黏土砂自动成型设备的制作方法
本技术涉及黏土砂成型,特别是涉及黏土砂自动成型设备。
背景技术:
1、黏土砂是铸造工业根据原砂中的含泥量划分的一种造型用砂,工业上对粘土砂中的石英及有害杂质的含量没有具体的要求,要求含泥量小于或等于50%。粘土砂主要用于铸铁及有色金属铸件用的型砂及芯砂的附加物,提高湿强度,改善造型性能,而黏土砂在加工时,需要通过成型设备对黏土砂浇注成型。
2、现有技术中的成型设备在进行浇注成型时,黏土砂在干燥成型后,由于黏土砂表面与成型模具之间会存在粘连,而在模具内部成型的黏土砂在脱模时,由于黏土砂的粘连效果,会使成型的黏土砂无法从模具内部脱模,降低黏土砂脱模效率降低,为此我们提出黏土砂自动成型设备。
技术实现思路
1、针对上述问题,本实用新型提供了黏土砂自动成型设备,具有在加速黏土砂的成型效率,同时可实现自动对黏土砂进行脱模的作用。
2、本实用新型的技术方案是:黏土砂自动成型设备,包括底座,所述底座的内部滑动连接有两个移动杆,两个所述移动杆的顶端分别固定连接有一号成型模和二号成型模,所述一号成型模和二号成型模的内部均固定连接有固定块,所述一号成型模和二号成型模的内部分别滑动连接有两个顶板,所述一号成型模和二号成型模的内部均设有顶出组件,两个所述顶板的一侧均固定连接有顶杆,所述顶出组件的一端均与两个顶杆固定连接,所述一号成型模和二号成型模的内部均设有干燥组件,所述底座的内部设有驱动组件。
3、在进一步的技术方案中,所述一号成型模的一侧固定连接有限位条,所述二号成型模的一侧开设有限位凹槽,所述限位条的一端设在限位凹槽的内部,所述一号成型模和二号成型模的顶部均开设有浇注口,所述一号成型模和二号成型模相对的一侧表面均设有定位组件。
4、在进一步的技术方案中,所述顶出组件包括固定连接在一号成型模和二号成型模一侧表面的微型电机,所述微型电机的输出轴通过联轴器固定连接有调节螺杆,所述调节螺杆的表面螺纹套接有移动螺套,所述移动螺套的两侧均固定连接有连接杆,所述连接杆的一端与顶杆的一侧固定连接。
5、在进一步的技术方案中,所述驱动组件包括固定连接在底座一侧的驱动电机,所述驱动电机的输出轴通过联轴器固定连接有双向丝杆,所述双向丝杆的表面均螺纹套接有两个调节螺套,两个所述移动杆的一端分别与调节螺套固定连接。
