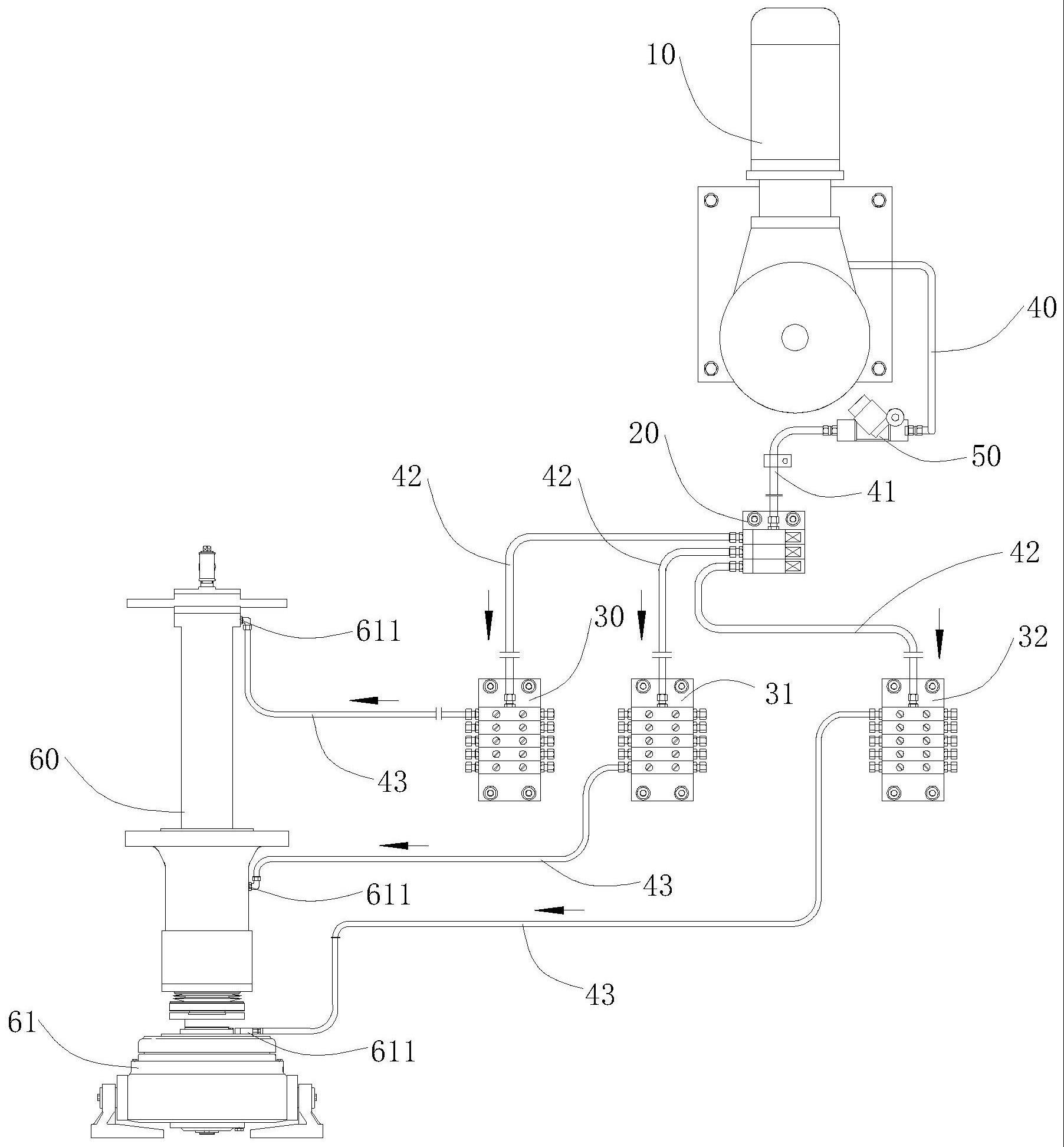
4、第一控制阀组,通过主输油管与所述加油泵连接,所述第一控制阀组、加油泵连接有主控系统,以使所述主控系统控制所述加油泵将润滑油泵送至所述第一控制阀组,所述第一控制阀组设有多个液压阀;
5、分配器,设有多个,以使多个所述分配器分别通过分输油管一与所述第一控制阀组的一个液压阀连接,所述第一控制阀组在主控系统的控制下,通过多条所述分输油管一定时自动将润滑油对应输送到每一个所述分配器,每一个所述分配器通过分输油管二连接磨头总成的加油位进行定量自动添加润滑油。
6、进一步地,所述分配器至少包括有分配器一、分配器二、分配器三;所述第一控制阀组的多个液压阀分别连接到所述分配器一、分配器二、分配器三上的每一根所述分输油管一的长度均一致。
7、进一步地,所述分配器至少包括有分配器一、分配器二、分配器三;所述分配器一、分配器二、分配器三分别连接到磨头总成上的加油位的分输油管二的长度均一致。
8、进一步地,所述磨头总成的加油位的出油口设有溢油传感器,并且所述溢油传感器与所述主控系统连接。
9、进一步地,所述液压阀是电液比例阀、分流集流阀、分流阀、集流阀之中的一种。
10、进一步地,所述分输油管一设置的数量大于或者等于所述分输油管二设置的数量。
11、进一步地,所述磨头总成包括主轴和抛光磨头,所述主轴、抛光磨头均设有加油位,以使所述分配器通过所述分输油管二连接所述主轴、抛光磨头的加油位。
12、进一步地,所述主输油管包括主输油管一和主输油管二,所述加油泵通过所述主输油管一连接有滤油器,所述滤油器通过所述主输油管二连接所述第一控制阀组的进油端。
13、进一步地,应用于抛光设备的多点自动加油系统,还包括分配器四、第二控制阀组、第三控制阀组、第四控制阀组;
14、通过所述分配器四替代所述第一控制阀组,以使所述滤油器通过所述主输油管二连接所述分配器四;
15、通过所述第二控制阀组替代所述分配器一,以使分配器四通过所述分输油管一连接所述第二控制阀组的进油端;
16、通过所述第三控制阀组替代所述分配器二,以使分配器四通过所述分输油管一连接所述第三控制阀组的进油端;
17、通过所述第四控制阀组替代所述分配器三,以使分配器四通过所述分输油管一连接所述第四控制阀组的进油端;
18、所述第二控制阀组、第三控制阀组、第四控制阀组分别通过分输油管二连接磨头总成的加油位进行定时定量地自动添加润滑油。
19、本技术实施例中提供的一种应用于抛光设备的多点自动加油系统,至少具有如下技术效果或优点:
20、1、相较于以往抛光设备的加油系统采用人工监控加油情况的实施手段。本技术实施例中自动加油系统通过主控系统控制加油泵将润滑油沿主输油管布置的管路泵送到第一控制阀组,且第一控制阀组的多个液压阀通过分油管一与多个分配器一一对应连接,以通过第一控制阀组的液压阀对每一个分配器上的油路进行独立控制,定时自动地给每一个分配器输送润滑油;然后,多个分配器通过分输油管二对应连接到磨头总成的各个加油位,磨头总成每个加油位均能对应有独立的分配器定量分配加油;以使主控系统控制所述第一控制阀组定时自动地向各分配器输送润滑油,各分配器定量自动对磨头总成的多个加油位进行加油润滑,从而提高加油效率,免去以往采用人工监控加油出现的加油误判,降低人工成本,并且有效避免加油不到位、漏加油的情况。
21、2、相较于以往加油泵直接将润滑油泵送到分配器的实施手段。本技术实施例中自动加油系统的分配器包括分配器一、分配器二、分配器三,还设有具有多个液压阀的第一控制阀组,利用该第一控制阀组的多个液压阀对分配器一、分配器二、分配器三进行独立控制,以此满足对每一个分配器的独立控制;还通过将每一个液压阀与分配器一、分配器二、分配器三相连接的分输油管一的长度均一致,保证每根分输油管一的管道压力相同;从而使第一控制阀组能够定时定量地将润滑油输送到每一个分配器,提高磨头总成的加油效率和加油量精度。
22、3、相较于以往抛光设备的加油系统通过一个分配器统一将润滑油分配到磨头总成的各个加油位,且分配出来的分输油管的长度不一致的实施手段。本技术实施例中的自动加油系统,所述分配器包括分配器一、分配器二、分配器三,还设有具有多个液压阀的第一控制阀组,利用该第一控制阀组的多个液压阀对分配器一、分配器二、分配器三进行独立控制,而且分配器一、分配器二、分配器三连接到磨头总成上的分输油管二的长度均一致;以此,在满足对每一个分配器的独立控制的前提下,还通过将每一根分输油管二的长度设为一致来保证每根分输油管二的管道压力相同,从而使每个分配器能够准确控制好分配给磨头总成的润滑油的量,进一步地提高了磨头总成的加油效率和加油量精度。
23、4、通过在磨头总成的每一加油位的出油口设置溢油传感器,在给磨头总成的加油位加油过程中,利用溢油传感器感应每一加油位是否有加满油溢出的情况;若有润滑油溢出,所述溢油传感器即会反馈信号至主控系统,以使主控系统控制机油泵和第一控制阀组对溢油的加油位停止加油,以此替代以往人工监控加油,实现磨头总成的加油位的加油情况自动检测,预防加油溢出的问题,还进一步降低人工成本。
24、5、一种应用于抛光设备的多点自动加油系统,还包括分配器四、第二控制阀组、第三控制阀组、第四控制阀组,滤油器通过柱输油管二与分配器四连接,分配器四再通过分输油管一连接所述第二控制阀组、第三控制阀组、第四控制阀组,利用分配器对经过滤油器过滤后的润滑油进行定量分配到第二控制阀组、第三控制阀组、第四控制阀组;第二控制阀组、第三控制阀组、第四控制阀组均通过分输油管二连接到磨头总成的加油位,以此对磨头总成的加油位进行单独加油控制,实现了对磨头总成上的加油位进行定时定量地自动添加润滑油,满足用户对磨头总成添加润滑油的需求。
- 还没有人留言评论。精彩留言会获得点赞!