一种压铸模具用的带运水一体式浇口套结构的制作方法
本技术涉及一种浇口套结构的,尤其涉及一种压铸模具用的带运水一体式浇口套结构。
背景技术:
1、目前,在压铸行业中与压铸模具配套使用的浇口套结构基本是采用镶入式组合体结构,如图12、图13、图14、图15、图16、图17、图18和图19所示,该镶入式组合体结构包括有组合式浇口套主体10、套合安装在组合式浇口套主体外侧上的组合式冷却环11,其加工方式是分别把组合式浇口套主体和组合式冷却环单独加工完成,其中把组合式冷却环的内径留余量0.25mm,组合式冷却环的冷却水路12直接从组合式冷却环内侧凹陷而成;利用热胀冷缩原理用石油气枪烧红组合式冷却环,然后把烧红的组合式冷却环套合安装在组合式浇口套主体上,组合式冷却环冷却收缩后就紧贴在组合式浇口套主体上,组合式冷却环的水路则直接与组合式浇口套主体的外表面接触,由此形成一个镶入式组合体结构的浇口套。采用上述镶入式组合体结构的制造方式优点是成本低,缺点是烧红组装技术要求高,稍有处理不好就要重新制造。另外,由于在压铸模具进行压铸生产时,其铝液的温度高达650度,在使用时间短时组合式冷却环与组合式浇口套主体之间的连接位置容易出现漏水,如采用补焊此浇口套的连接位置方式则容易出现爆裂现象;因此,由于怕漏水,有些浇口套结构不设有冷却环,但没有冷却环的水循环降温,又会造成生产时温度过高磨损锤头。
2、而在现有技术的专利文献中,中国专利号202122568240.x的“一种铝合金真空压铸浇口套”虽然采用了一体式的结构,该专利技术方案中需要设置密封槽6和橡胶密封条的结构、进水口3、出水口4、五条冷却水管7、进料口8和出料口9等,而该专利文献的技术方案应用在冷室压铸室上使用时却存在较多的问题,具体如下:(1)整体浇口套的形状和进料口8的形状结构均与现时通用的冷室压铸机所需要的结构配对不上,难以实现配合安装。(2)五条冷却水管所形成的水循环通道加工非常困难,不符合成本经济效益。(3)需要用橡胶密封条来防止漏水,实际生产时是不可行的,因为橡胶熔点低,铝的熔点在650度左右,即使橡胶密封垫采用耐高温材料制成,但这个情况也改变不了橡胶不能使用在650度的铸铝生产中,依次存在出现漏水的情况,因此不能用橡胶密封圈来防止漏水;且从实际生产出发该专利的技术方案使用橡胶密封圈在压铸中就熔掉,本身就是不能在实际中使用。
3、因此,需要对现有技术中浇口套结构的技术进行一定的改进,以改善上述现有技术的问题。
技术实现思路
1、本实用新型的目的是为了克服上述现有技术的缺点,提供一种压铸模具用的带运水一体式浇口套结构,该压铸模具用的带运水一体式浇口套结构是针对现有技术的浇口套结构存在漏水现象而设计的,配合应用在压铸模具中,为具有带运水的一体式浇口套结构,即直接把冷却环和浇口套主体在生产时用铣床直接铣车出来形成一体式的无缝结构,其优点为制造方式简单,成本低,且由于不是组合体结构,因此寿命长,不会出现漏水的缺点。
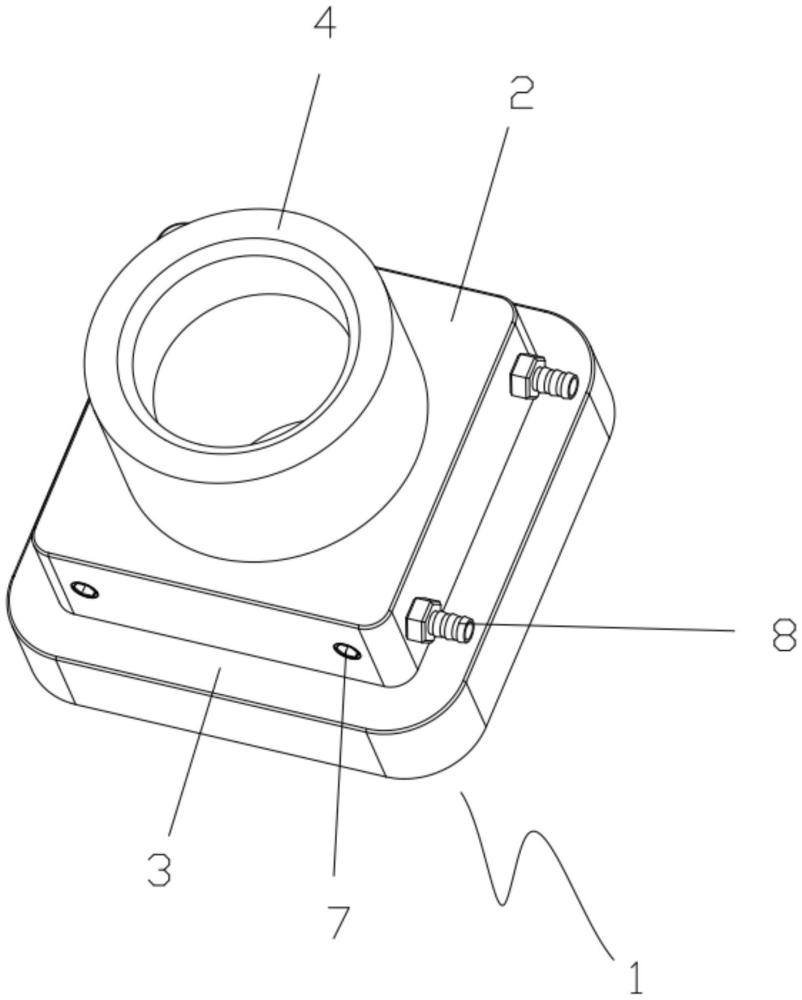
2、本实用新型解决其技术问题所采用的技术方案是:一种压铸模具用的带运水一体式浇口套结构,包括采用铣床铣削加工形成一体成型结构的一体式浇口套主体,所述的一体式浇口套主体外侧设有与一体式浇口套主体一体成型的冷却座。
