一种用于制作海洋环境下不锈钢钢丝的特种盘条及其制备方法与流程
本发明涉及盘条生产,尤其涉及一种用于制作海洋环境下不锈钢钢丝的特种盘条及其制备方法。
背景技术:
1、目前,索结构一般采用高强碳素钢平行丝或钢绞线,在桥梁实际运营中处于交变量应力状态,对外界环境腐蚀介质的侵害比较敏感,特别是跨海大桥,而不锈钢钢丝具有优异的耐cl-腐蚀和耐应力腐蚀性能,但目前并没有合适的用于制作不锈钢钢丝的盘条,因此为提高大跨度桥梁拉吊索的使用寿命和耐久性,降低桥梁全寿命周期运维成本,目前传统的用于制作钢丝的盘条如82b等碳钢耐腐蚀性能较差,而316、304等奥氏体不锈钢强度较低且耐应力腐蚀较差,故急需开发一种用于制作海洋环境下不锈钢钢丝的特种盘条。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明目的在于提供一种用于制作海洋环境下不锈钢钢丝的特种盘条及其制备方法,解决了现有技术中存在的问题,通过在lf炉加入稀土合金以及气体保护电渣工艺大幅度提高了钢纯净度,使其拥有优异的力学性能和疲劳性能,通过cr、ni、mo、n等元素的加入提高了盘条的耐腐蚀性能,避免了因锈蚀造成钢丝的更换,大大降低了维护成本。
3、(二)技术方案
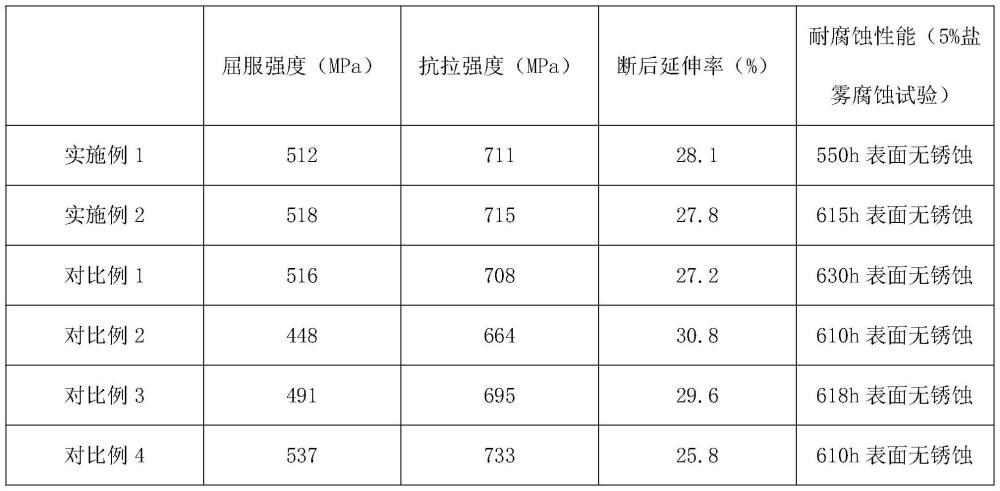
4、为实现上述目的,本发明提供如下技术方案:一种用于制作海洋环境下不锈钢钢丝的特种盘条及其制备方法,其化学成分重量百分比包括:c≤0.03%、si≤1.0%、mn≤2.0%、p≤0.035%、s≤0.015%、ni:2-6%、cr:20-25%、mo:0-3%、n:0.05-0.2%,其余为fe,盘条的物理性能满足屈服强度≥500mpa,抗拉强度≥700mpa,延伸率≥25%。
5、一种用于制作不锈钢钢丝的特征盘条的制备方法,包括以下步骤:s1电炉化钢水、s2aod炉冶炼、s3lf炉精炼、s4模铸、s5电渣重熔、s6轧制;其中s1、电炉化钢水:将原材料用电炉熔化成为钢水;s2、aod炉冶炼:去除碳、硅等杂质;s3、lf炉精炼:通过lf炉进一步精炼钢;s4、模铸:使用模具将液态钢水直接连续铸造成坯料;s5、电渣重熔:重新加热已铸造的钢材,去除不纯物质;s6、轧制:将坯料或型材通过一系列辊轮进行加工和压延制成盘条。
6、优选的,步骤s1电炉化钢水过程中分3-4次加入原料、辅料,出钢温度为1600℃。
7、优选的,步骤步骤s2aod炉冶炼过程分为:
8、预处理阶段:加入石灰、萤石造渣,初步调整化学成分;
9、吹c终点阶段:吹入氧气和氮气,控制碳含量,保证cr能够充分进入钢水;
10、预还原阶段:加入还原剂,初步将被氧化的cr、mn、si等元素从钢渣中还原出来;
11、还原阶段:继续加入还原剂,以确保钢水中的氧含量得到最小化。
