一种弯曲段辊子间隙检测装置的制作方法
本申请涉及检测装置,具体涉及一种弯曲段辊子间隙检测装置。
背景技术:
1、连铸机在工作时,主要是对热铸坯进行导向控制和支撑,并且提供适当的竖直长度用于夹杂物的上浮,并控制板坯沿铸机主弧形半径弯曲从结晶器运行到扇形段,因此,弯曲段的辊子是否能形成圆滑、正确的弧形,其各点弧形半径是否符合工艺设计要求,是实现连续浇铸、确保铸坯质量、提高弯曲段寿命的关键所在。
2、弯曲段辊子主要包括芯轴,辊套,轴承座以及轴承,弯曲段辊子组装完成后,辊套套设在芯轴的外侧,芯轴的端部安装轴承座,轴承座上轴承的内圈套设在芯轴的端部,在弯曲段辊子的弯曲段修复过程中,首先需要对辊套和芯轴之间的装配间隙进行检测,一旦装配间隙过大,调弧不能及时处理时,多会导致弯曲段上线后对弧精度超标造成零段非计划下线,严重时造成批量质量事故,目前的检测设备无法较直观地对装配好的辊套和芯轴之间的装配间隙进行检测。
技术实现思路
1、为了改善弯曲段辊子与芯轴之间装配间隙不方便检测的问题,本申请提供一种弯曲段辊子间隙检测装置。
2、本申请提供一种弯曲段辊子间隙检测装置,采用如下的技术方案:
3、一种弯曲段辊子间隙检测装置,包括:
4、测量台;
5、固定组件,设置在所述测量台上,用于待检测的弯曲段辊子固定;
6、顶起组件,设置在所述测量台上,作用于所述弯曲段辊子的辊套,以使所述弯曲段辊子的辊套与所述弯曲段辊子的芯轴贴合;
7、装配间隙检测组件,设于所述测量台和/或所述固定组件上,所述装配间隙检测组件带有检测探头,检测探头与所述弯曲段辊子的辊套的表面接触。
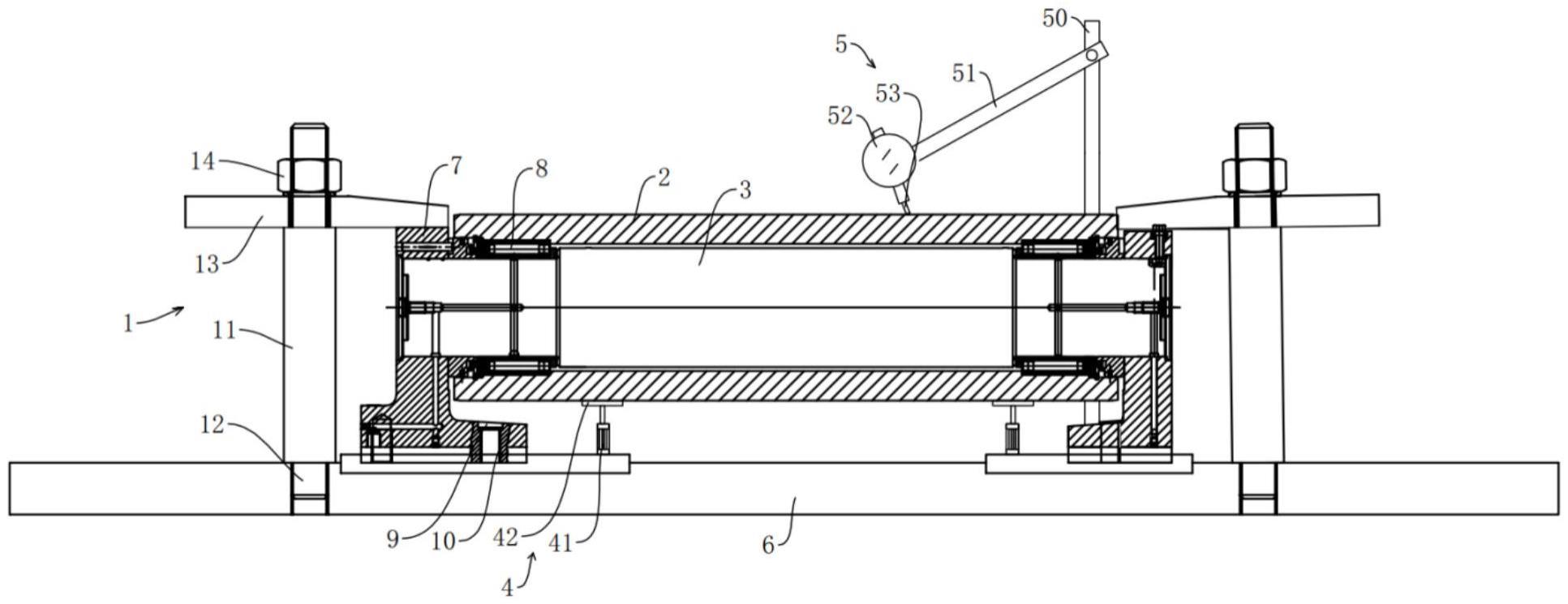
8、通过上述技术方案,弯曲段辊子的辊套与芯轴之间的装配间隙进行检测时,固定组件将弯曲段辊子的端部固定,此时,检测探头与弯曲段辊子的辊套的表面接触,顶起组件将辊套顶起后,直到辊套的内壁与弯曲段辊子的芯轴外壁贴合时,装配间隙检测组件给出对应的间距数据变化值,该间距数据变化值/2即为辊套与芯轴之间的装配间隙。
9、优选地,所述固定组件包括固定支架和安装于固定支架上的压板,所述固定支架设置在所述测量台上,所述压板压紧于所述弯曲段辊子的轴承座。
10、通过上述技术方案,压板套设在固定支架上,弯曲段辊子被检测时,压板下压在弯曲段辊子端部的轴承座上,压板将安装后的弯曲段辊子压紧固定。
11、优选地,所述固定支架包括:
12、连接杆,两端均带有螺纹段,所述连接杆的一端的螺纹段与所述测量台螺纹连接、另一端的螺纹段与所述压板螺纹连接;
13、锁紧螺母,与所述连接杆的另一端的螺纹段螺纹连接,并压紧于所述压板的表面。
14、通过上述技术方案,固定支架通过多个部件组装而成,连接杆采用螺纹连接的方式安装在测量台上,压板上设有螺纹孔,安装时,压板的螺纹孔套设在连接杆上并与连接杆螺纹连接,压板在连接杆上的安装高度可调,压板的高度根据轴承座的高度来适应性改变,压板套设在连接杆上以后,通过拧紧的锁紧螺母来压紧固定压板,压板安装牢固。
