一种轴类渗碳热处理组合工装的制作方法
本技术属于机械制造,具体涉及了一种用于轴类渗碳热处理的组合工装。
背景技术:
1、渗碳淬火是在低碳渗碳钢的表面渗碳,使之成为高含碳量状态的处理,表面硬化的手段。生产中除了按照产品调整渗碳淬火工艺来降低热处理形变量外,渗碳淬火工装的设计选用会极大地影响产品的轴径跳动和精度。目前传统轴类渗碳热处理结构为零件直接支撑在专用料架工装上。
2、例如中国专利公开号为cn213538074u公开的《热处理cvt带轮轴渗碳料架》,该工装通过标准料架设置的定位孔与中间隔层料架垂直投影设置的三角支撑架配合使用,以解决零件因间距小产生震动磕碰和料架变形问题。
3、再如中国专利公开号为cn205347558u公开的《一种用于轴颈与齿轴颈相差悬殊的齿轴渗碳装置》,其通过在固定支板设计固定插孔、错层插孔,并在布料时根据零件结构特点错层使用,达到提高生产效率,减少产品磕碰伤,降低生产的成本目的。
4、为保证热处理渗碳工装的使用寿命和减少高温蠕变,其通常采用材料为金属铬(含量约约20%)和金属镍(合金含量约20%-80%)的耐热合金,熔模精密铸造制成。金属镍的价格较昂贵,工装整体成本较高。而热处理连续渗碳炉(或推盘炉)工位数量多,相应配套的工装数量也较多,造成热处理工装投入成本较高。亟需设计一种既符合零件变形和防磕碰要求特性、使用寿命长且成本低,又能灵活组合使用满足多产品使用和易于使用推广的轴类渗碳热处理组合工装。
技术实现思路
1、本实用新型的目的在于提供一种轴类渗碳热处理组合工装,以改善热处理变形和热后齿轮精度,符合零件变形和防磕碰要求特性、使用寿命长且成本低,又能灵活组合使用满足多产品使用和易于推广使用。
2、为了实现上述目的,本实用新型采用以下技术方案:
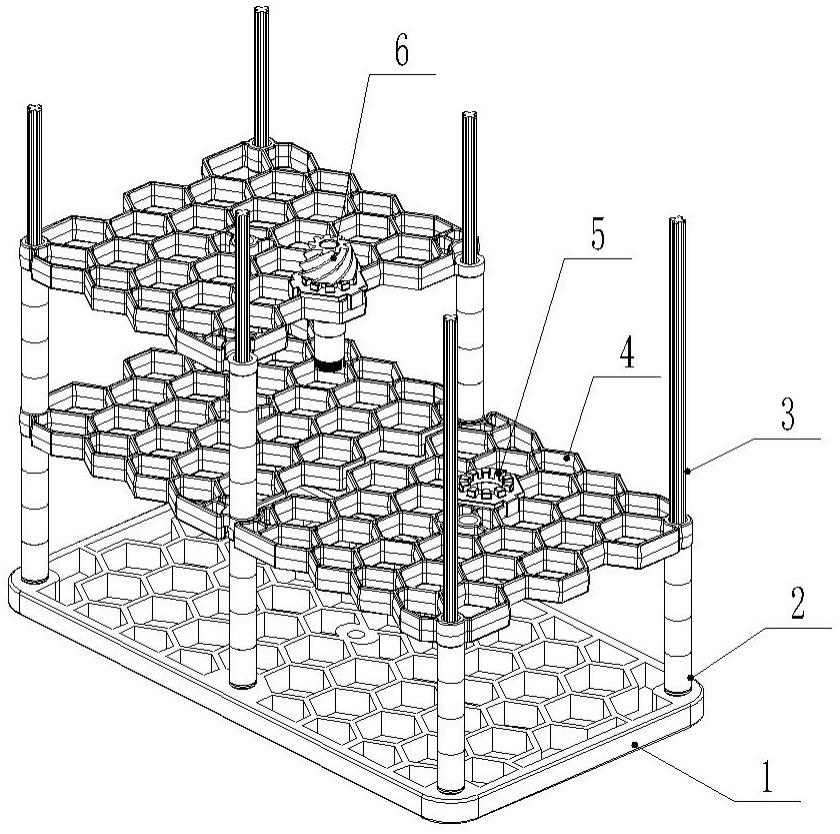
3、一种轴类渗碳热处理组合工装,包括底料盘、隔套、立柱、料架和变径卡盘;所述底料盘的四周布置定位螺孔,并且至少在底料盘的四个角布置有所述定位螺孔;所述料架由若干个均等壁厚的等边六边形ⅱ联接而成,并且在四个角分别布置定位通孔;所述立柱的底端设有与定位螺孔相匹配的螺纹,与底料盘装配在一起;所述立柱的上端套入隔套后穿过所述料架的定位通孔;所述变径卡盘设有三个120度均布的限位挂耳、若干个支撑凸起和零件安装定位内孔。
4、本实用新型中通过立柱和隔套的配合,将料架安装在底料盘上,即可将零件放置在料架上进行渗碳热处理;当料架的内孔与零件不匹配时,可以将变径卡盘放入料架上,再通过变径卡盘对零件进行支撑,使得本实用新型的工装能够满足多产品使用。所述料架设为由若干个均等壁厚的等边六边形ⅱ联接而成,可以减小料具的反复加热、冷却产生的变形和应力集中,延长工装使用寿命高;壁厚尺寸为8~10mm,具有足够的支撑强度。