12、优选的,步骤s2aod炉冶炼过程为阶梯式温度控制,包括:预处理阶段:开始温度:1500℃-1600℃,结束温度:1600℃-1620℃;吹c终点阶段:开始温度:1630℃-1650℃,结束温度:1650℃-1700℃;预还原阶段:开始温度:1700℃-1750℃,结束温度:1750℃-1780℃;还原阶段:开始温度:1700℃-1750℃,结束温度:1600℃-1700℃。
13、优选的,步骤s3lf炉精炼过程中通电加热时间≥20min,并在温度达到1560℃时加入占炉内重量比为0.015%的镧系稀土元素ce(铈),并镇静10-15min,出钢温度为:1520-1530℃。
14、优选的,步骤s4模铸过程中钢锭模的烘烤温度在浇注前>50℃;开浇前钢锭模内充氩气,使用氩气保护浇注,并且开浇温度范围为1500-1510℃。
15、优选的,步骤s5电渣重熔过程中的工艺为氩气保护的电渣工艺,包括:全程通入氩气,气体流速为20m3/h-50m3/h,在电渣炉中加温至1600℃-1650℃以熔化钢水,通过电渣覆盖钢材的表面,将不纯物质吸附并熔化,使其从钢材表面分离,电渣的熔化温度为1650℃-1700℃。
16、优选的,步骤s6轧制过程包括:将修磨好的钢锭加热至1050℃-1200℃,并在炉内保持时间不少于4小时;出炉后,进行粗轧,将钢锭制备成尺寸为125*155mm2的方坯;二次加热,温度维持在950℃-1150℃,在炉内保持时间不少于3小时;最后对方坯进行纯热轧制。
17、优选的,热轧轧制过程分为粗轧-中轧-精轧-线材预精轧-线材精轧-吐丝机吐丝-风冷辊道风冷-芯棒收集成卷。
18、优选的,中轧步骤中的温度为800℃-1000℃,线材预精轧的温度为700℃-900℃,线材精轧温度为600℃-800℃,吐丝机吐丝的拉伸速度为1m/s-5m/s,风冷辊道风冷的冷却风速为10m/s-20m/s,芯棒收集成卷的卷取张力:200n-500n。
19、(三)有益效果
20、通过该生产方法制成的盘条的物理性能满足屈服强度≥500mpa,抗拉强度≥700mpa,延伸率≥25%;纯净度指标:八项夹杂物总和≤2.5级,通过增加钢丝母材成分中的元素如铬(cr)、镍(ni)、氮(n)元素大幅增加了特种不锈钢盘条的耐腐蚀能力,在冶炼工艺中,通过lf炉阶段稀土的加入以及电渣重熔工艺的应用大大降低了钢水中夹杂物的含量,有利于后续轧制成型及拉拔成型,并在一定程度上提高了盘条的力学性能。
技术特征:
1.一种用于制作不锈钢钢丝的特种盘条,其特征在于,其化学成分重量百分比包括:碳(c):≤0.03%,硅(si):≤1.0%,锰(mn):≤2.0%,磷(p):≤0.035%,硫(s):≤0.015%,镍(ni):2%-6%,铬(cr):20%-25%,钼(mo):0%-3%,氮(n):0.05%-0.2%,其余为铁(fe)。
2.根据权利要求1所述的一种用于制作不锈钢钢丝的特种盘条,其特征在于,其制备方法包括以下步骤:
3.根据权利要求2所述的一种用于制作不锈钢钢丝的特种盘条,其特征在于,所述步骤s1电炉化钢水过程中分3-4次加入原料、辅料,原料化清成分合格后出钢,出钢温度为1600℃。