6、在进一步的技术方案中,所述干燥组件包括开设在固定块、一号成型模和二号成型模内部的干燥腔,所述干燥腔的内部安装有电加热丝。
7、在进一步的技术方案中,所述定位组件包括开设在其中一个固定块一侧的定位孔,另一个所述固定块的一侧固定连接有定位杆,所述定位杆的一端设在定位孔的内部。
8、在进一步的技术方案中,所述底座的上表面开设有滑口,两个所述移动杆的一端滑动连接在滑口的内部。
9、本实用新型的有益效果是:
10、1、通过底座、移动杆、一号成型模、二号成型模、固定块、顶板、顶杆、顶出组件、干燥组件和驱动组件的配合使用,从而可便于实现对一号成型模和二号成型模之间连接浇注,同时可便于提高对黏土砂的成型效率,还便于对成型的黏土砂进行自动快速脱模,提高脱模效率;
11、2、通过限位条、限位凹槽、浇注口和定位组件的配合使用,从而可便于通过一号成型模和二号成型模相对的一侧抵触时,会使限位条的一端设在限位凹槽的内部,同时使定位杆的一端设在定位孔的内部,从而可便于实现对一号成型模和二号成型模之间位置定位的作用。
技术特征:
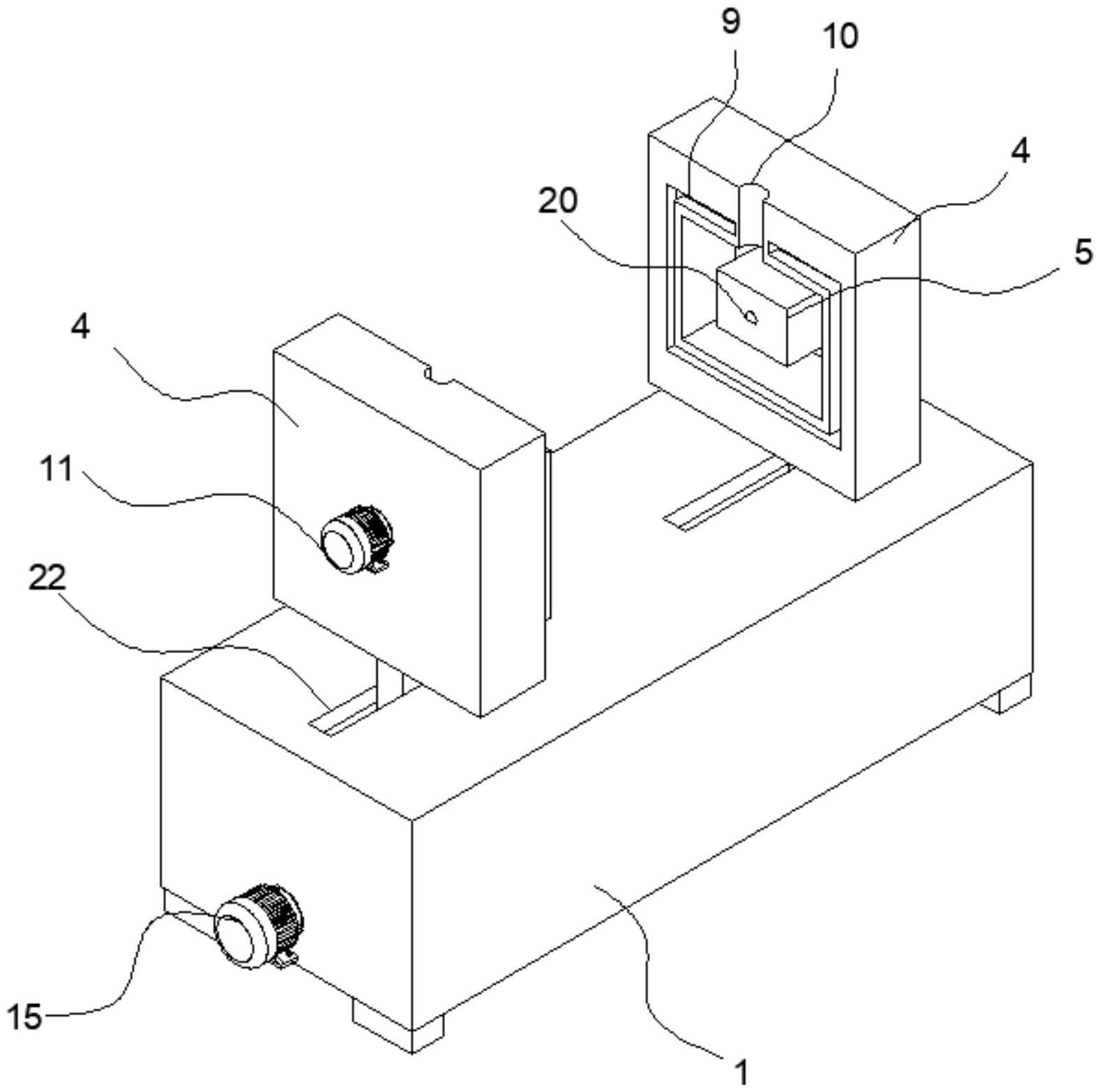
1.黏土砂自动成型设备,包括底座(1),其特征在于:所述底座(1)的内部滑动连接有两个移动杆(2),两个所述移动杆(2)的顶端分别固定连接有一号成型模(3)和二号成型模(4),所述一号成型模(3)和二号成型模(4)的内部均固定连接有固定块(5),所述一号成型模(3)和二号成型模(4)的内部分别滑动连接有两个顶板(6),所述一号成型模(3)和二号成型模(4)的内部均设有顶出组件,两个所述顶板(6)的一侧均固定连接有顶杆(7),所述顶出组件的一端均与两个顶杆(7)固定连接,所述一号成型模(3)和二号成型模(4)的内部均设有干燥组件,所述底座(1)的内部设有驱动组件。
2.根据权利要求1所述的黏土砂自动成型设备,其特征在于:所述一号成型模(3)的一侧固定连接有限位条(8),所述二号成型模(4)的一侧开设有限位凹槽(9),所述限位条(8)的一端设在限位凹槽(9)的内部,所述一号成型模(3)和二号成型模(4)的顶部均开设有浇注口(10),所述一号成型模(3)和二号成型模(4)相对的一侧表面均设有定位组件。
