一种可自动开合模的摩托车刹车蹄块压铸设备的制作方法
本发明属于制动器生产,尤其涉及一种可自动开合模的摩托车刹车蹄块压铸设备。
背景技术:
1、刹车蹄块是指受刹车凸轮或推杆的作用量而被推向外展开压制刹车鼓起制动作用的配件,安装于刹车鼓上,是车辆制动系统中关键的安全零件之一。刹车蹄形状如半月形,踩刹车时两片半月形的刹车蹄就在制动轮缸的作用下外张,撑起刹车蹄摩擦着刹车鼓的内壁来起到减速或者停车的作用,而刹车蹄块通常采用铝合金压铸制成,在生产过程中就需要使用压铸设备,压铸的特点是利用模具对融化的金属施加高压,再将融化状态的金属进行冷却,使其凝固成型,从而得到预期形状规模的一体式金属件。
2、目前,在摩托车刹车蹄块的生产加工过程中,尤其是压铸成型方面存在一定的弊端:一方面来说:刹车蹄块的压铸产品内含有嵌件,其目的是用于保证产品的成型质量及使用强度,而在刹车蹄块的压铸过程中,也不可避免的需要将嵌件压装入压铸模具内,该过程一般是由人工进行操作的,由人工放置嵌件的方式不仅劳动强度大,工作进程受限,且受压铸模表面温度较高的影响,人工放置过程存在有一定的安全隐患,不能较好的保证人身安全;另一方面来说,对于压铸成型的工件取出过程,其一般也是由人工手持夹具进行取下的,增加了人工的工作量,同时,在长时间的多工序工作状态下,人们精力有限,在一定程度上影响了生产加工工作进程,且自动化程度低,无法有效保证工作进程,难以满足厂房内的生产加工使用需求。
技术实现思路
1、本发明针对上述的刹车蹄块压铸生产过程中所存在的技术问题,提出一种设计合理、结构简单、加工方便且能够有效代替人工完成对嵌件及压铸成型后工件的取出,一方面降低了人们的劳动强度,提高工作进程,保障产品成型质量,另一方面可有效提高工件生产加工的自动化程度,满足厂房内的生产加工使用需求,保障经济效益的一种可自动开合模的摩托车刹车蹄块压铸设备。
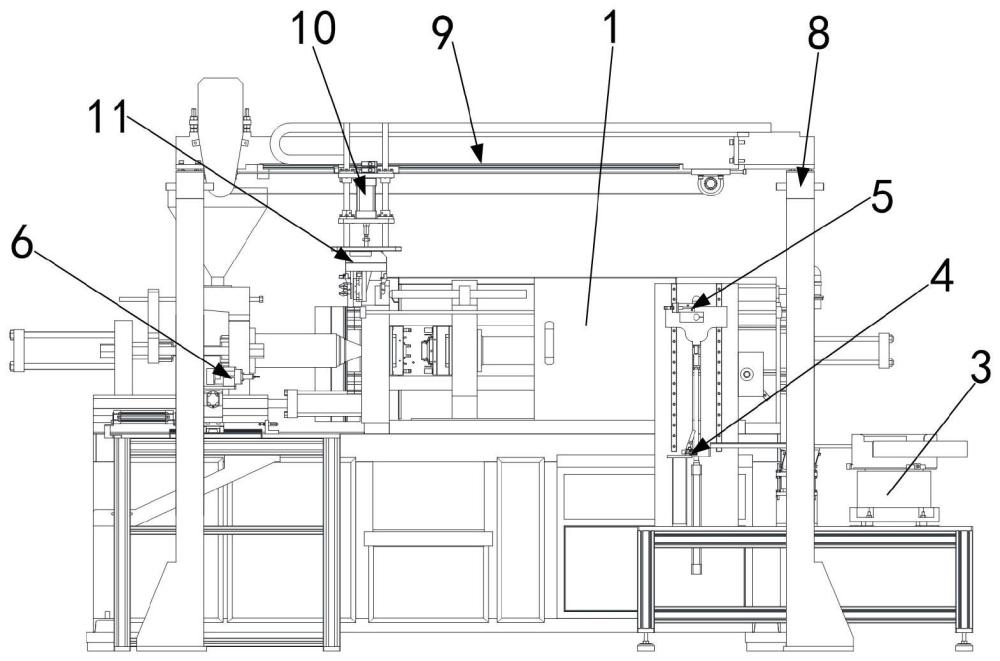
2、为了达到上述目的,本发明采用的技术方案为一种可自动开合模的摩托车刹车蹄块压铸设备,包括用于生产摩托车刹车蹄块的压铸装置,所述压铸装置的前方一侧设置有用于输送嵌件的嵌件上料机构,所述嵌件上料机构包括上料支撑架,所述上料支撑架的一侧上方设置有螺旋上料机,所述螺旋上料机的出料端端部设置有对嵌件所处位置起变化作用的翻转机构,位于所述翻转机构后方的上料支撑架上设置有对嵌件起竖向输送作用的嵌件送料机构,与所述嵌件上料机构相对的压铸装置前方的另一侧设置有用于承接成型工件且起分离作用的割料机构,位于所述嵌件上料机构和割料机构的上方横跨设置有多功能取放料机构,所述多功能取放料机构包括呈工字形状设计的支撑横架,所述支撑横架上方设置有纵向移动机构,所述纵向移动机构上设置有设置有横向移动机构,所述横向移动机构的移动端设置有竖向升降机构,所述竖向升降机构的下端前后分别设置有用于嵌件安装的嵌件安放机构和用于成型工件取出的工件夹持机构。
3、作为优选,所述翻转机构包括竖撑杆,所述竖撑杆的上端设置有呈阶梯状设计的安装台,所述安装台上设置有可相对安装台发生转动的转动板,所述转动板内开设有与嵌件相适配且呈等腰梯形状设计的放置槽,所述安装台的外侧设置有驱动机构,所述驱动机构包括凹形台,所述凹形台内设置有滑动齿条,所述滑动齿条的一端设置有与凹形台相套设且可相对其发生移动的滑动台,所述凹形台的外侧设置有用于驱动滑动台发生移动的翻转驱动气缸,所述转动板外侧设置有与滑动齿条相对应且与其相啮合的齿轮。
