一种非均质金属材料的喷墨打印方法及喷墨装置
本发明属于金属增材制造领域,具体涉及一种非均质金属材料的喷墨打印方法及喷墨装置。
背景技术:
1、“材料-结构-性能一体化”始终是增材制造技术发展所追求的目标,它包括了“适宜材料打印至适宜位置”、“独特结构打印出独特功能”两大内涵。随着合金设计以及制造水平的提高,在航空航天、核能发电等应用领域的极端服役条件下,使用功能分级来调整单个金属构件性能的需求越来越大。材料可能需要兼具多种性能,例如质轻,热传导性能好,同时对高温、腐蚀环境或长时间的中子辐照具有优异的抗性,以满足各个领域对材料日益增长的严苛要求。
2、相比于均质材料,非均质材料能发挥多种材料的优点以补足各自的短板,但其制备工艺和设备也更为复杂。过去,非均质多功能金属材料的制造只能通过使用紧固件或焊接的方式将不同成分的合金连接在一起。但由于异种金属接头是构件应力集中的部位,同时界面结合差、缺陷多,导致其性能上往往远不如任何一种基底金属。为防止接头性能退化,需要着重考虑减少施加在紧固件上的应力,并适应焊接可能的有限形状,这对结构设计带来了很大的限制。
3、增材制造技术的出现和发展,为制造含有成分和性能梯度的单个组件提供了新方法。一方面,增材制造一体化成形的特点提高了设计自由度。在实际工业场景中,为了满足各种服务和成本要求,设计受到组装由不同材料组成的大量零部件的需要的限制。在小体积、高复杂性构件的情况下,将功能分级与增材制造相结合是一种有吸引力的替代方案。例如在液体火箭发动机的应用中,增材制造引领的变革性设计推动了构件减重,将显著降低航空航天产品的成本。另一方面,增材制造的渐变过渡接头可以代替有问题的异种金属焊缝。在核工业和航空航天工业中,不同金属之间的接头和界面有关的失效问题很常见。现有的连接工艺在成分和性能上产生了急剧的梯度,常见问题例如热膨胀系数(cte)失配,使界面两侧变形程度不同从而引发应力,最终导致变形和失效。
4、目前,已有一些非均质多功能金属材料制备的专利得到公开。授权号为cn111136242b的中国专利,提出了一种非均质多功能金属基复合材料铸件的制备方法。将预热的功能组件转移到模具型腔中,然后倒入功能熔体,通过加压保压使功能熔体与功能组件进行良好的冶金结合。该方法工艺简单、流程少,但需要模具成型,自由度低,且功能熔体一次浇筑没有持续调节熔体成分的能力,本质上还是通过离散的方法制备非均质多功能金属材料,过渡区域成分梯度陡峭、性能突变,导致构件过早失效。公开号为cn116475429a的中国专利,提出了一种多材料功能梯度环形构件熔融沉积增材制造方法,通过熔融金属的表面张力和毛细作用添加复合增强相粉末。但需要多个熔融沉积头和不同金属溶液重复成形步骤,并非一次成形,设备和工艺繁琐,实现难度较高且提高了设备的设计难度。
5、由此可见,现有公开文献中并未能够提供一种能够实现非均质金属材料一次成型、成分梯度可控的方法和装置,因而仍需进行进一步研究。