5、本实用新型通过变径卡盘与料架的合理组合,同一套工装可实现不同规格轴类零件支撑装夹,热处理后零件轴径跳动≤0.06mm。其符合零件变形和防磕碰要求特性、使用寿命长且成本低,是通用性强和易于推广的一种轴类渗碳热处理组合工装。
6、作为本实用新型进一步说明,所述变径卡盘的卡盘主体外形为等边六边形ⅲ,其边长与所述料架的若干个均等壁厚的等边六边形ⅱ的边长相等。所述限位挂耳均布在变径卡盘外沿;所述支撑凸起沿零件安装定位内孔圆周布置,并且在支撑凸起之间设有导流槽。
7、所述变径卡盘的限位挂耳与等边六边形ⅱ的单边配合间隙约1.5mm,可以起到限制变径卡盘窜动的作用。所述变径卡盘的上端面设置的支撑凸起与零件端面接触,保证了零件的垂直入油淬火;支撑凸起之间均布导流槽,用于保证淬火油流动的均匀性。所述变径卡盘的中部根据零件轴径尺寸设置1个相应的零件安装定位内孔,内孔的尺寸与零件轴径的配合公差单边约1.5mm,此配合尺寸用于工件定位防止窜动影响热变形和产生磕碰,同时适当的预留热胀间隙能很好的避免零件轴径和变径卡盘粘连后无法分离。
8、作为本实用新型进一步说明,所述底料盘由若干个均等壁厚的等边六边形ⅰ联接而成。所述底料盘设为为由若干个均等壁厚的等边六边形ⅰ联接而成,可以减小料具的反复加热、冷却产生的变形和应力集中,延长工装使用寿命高;壁厚尺寸为8~10mm,具有足够的支撑强度。所述底料盘的四周还布置有加强筋板,以及四个角为适当的过渡应力释放圆角。
9、作为本实用新型进一步说明,所述料架根据零件总长多层布置,层间通过相等数量的隔套支撑。
10、作为本实用新型进一步说明,所述底料盘、隔套、立柱、料架、变径卡盘均为镍铬耐热合金钢cr25ni20si2材质。典型化学成分为碳c:≤0.20%,硅si:1.50~2.50%,锰mn:≤1.50%,硫s:≤0.030%,磷p:≤0.035%,cr:24.00~27.00%,镍ni:18.00-21.00%,工装制造方式为熔模精密铸造。
11、本实用新型具备的有益效果:
12、1.本实用新型不同于传统轴类热处理渗碳组合工装,具有良好的工装通用性和多用途。通过变径卡盘与料架的配合,一套工装可适用于多种轴径规格零件(至少两种规格)。即实施例1中描述料架的等边六边形内切孔直接单独配合轴径支撑零件一使用(见图9)。实施例2中描述料架安装变径卡盘后插入较小轴径规格的支撑零件二使用(见图10)。
13、2.本实用新型区别于传统渗碳组合工装,在于料架与变径卡盘的组合形式。传统料架通常为一体化铸造,仅适用于固定匹配轴径尺寸的零件。本实用新型为分体式组合设计,可以满足多规格轴径零件的通用性,且拆分方便,生产灵活多样。