4、作为优选,所述嵌件送料机构包括竖板,所述竖板的前方设置有竖向滑动组件,所述竖向滑动组件上设置有可升降移动的t形板,所述t形板内设置有转轴,所述转轴的一侧设置有转动块,所述转动块上设置有送料旋转手指气缸,所述转轴的另一侧设置有转动滑条,所述竖板一侧设置有凸出板,所述凸出板内设置有与转动滑条相套设的转动滑座,所述竖板的前方下侧设置有用于驱动t形板进行升降移动的送料驱动气缸。
5、作为优选,所述割料机构包括割料支撑架,所述割料支撑架上设置有横向滑动组件,所述横向滑动组件上设置有正反双向丝杆驱动组件,所述正反双向丝杆驱动组件的移动端上设置有放置板,所述放置板上设置有电机,所述电机的输出端设置有割料辊,所述割料支撑架内的下方设置有呈倾斜状排布的集料板。
6、作为优选,所述纵向移动机构包括设立在支撑横架上方的无杆气缸,两个所述无杆气缸的移动端分别与横向移动机构的两侧下方相连接,所述横向移动机构包括横板,所述横板的下方设置有两个前后并排设立的横向滑条,所述横向滑条上设置有移动板,所述横板下方的左右两侧还设置有可在横向上进行转动的驱动轮,两个所述驱动轮之间的外周上设置有同步带,且同步带的两端部分别与移动板的两侧边角处相连接。
7、作为优选,所述竖向升降机构包括与横向移动机构的移动端相连接且呈前后并列排布的第一驱动气缸和第二驱动气缸,所述第一驱动气缸和第二驱动气缸的下端设置有其承载作用的承载板,第一驱动气缸的输出端贯穿承载板,且其输出端的下端设置有第一安装板,第二驱动气缸的输出端贯穿承载板,且其输出端的下端设置有第二安装板。
8、作为优选,所述嵌件安放机构包括与第二安装板相连接的第一中空旋转平台,所述第一中空旋转平台的下端设置有安装座,所述安装座的一侧设置有第二中空旋转平台,所述第二中空旋转平台的一侧设置有安装盘,所述安装盘上设置有多个用于夹持嵌件并完成放置的夹料机构。
9、作为优选,所述夹料机构包括呈凹形状设计的安装架,所述安装架的外侧套设有夹爪,所述安装架的下方设置有转盘,所述转盘下方设置有两个对称排布的限位套,位于所述安装架和转盘之间的夹爪一侧设置有延长板,所述延长板的下方设置有固定杆,所述固定杆上设置有呈钝角状设计的转动连接杆,两个所述转动连接杆呈中心对称状排布,所述转动连接杆的另一侧下端设置有定位杆,且与限位套相转动连接。
10、作为优选,所述工件夹持机构包括与第一安装板相连接的夹料手指气缸,所述夹料手指气缸的输出端设置有延长夹板。
11、与现有技术相比,本发明的优点和积极效果在于,
12、1、本发明提供的一种可自动开合模的摩托车刹车蹄块压铸设备,通过设置的翻转机构,可将输送出的嵌件由水平状态转变成竖直状态,为后续设备的夹取提供便利条件;通过设置的嵌件送料机构,一方面可夹取着呈竖直状态放置的嵌件,另一方面可将其朝向靠近嵌件安放机构的位置处进行输送,完成对工件的便捷上料进程,提高工作进程;通过设置的嵌件安放机构,其一方面可实现对多个嵌件部件的夹持,并可在多功能取放料机构的带动下完成对嵌件朝向模具内的放置,代替了人工,降低危险性,保障工作进程;通过设置的工件夹持机构,其可对压铸成型后的工件进行夹持,并为输送至割料机构处提供了便利条件;通过设置的割料机构,其可对压铸成型工件上的各个单体部件进行卸下,为后续的工件集中收集提供便利条件,促进生产加工工作进程,满足厂房内的生产加工使用需求;本装置设计合理、结构简单、加工方便且能够有效代替人工完成对嵌件及压铸成型后工件的取出,一方面降低了人们的劳动强度,提高工作进程,保障产品成型质量,另一方面可有效提高工件生产加工的自动化程度,满足厂房内的生产加工使用需求,保障经济效益。
- 还没有人留言评论。精彩留言会获得点赞!