技术实现思路
1、本发明的目的就是为了解决上述问题至少其一而提供一种非均质金属材料的喷墨打印方法及喷墨装置,以解决现有技术中不能一次成型、无法实时调控熔体成分、工艺复杂的问题,实现了非均质金属材料一次成型、成分梯度瞬时可控的问题,且此方法应用范围广泛且易于扩展。
2、本发明的目的通过以下技术方案实现:
3、本发明第一方面公开了一种非均质金属材料的喷墨打印方法,包括如下步骤:
4、s1:根据待打印结构确定路径规划,根据熔滴尺寸及喷墨频率确定向喷头内送入金属丝材的速度;
5、s2:对金属熔体基材进行预处理并将预处理后的金属熔体基材置于喷头内;
6、s3:置换喷头内的环境气氛为保护性气氛;
7、s4:加热金属熔体基材并保温,控制金属熔体基材呈熔融态;
8、s5:向熔融的金属熔体基材加载扰动进行喷墨打印,同时向喷头内连续送入金属丝材。
9、优选地,通过气动驱动、压电驱动、应力波驱动、电场诱导或磁场诱导的方式向金属熔体基材加载扰动。
10、优选地,所述的金属熔体基材包括粉材、丝材或块体,其中,所述的块体包括颗粒、棒材或铸锭。
11、优选地,进行喷墨打印时向喷头内同时送入多根金属丝材。
12、本发明第二方面公开了一种非均质金属材料的喷墨装置,用于实施如上任一所述的喷墨打印方法;
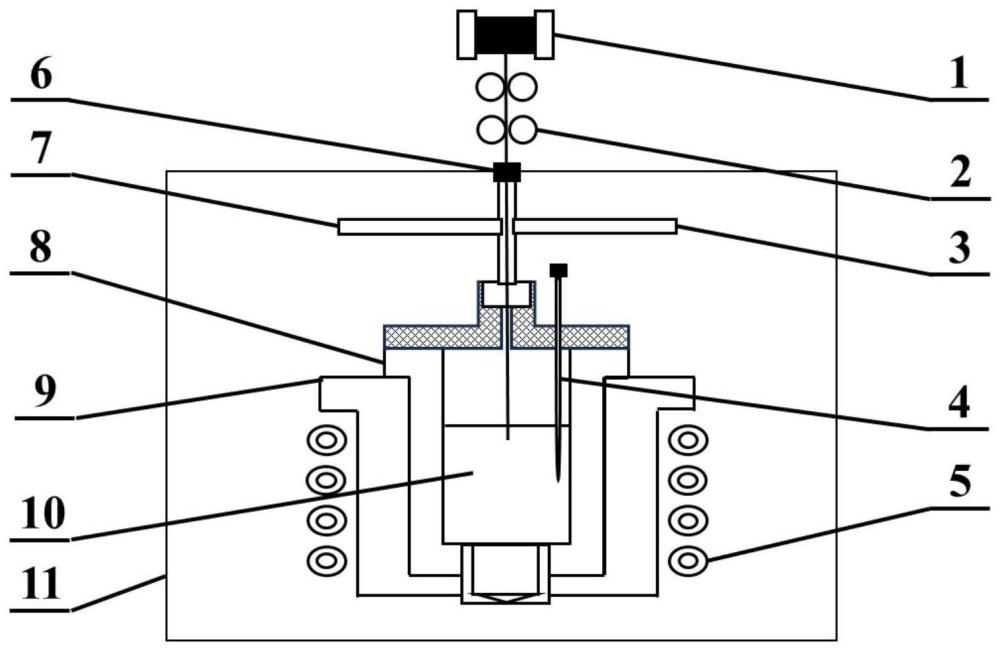
13、所述的喷墨装置包括喷头和送丝机;
14、所述的喷头内部设置有坩埚、保温衬套、加热机构和扰动加载机构;所述的坩埚内部放置金属熔体基材,所述的保温衬套套设于坩埚外,所述的加热机构用于加热坩埚内腔;所述的扰动加载机构用于向坩埚内腔加载扰动;
15、所述的送丝机将金属丝材送入坩埚内腔,所述的坩埚底部开设有喷墨孔。
16、优选地,所述的坩埚的材质根据熔体与喷嘴材料不润湿的标准选择;如根据处理对象可合适选为石墨坩埚、陶瓷坩埚等。
17、优选地,所述的加热机构通过感应加热、微波加热或电阻加热的方式加热坩埚内腔。
18、优选地,所述的喷头内部还设置有温度传感器,所述的温度传感器用于测定坩埚内腔的温度。
19、优选地,所述的喷头为密封结构,喷头的内部形成密闭腔体。
20、优选地,所述的送丝机设置有若干台,用于将多根金属丝材同时送入坩埚内腔。
21、本发明的工作原理为:
22、通过喷头连续喷墨、同时喷头内连续补充金属丝材,可实时调控金属熔体的组成并一次成型,由此打印得到的产品中过渡更为平缓。
23、与现有技术相比,本发明具有以下有益效果:
24、1、改进传统多喷头联动的装置设计,采用单个坩埚搭配数个送丝机构的模式,替代了现有的多喷头联动模式,降低了装备设计与制造的难度;同时删去喷头切换等复杂工序,简化了工艺,避免了增材过程中因定位精度问题而导致的尺寸精度下降的问题。使得该方法更简便、易于推广。