15、优选地,所述固定组件的数量为两个,两个所述固定组件对称设置于所述弯曲段辊子的轴向两侧。
16、通过上述技术方案,两个固定组件可以分别固定在弯曲段辊子的两侧,保证弯曲段辊子的两端受到的压紧力均匀,弯曲段辊子固定牢固且均衡。
17、优选地,所述顶起组件包括安装在所述测量台上的顶升装置以及与所述顶升装置连接的托板,所述托板与所述弯曲段辊子的下表面接触。
18、通过上述技术方案,顶升装置可以为液压油缸,气缸或者电动伸缩杆,顶起组件工作时,顶升装置可以控制托板上行并支撑弯曲段辊子的辊套底部,在托板的支撑力作用下,辊套的内壁与弯曲段辊子的芯轴外壁逐步贴合。
19、优选地,所述托板的上表面为与所述辊套的周面相适配的弧形面。
20、通过上述技术方案,托板的上表面采用弧形结构后,托板可以更好的承托在辊套的底部,托板与辊套之间的贴合度更高。
21、优选地,所述检测探头和所述顶升装置在所述弯曲段辊子的径向两侧相对设置。
22、通过上述技术方案,由于需要检测辊套与芯轴之间的径向配合间隙,因此,检测探头与顶升装置优选为设置在弯曲段辊子径向的两侧且相互对置,正常情况下,顶升装置位于辊套的底部,检测探头位于辊套的顶部,顶升装置顶起辊套直到辊套的内壁与芯轴的外壁贴合时,检测探头被辊套的周面挤压并逐步抬高,检测探头抬高的高度即为辊套相对于芯轴的径向移动距离,此时,检测探头抬高的高度通过装配间隙检测组件可以实时检测。
23、优选地,所述装配间隙检测组件包括支架以及安装在所述支架上的装配间隙检测仪,所述支架设于所述测量台和/或所述固定组件上,该装配间隙检测仪配备所述检测探头,其中,装配间隙检测仪优选为百分表。
24、通过上述技术方案,支架主要是用于对装配间隙检测仪进行安装,装配间隙检测仪通过支架可以安装在测量台或固定组件的压板上。
25、优选地,所述支架包括支撑部以及与支撑部铰接的安装部,所述支撑部固定在所述测量台或压板上,所述装配间隙检测仪设置在所述安装部上。
26、通过上述技术方案,装配间隙检测仪设置在安装部上,转动安装部时,其上安装的装配间隙检测仪的高度以及角度均可调,装配间隙检测仪的安置位置调节比较灵活。
27、优选地,所述测量台上设有用于固定所述弯曲段辊子的轴承座的定位键。
28、通过上述技术方案,弯曲段辊子在测量台上安置后,主要是通过压板来压紧固定,为了保证弯曲段辊子在测量台上安置的牢固性,弯曲段辊子的轴承座可以通过定位键进一步固定在测量台上,防止安置后的弯曲段辊子在测量台上出现松动。
29、综上,本申请的有益技术效果为:本申请提供的弯曲段辊子间隙检测装置,包括测量台、固定组件、顶起组件和装配间隙检测组件,通过固定组件对安置后的弯曲段辊子进行固定,同时通过顶起组件对安置后的辊套进行支撑,顶起组件的支撑力足以抵消辊套的重力后,即可消除辊套与内部芯轴之间的装配间隙,消除的装配间隙数据通过装配间隙检测组件可以快速检测得到弯曲段辊子的装配间隙数据,根据测出的间隙数据结果,可以将同一数值范围内的弯曲段辊子进行配组调弧,可提高弯曲段辊子的对弧精度,也降低维修人员的劳动强度。
