活塞铸淬用辅助工具的制作方法
本技术涉及铝合金铸造用工具,具体而言,涉及一种活塞铸淬用辅助工具。
背景技术:
1、相关技术中,活塞铸淬一般都是将待铸淬活塞毛坯置于活塞铸淬水箱中进行活塞铸淬,为了防止水流过多溢出,一般采用较小水量注水,容易导致水位液面平静无波动,无法形成铸淬水花。
2、活塞铸淬水箱内水清洁度较难控制,活塞毛坯出模后的淬火工序,由于活塞毛坯铸件温度较高,铸淬水在活塞毛坯入水瞬间温度骤升,造成活塞铸件附近水温高、接近于沸腾,导致活塞铸件的铸淬水平行位置产生较明显的铸淬水印(即水锈杂质等),水箱内的杂质附着在铸件表层及内腔,无法去除,活塞铸件在存储期,受温湿度、长期存放等外部环境影响,在铸淬位置及周围容易出现冒碱现象,容易导致活塞外观质量差异较大,甚至同一铸造机系统的活塞外观质量也会有较大的差别,活塞表层附着杂质,严重影响了高附加值铝合金活塞的铸造质量。
技术实现思路
1、本实用新型旨在至少解决现有技术或相关技术中存在的技术问题之一。
2、为此,本实用新型的一个目的在于提供一种活塞铸淬用辅助工具,利用圆环形高压风出风结构等,保持持续串风,提高铸淬水流动性的同时,可以将铸淬水箱底部的污尘等杂物冲走,保持水箱清洁度,有效改善活塞铸件外观质量。
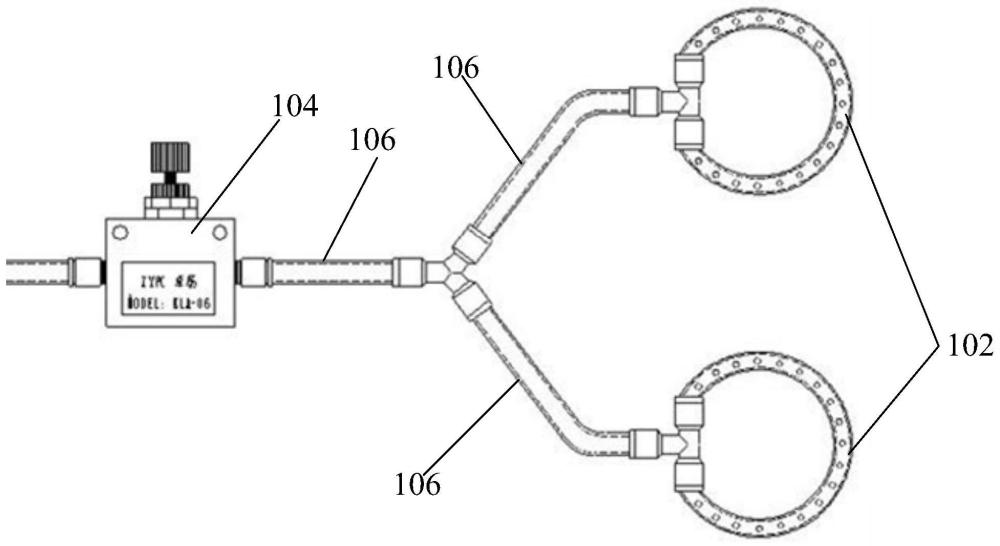
3、为了实现上述目的,本实用新型的技术方案提供了一种活塞铸淬用辅助工具,包括:圆环形高压风出风结构;精密调速阀,所述精密调速阀的一端与所述圆环形高压风出风结构通过管路连接,所述精密调速阀的另一端连接至外界高压风装置;所述圆环形高压风出风结构上均匀开设多个排气孔,在使用时,将圆环形高压风出风结构置于活塞铸淬用水箱中,多个排气孔均朝下,待铸淬活塞毛坯放在所述圆环形高压风出风结构的上方。
4、优选地,所述圆环形高压风出风结构中的排气孔的孔径为3mm。
5、优选地,并联设置两个所述圆环形高压风出风结构。
6、优选地,所述圆环形高压风出风结构为采用内径10mm的pu管制作成的直径为200mm的圆环形,其上均匀开设19个排气孔,两端口处通过三通连接到管路中。
7、优选地,精密调速阀与圆环形高压风出风结构通过pu管连接,pu管外部需要弯折的特定区域套设防水型可挠金属软管。
8、优选地,所述精密调速阀为kla-6型气动单向节流阀,控制高压风压力为0.1mpa~0.4mpa。
9、本实用新型提出的一种活塞铸淬用辅助工具具有以下有益技术效果:
10、(1)本实用新型提出的一种活塞铸淬用辅助工具通过圆环形高压风出风结构等的独特设计,在将其置于活塞铸淬用水箱中喷射高压风,风速稳定,水气泡均匀有规律,可以提高铸淬水的流动性,有效改善活塞铸件外观质量。
11、(2)采用本实用新型提出的一种活塞铸淬用辅助工具,有助于简化活塞铸淬流程,从活塞浇铸到铸淬仅需一个操作,在圆环形高压风出风结构吹出的高压风的压力值调整到符合工艺后,有利于实现全程自动化程序控制。
12、(3)采用本实用新型提出的一种活塞铸淬用辅助工具,铸淬后的活塞外观整体清洁、无杂质附着,使得铸淬工艺过程具有生产可靠、易于操作、质量稳定等优势。
