一种轴类零件淬火工装的制作方法
本发明创造属于热处理加工辅助装置,尤其是涉及一种轴类零件淬火工装。
背景技术:
1、金属工件热处理加工时,通常会用到淬火炉,为了便于将工件放入淬火炉并进行热处理加工,通常需要借助天车和吊具配合,将固定或盛放有工件的吊具挂在天车下方,然后利用天车将吊具移动至淬火炉的炉口处,下放吊具使工件进入淬火炉,然后进行淬火处理。现有技术中淬火用的吊具主要有装卡式和盛装式两种,所谓装卡式就是将工件利用吊具上的夹爪夹持固定住,进行吊装入炉和出炉,此类吊具装卡轴类零件时,通常稳定性不佳,容易脱落,并且装卡固定操作困难,不够便捷。而盛装式的吊具主要是将工件安置于类似吊篮的工装,各工件间独立性差,并且在吊装过程中工件容易倾斜歪倒,同样存在不稳定的情况。因此有必要对现有的淬火用的工装进行改进。
技术实现思路
1、有鉴于此,本发明创造旨在克服现有技术中的缺陷,提出一种轴类零件淬火工装。
2、为达到上述目的,本发明创造的技术方案是这样实现的:
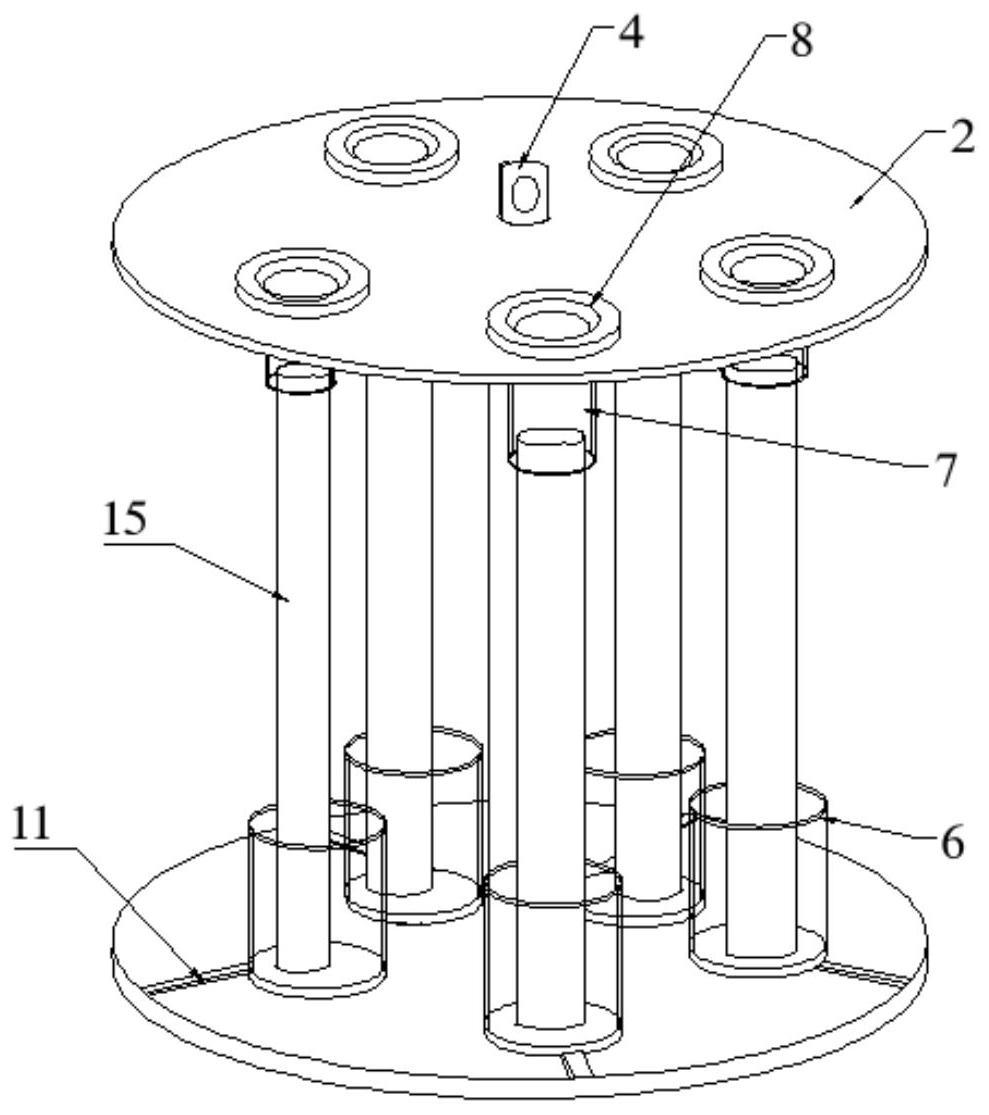
3、一种轴类零件淬火工装,包括平行布置的底盘和顶盖,二者间通过中心杆固定,并在顶盖上端设有吊环;
4、所述底盘上端面设有若干固定位,顶盖上对应每一固定位均设有过孔,每一所述固定位上均可拆卸的设有工件座;
5、在过孔内可拆卸安装有工件帽,所述工件帽包括插装入过孔并从过孔竖直向下伸出的限位部,在限位部上端设有帽顶部;
6、所述帽顶部外径大于所述过孔直径,在帽顶部下端设有与顶盖上端面配合的定位台。
7、进一步,所述底盘上对应每一固定位均设有滑轨,所述工件座下端设有与滑轨配合的滑槽,工件安放更为省时省力。
8、进一步,所述固定位以中心杆为中心均布设置。
9、进一步,所述底盘和顶盖之间,还设有若干辅助连接杆,通过辅助连接杆有效加强工装结构,使得本工装可通用于大尺寸工件。
10、进一步,所述辅助连接杆以中心杆为中心均布设置。
11、进一步,所述辅助连接杆上端焊接固定于顶盖,下端焊接固定于底盘,所述中心杆上端焊接固定于顶盖,下端焊接固定于底盘。
12、进一步,所述工件座高度为顶盖与底盘间距的1/5-1/2。
13、进一步,所述工件座包括座体和座体上方的上护圈,在座体与上护圈间通过若干支撑杆固定,各支撑杆沿座体中心均布设置。
14、进一步,所述座体与上护圈间通过2-3个支撑杆。
15、进一步,所述限位部长度为顶盖与底盘间距的1/4-1/2。
16、相对于现有技术,本发明创造具有以下优势:
17、本发明创造结构简单,使用操作简便,待热处理的轴类零件直接下端置入工件座,然后在顶盖上安装工件帽,使工件帽的限位部套装于工件上部,对工件形成限位,即可有效保持轴类零件位置,同时,工件座、工件帽采用框架式结构设计,不会影响轴类零件热处理效果。
技术特征:
1.一种轴类零件淬火工装,其特征在于:包括平行布置的底盘和顶盖,二者间通过中心杆固定,并在顶盖上端设有吊环;
2.根据权利要求1所述的一种轴类零件淬火工装,其特征在于:所述底盘上对应每一固定位均设有滑轨,所述工件座下端设有与滑轨配合的滑槽。
3.根据权利要求1所述的一种轴类零件淬火工装,其特征在于:所述固定位以中心杆为中心均布设置。
4.根据权利要求1所述的一种轴类零件淬火工装,其特征在于:所述底盘和顶盖之间,还设有若干辅助连接杆。
5.根据权利要求4所述的一种轴类零件淬火工装,其特征在于:所述辅助连接杆以中心杆为中心均布设置。
6.根据权利要求4所述的一种轴类零件淬火工装,其特征在于:所述辅助连接杆上端焊接固定于顶盖,下端焊接固定于底盘,所述中心杆上端焊接固定于顶盖,下端焊接固定于底盘。
7.根据权利要求1所述的一种轴类零件淬火工装,其特征在于:所述工件座高度为顶盖与底盘间距的1/5-1/2。
8.根据权利要求7所述的一种轴类零件淬火工装,其特征在于:所述工件座包括座体和座体上方的上护圈,在座体与上护圈间通过若干支撑杆固定,各支撑杆沿座体中心均布设置。
9.根据权利要求8所述的一种轴类零件淬火工装,其特征在于:所述座体与上护圈间通过2-3个支撑杆。
10.根据权利要求1所述的一种轴类零件淬火工装,其特征在于:所述限位部长度为顶盖与底盘间距的1/4-1/2。
技术总结
本发明创造提供了一种轴类零件淬火工装,包括平行布置的底盘和顶盖,二者间通过中心杆固定,并在顶盖上端设有吊环;所述底盘上端面设有若干固定位,顶盖上对应每一固定位均设有过孔,每一所述固定位上均可拆卸的设有工件座;在过孔内可拆卸安装有工件帽,所述工件帽包括插装入过孔并从过孔竖直向下伸出的限位部,在限位部上端设有帽顶部;所述帽顶部外径大于所述过孔直径,在帽顶部下端设有与顶盖上端面配合的定位台。本发明创造结构简单,使用操作简便,待热处理的轴类零件直接下端置入工件座,然后在顶盖上安装工件帽,使工件帽的限位部套装于工件上部,即可对工件形成限位。
技术研发人员:章航宇,黎贵友,蔡伟林
受保护的技术使用者:新昌县杰佳机械有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!