4.根据权利要求2所述的一种用于制作不锈钢钢丝的特种盘条,其特征在于,所述步骤s2aod炉冶炼过程分为:
5.根据权利要求4所述的一种用于制作不锈钢钢丝的特种盘条,其特征在于,所述步骤s2aod炉冶炼过程为阶梯式温度控制,包括:
6.根据权利要求2所述的一种用于制作不锈钢钢丝的特种盘条,其特征在于,所述步骤s3lf炉精炼过程中通电加热时间≥20min,并在温度达到1560℃时加入占炉内重量比为0.01%-0.02%的镧系稀土元素ce(铈),并镇静10-15min,出钢温度为:1520-1530℃。
7.根据权利要求2所述的一种用于制作不锈钢钢丝的特种盘条的制备方法,其特征在于,所述步骤s4模铸过程中钢锭模的烘烤温度在浇注前>50℃,开浇前钢锭模内充氩气,使用氩气保护浇注,浇注温度控制在1500-1510℃之内。
8.根据权利要求2所述的一种用于制作不锈钢钢丝的特种盘条,其特征在于,所述步骤s5电渣重熔过程中的工艺为氩气保护的电渣工艺,包括:全程通入氩气,气体流速为20m3/h-50m3/h,在电渣炉中加温至1600℃-1650℃以熔化钢水,通过电渣覆盖钢材的表面,将不纯物质吸附并熔化,使其从钢材表面分离,电渣的熔化温度为1650℃-1700℃。
9.根据权利要求2所述的一种用于制作不锈钢钢丝的特种盘条,其特征在于,所述步骤s6轧制过程包括:将修磨好的钢锭加热至1050℃-1200℃,并在炉内保持时间不少于4小时;出炉后,进行粗轧,将钢锭制备成方坯;二次加热,温度维持在950℃-1150℃,在炉内保持时间不少于3小时;最后对方坯进行纯热轧制。
10.根据权利要求2所述的一种用于制作不锈钢钢丝的特种盘条,其特征在于,所述轧制过程分为粗轧-中轧-精轧-线材预精轧-线材精轧-吐丝机吐丝-风冷辊道风冷-芯棒收集成卷,所述中轧步骤中的温度为800℃-1000℃,线材预精轧的温度为700℃-900℃,线材精轧温度为600℃-800℃,吐丝机吐丝的拉伸速度为1m/s-5m/s,风冷辊道风冷的冷却风速为10m/s-20m/s。
技术总结
本发明涉及特种盘条生产领域,尤其涉及一种用于制作海洋环境下不锈钢钢丝的特种盘条及其制备方法,包括以下步骤:S1、电炉化钢水:将原材料用电炉熔化成为钢水;S2、AOD炉冶炼:去除碳、硅等杂质;S3、LF炉精炼:通过LF炉进一步精炼钢;S4、模铸:使用模具将液态钢水直接连续铸造成坯料;S5、电渣重熔:重新加热已铸造的钢材,去除不纯物质;S6、轧制:将坯料或型材通过一系列辊轮进行加工和压延制成盘条,通过这些步骤制成的海洋环境下不锈钢钢丝的特种盘条具有优异的耐Cl‑腐蚀和耐应力腐蚀性能,可以提高大跨度桥梁拉吊索的使用寿命和耐久性,降低桥梁全寿命周期运维成本。
技术研发人员:潘宜杰,赵立刚,杨鹏
受保护的技术使用者:富佰新材料(浙江)有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!