25、2、送丝机构的引入打破了非均质多功能金属材料增材过程中成分连续调控的限制,通过控制给料的方式和速率,实时调控坩埚内金属熔体的成分,代替均一成分的离散浇铸,使异种金属间的成分过渡更平缓,提高了连接强度。同时送丝机构的数量易于扩展,能满足复杂的产品需求。
26、3、作为沉积单元的熔滴尺寸微小、均匀,可以通过工艺参数调控,解决同时给料和熔体扰动喷射之间的相互影响问题,连续打印精度和表面粗糙度好的金属构件。
技术特征:
1.一种非均质金属材料的喷墨打印方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种非均质金属材料的喷墨打印方法,其特征在于,通过气动驱动、压电驱动、应力波驱动、电场诱导或磁场诱导的方式向金属熔体基材加载扰动。
3.根据权利要求1所述的一种非均质金属材料的喷墨打印方法,其特征在于,所述的金属熔体基材包括粉材、丝材或块体,其中,所述的块体包括颗粒、棒材或铸锭。
4.根据权利要求1所述的一种非均质金属材料的喷墨打印方法,其特征在于,进行喷墨打印时向喷头内同时送入多根金属丝材。
5.一种非均质金属材料的喷墨装置,其特征在于,用于实施如权利要求1-4任一所述的喷墨打印方法;
6.根据权利要求5所述的一种非均质金属材料的喷墨装置,其特征在于,所述的坩埚(8)的材质根据熔体与喷嘴材料不润湿的标准选择。
7.根据权利要求5所述的一种非均质金属材料的喷墨装置,其特征在于,所述的加热机构(5)通过感应加热、微波加热或电阻加热的方式加热坩埚(8)内腔。
8.根据权利要求5所述的一种非均质金属材料的喷墨装置,其特征在于,所述的喷头(11)内部还设置有温度传感器(4),所述的温度传感器(4)用于测定坩埚(8)内腔的温度。
9.根据权利要求5所述的一种非均质金属材料的喷墨装置,其特征在于,所述的喷头(11)为密封结构,喷头(11)的内部形成密闭腔体。
10.根据权利要求5所述的一种非均质金属材料的喷墨装置,其特征在于,所述的送丝机(2)设置有若干台,用于将多根金属丝材(1)同时送入坩埚(8)内腔。
技术总结
本发明属于金属增材制造领域,具体涉及一种非均质金属材料的喷墨打印方法及喷墨装置,包括如下步骤:S1:根据待打印结构确定路径规划,根据熔滴尺寸及喷墨频率确定向喷头内送入金属丝材的速度;S2:对金属熔体基材进行预处理并将预处理后的金属熔体基材置于喷头内;S3:置换喷头内的环境气氛为保护性气氛;S4:加热金属熔体基材并保温,控制金属熔体基材呈熔融态;S5:向熔融的金属熔体基材加载扰动进行喷墨打印,同时向喷头内连续送入金属丝材。与现有技术相比,本发明解决现有技术中不能一次成型、无法实时调控熔体成分、工艺复杂的问题,实现了非均质金属材料一次成型、成分梯度瞬时可控的问题,且此方法应用范围广泛且易于扩展。
技术研发人员:李军,李铭锴,任能,曾龙,夏明许,李建国
受保护的技术使用者:上海交通大学
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!