技术特征:
1.一种弯曲段辊子间隙检测装置,其特征在于,包括:
2.根据权利要求1所述的弯曲段辊子间隙检测装置,其特征在于,所述固定组件包括固定支架和安装于固定支架上的压板,所述固定支架设置在所述测量台上,所述压板压紧于所述弯曲段辊子的轴承座。
3.根据权利要求2所述的弯曲段辊子间隙检测装置,其特征在于,所述固定支架包括:
4.根据权利要求2所述的弯曲段辊子间隙检测装置,其特征在于,所述固定组件的数量为两个,两个所述固定组件对称设置于所述弯曲段辊子的轴向两侧。
5.根据权利要求1-4中任一项所述的弯曲段辊子间隙检测装置,其特征在于,所述顶起组件包括安装在所述测量台上的顶升装置以及与所述顶升装置连接的托板,所述托板与所述弯曲段辊子的下表面接触。
6.根据权利要求5所述的弯曲段辊子间隙检测装置,其特征在于,所述托板的上表面为与所述辊套的周面相适配的弧形面。
7.根据权利要求5所述的弯曲段辊子间隙检测装置,其特征在于,所述检测探头和所述顶升装置在所述弯曲段辊子的径向两侧相对设置。
8.根据权利要求7所述的弯曲段辊子间隙检测装置,其特征在于,所述装配间隙检测组件包括支架以及安装在所述支架上的装配间隙检测仪,所述支架设于所述测量台和/或所述固定组件上,该装配间隙检测仪配备所述检测探头。
9.根据权利要求8所述的弯曲段辊子间隙检测装置,其特征在于,所述支架包括支撑部以及与支撑部铰接的安装部,所述支撑部固定在所述测量台或压板上,所述装配间隙检测仪设置在所述安装部上。
10.根据权利要求1-4中任一项所述的弯曲段辊子间隙检测装置,其特征在于,所述测量台上设有用于固定所述弯曲段辊子的轴承座的定位键。
技术总结
本申请涉及连铸技术领域,具体公开了一种弯曲段辊子间隙检测装置,该装置包括包括固定组件,顶起组件,装配间隙检测组件以及测量台,其中,固定组件,顶起组件设置在测量台上,装配间隙检测组件设置在固定组件和/或测量台上,其中,固定组件用于对弯曲段辊子的端部进行定位;顶起组件能够对安置在芯轴外侧的辊套进行支撑,以使辊套的内壁面与芯轴的外壁面相互靠拢;装配间隙检测组件带有检测探头,检测探头与辊套的表面接触,装配后的辊套与芯轴之间的装配间隙数据检测方便,根据测出的间隙数据结果,可以将同一数值范围内的弯曲段辊子进行配组调弧,可提高弯曲段辊子的对弧精度,也降低维修人员的劳动强度。
技术研发人员:岳志坤,王计超,张佩立,张会良,朱辉,董海龙,徐建,庞冠伟,刘占锋,郑文娣,孙杨,朱彤,张志泉,王丽远,韩军亮
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!