3、所述的一体式浇口套主体包括有与冷室压铸机配合安装的中空安装底座、中空安装底座顶部向上延伸的中空圆柱浇口座。
4、所述的冷却座位于中空圆柱浇口座外侧并围绕中空圆柱浇口座设置;冷却座内设有以钻削形成内置隐藏状态并相通的四方形水路,冷却座的其中两个外侧各设有与四方形水路相通的两个钻削加工孔,冷却座一外侧的两个钻削加工孔堵塞有防止漏水的堵塞机米螺丝,冷却座另一侧的两个钻削加工孔安装有铜水咀。
5、进一步的,所述的中空安装底座底部设有与冷室压铸机配合安装的圆形安装孔,中空安装底座为方形体结构并四角设有圆角。
6、进一步的,所述的堵塞机米螺丝内置与对应的两个钻削加工孔内,铜水咀凸出于对应的两个钻削加工孔外。
7、进一步的,所述的冷却座为方形体结构并四角设有圆角。
8、进一步的,所述的堵塞机米螺丝为m12无头螺丝。
9、进一步的,所述的一体式浇口套主体和冷却座采用铣床铣削加工50号钢料直接而成。
10、综上所述,本实用新型的压铸模具用的带运水一体式浇口套结构是针对现有技术的浇口套结构存在漏水现象而设计的,配合应用在压铸模具中,为具有带运水的一体式浇口套结构,即直接把冷却环和浇口套主体在生产时用铣床直接铣车出来形成一体式的无缝结构,其优点为制造方式简单,成本低,且由于不是组合体结构,因此寿命长,不会出现漏水的缺点。
技术特征:
1.一种压铸模具用的带运水一体式浇口套结构,其特征在于,包括采用铣床铣削加工形成一体成型结构的一体式浇口套主体,所述的一体式浇口套主体外侧设有与一体式浇口套主体一体成型的冷却座;
2.根据权利要求1所述的一种压铸模具用的带运水一体式浇口套结构,其特征在于,所述的中空安装底座底部设有与冷室压铸机配合安装的圆形安装孔,中空安装底座为方形体结构并四角设有圆角。
3.根据权利要求2所述的一种压铸模具用的带运水一体式浇口套结构,其特征在于,所述的堵塞机米螺丝内置与对应的两个钻削加工孔内,铜水咀凸出于对应的两个钻削加工孔外。
4.根据权利要求3所述的一种压铸模具用的带运水一体式浇口套结构,其特征在于,所述的冷却座为方形体结构并四角设有圆角。
5.根据权利要求4所述的一种压铸模具用的带运水一体式浇口套结构,其特征在于,所述的堵塞机米螺丝为m12无头螺丝。
6.根据权利要求5所述的一种压铸模具用的带运水一体式浇口套结构,其特征在于,所述的一体式浇口套主体和冷却座采用铣床铣削加工50号钢料直接而成。
技术总结
本技术公开了一种压铸模具用的带运水一体式浇口套结构,包括采用铣床铣削加工形成一体成型结构的一体式浇口套主体,一体式浇口套主体外侧设有与一体式浇口套主体一体成型的冷却座。该带运水一体式浇口套结构是针对现有技术的浇口套结构存在漏水现象而设计的,配合应用在压铸模具中,为具有带运水的一体式浇口套结构,即直接把冷却环和浇口套主体在生产时用铣床直接铣车出来形成一体式的无缝结构,其优点为制造方式简单,成本低,且由于不是组合体结构,因此寿命长,不会出现漏水的缺点。
技术研发人员:黎坤光
受保护的技术使用者:鹤山市埔弗瞬精密制造有限公司
技术研发日:20230704
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!