14、3.本实用新型中变径卡盘重量轻,安装轻巧牢靠,可大幅降低工装制造成本,易推广;在使用本实用新型后,产品磕碰伤、轴类热变形得到有效控制,热处理产品质量优良。
技术特征:
1.一种轴类渗碳热处理组合工装,其特征在于:包括底料盘(1)、隔套(2)、立柱(3)、料架(4)和变径卡盘(5);所述底料盘(1)的四周布置定位螺孔(1-1),并且至少在底料盘(1)的四个角布置有所述定位螺孔(1-1);所述料架(4)由若干个均等壁厚的等边六边形ⅱ(4-2)联接而成,并且在四个角分别布置定位通孔(4-1);所述立柱(3)的底端设有与定位螺孔(1-1)相匹配的螺纹,与底料盘(1)装配在一起;所述立柱(3)的上端套入隔套(2)后穿过所述料架(4)的定位通孔(4-1);所述变径卡盘(5)设有三个120度均布的限位挂耳(5-1)、若干个支撑凸起(5-2)和零件安装定位内孔(5-6)。
2.根据权利要求1所述的轴类渗碳热处理组合工装,其特征在于:所述变径卡盘(5)的卡盘主体(5-5)外形为等边六边形ⅲ,其边长与所述料架(4)的若干个均等壁厚的等边六边形ⅱ(4-2)的边长相等。
3.根据权利要求1或2所述的轴类渗碳热处理组合工装,其特征在于:所述限位挂耳(5-1)均布在变径卡盘(5)外沿;所述支撑凸起(5-2)沿零件安装定位内孔(5-6)圆周布置,并且在支撑凸起(5-2)之间设有导流槽(5-3)。
4.根据权利要求1所述的轴类渗碳热处理组合工装,其特征在于:所述底料盘(1)由若干个均等壁厚的等边六边形ⅰ(1-2)联接而成。
5.根据权利要求1所述的轴类渗碳热处理组合工装,其特征在于:所述料架(4)根据零件总长多层布置,层间通过相等数量的隔套(2)支撑。
6.根据权利要求1所述的轴类渗碳热处理组合工装,其特征在于:所述底料盘(1)、隔套(2)、立柱(3)、料架(4)、变径卡盘(5)均为镍铬耐热合金钢cr25ni20si2材质。
技术总结
本技术公开了一种轴类渗碳热处理组合工装,包括底料盘(1)、隔套(2)、立柱(3)、料架(4)和变径卡盘(5);所述底料盘的四周布置定位螺孔,并且至少在底料盘的四个角布置有所述定位螺孔;所述料架由若干个均等壁厚的等边六边形Ⅱ联接而成,并且在四个角分别布置定位通孔;所述立柱的底端设有与定位螺孔相匹配的螺纹,与底料盘装配在一起;所述立柱的上端套入隔套后穿过所述料架的定位通孔;所述变径卡盘设有三个120度均布的限位挂耳、若干个支撑凸起和零件安装定位内孔。本技术采用了料架和变径卡盘的分体式组合设计,可以满足多规格轴径零件的通用性,且拆分方便,生产灵活多样。
技术研发人员:黄山,檀杰,黄千洪,骆玉城
受保护的技术使用者:桂林福达齿轮有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!