13、(4)本实用新型提出的一种活塞铸淬用辅助工具中圆环形高压风出风结构上均匀开设多个排气孔,在使用时,将圆环形高压风出风结构置于活塞铸淬用水箱中,多个排气孔均朝下,待铸淬活塞毛坯放在圆环形高压风出风结构的上方,保持持续串风的同时,高压风可以将水箱底部的污尘等杂物冲走,保持水箱清洁度。
14、(5)本实用新型提出的一种活塞铸淬用辅助工具中将圆环形高压风出风结构中的排气孔的孔径设计为3mm,进一步保障了控制水箱水花、气泡均匀有规律,而并联设置两个所述圆环形高压风出风结构,可以同时控制进行一组两个活塞铸淬,效率更高,且便于圆环形高压风出风结构在铸淬水箱中进行放置。在pu管外部需要弯折的特定区域套设防水型可挠金属软管,可以进一步实施防护,适应铸造现场高温易烫环境。精密调速阀采用kla-6型气动单向节流阀便于进行程序式自动控制,根据活塞毛坯的直径范围,调整高压风压力,将高压风压力控制在0.1mpa~0.4mpa,控制水花大小、高度,可以有效避免水花不稳定、铸淬不合格现象的发生,待产停料时,可以将精密调速阀迅速关闭,节能降耗。
15、本实用新型的附加方面和优点将在下面的描述部分中给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.活塞铸淬用辅助工具,其特征在于,包括:圆环形高压风出风结构;精密调速阀,所述精密调速阀的一端与所述圆环形高压风出风结构通过管路连接,所述精密调速阀的另一端连接至外界高压风装置;所述圆环形高压风出风结构上均匀开设多个排气孔,在使用时,将圆环形高压风出风结构置于活塞铸淬用水箱中,多个排气孔均朝下,待铸淬活塞毛坯放在所述圆环形高压风出风结构的上方。
2.根据权利要求1所述的活塞铸淬用辅助工具,其特征在于,所述圆环形高压风出风结构中的排气孔的孔径为3mm。
3.根据权利要求1所述的活塞铸淬用辅助工具,其特征在于,并联设置两个所述圆环形高压风出风结构。
4.根据权利要求1至3中任一项所述的活塞铸淬用辅助工具,其特征在于,
5.根据权利要求4所述的活塞铸淬用辅助工具,其特征在于,
6.根据权利要求5所述的活塞铸淬用辅助工具,其特征在于,
技术总结
本技术提供了一种活塞铸淬用辅助工具,包括:圆环形高压风出风结构;精密调速阀,所述精密调速阀的一端与所述圆环形高压风出风结构通过管路连接,所述精密调速阀的另一端连接至外界高压风装置;所述圆环形高压风出风结构上均匀开设多个排气孔,在使用时,将圆环形高压风出风结构置于活塞铸淬用水箱中,多个排气孔均朝下,待铸淬活塞毛坯放在所述圆环形高压风出风结构的上方。通过本技术的技术方案,利用圆环形高压风出风结构等,保持持续串风,提高铸淬水流动性的同时,可以将铸淬水箱底部的污尘等杂物冲走,保持水箱清洁度,有效改善活塞铸件外观质量。
技术研发人员:刘海兵,邢小兵,兰军,耿可馨
受保护的技术使用者:滨州渤海活塞有限公司
技术研发日:20230713
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!