3.根据权利要求1所述的黏土砂自动成型设备,其特征在于:所述顶出组件包括固定连接在一号成型模(3)和二号成型模(4)一侧表面的微型电机(11),所述微型电机(11)的输出轴通过联轴器固定连接有调节螺杆(12),所述调节螺杆(12)的表面螺纹套接有移动螺套(13),所述移动螺套(13)的两侧均固定连接有连接杆(14),所述连接杆(14)的一端与顶杆(7)的一侧固定连接。
4.根据权利要求1所述的黏土砂自动成型设备,其特征在于:所述驱动组件包括固定连接在底座(1)一侧的驱动电机(15),所述驱动电机(15)的输出轴通过联轴器固定连接有双向丝杆(16),所述双向丝杆(16)的表面均螺纹套接有两个调节螺套(17),两个所述移动杆(2)的一端分别与调节螺套(17)固定连接。
5.根据权利要求1所述的黏土砂自动成型设备,其特征在于:所述干燥组件包括开设在固定块(5)、一号成型模(3)和二号成型模(4)内部的干燥腔(18),所述干燥腔(18)的内部安装有电加热丝(19)。
6.根据权利要求2所述的黏土砂自动成型设备,其特征在于:所述定位组件包括开设在其中一个固定块(5)一侧的定位孔(20),另一个所述固定块(5)的一侧固定连接有定位杆(21),所述定位杆(21)的一端设在定位孔(20)的内部。
7.根据权利要求1所述的黏土砂自动成型设备,其特征在于:所述底座(1)的上表面开设有滑口(22),两个所述移动杆(2)的一端滑动连接在滑口(22)的内部。
技术总结
本技术涉及黏土砂成型技术领域的黏土砂自动成型设备,包括底座,所述底座的内部滑动连接有两个移动杆,两个所述移动杆的顶端分别固定连接有一号成型模和二号成型模,所述一号成型模和二号成型模的内部均固定连接有固定块,所述一号成型模和二号成型模的内部分别滑动连接有两个顶板,所述一号成型模和二号成型模的内部均设有顶出组件。通过底座、移动杆、一号成型模、二号成型模、固定块、顶板、顶杆、顶出组件、干燥组件和驱动组件的配合使用,从而可便于实现对一号成型模和二号成型模之间连接浇注,同时可便于提高对黏土砂的成型效率,还便于对成型的黏土砂进行自动快速脱模,提高脱模效率。
技术研发人员:徐勇,曹晖,贾建义
受保护的技术使用者:保定鑫钰管件有限公司
技术研发日:20230609
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!