一种涡喷发动机涡轮转子组合加工装置的制作方法
本发明涉及组合加工,具体涉及一种涡喷发动机涡轮转子组合加工装置。
背景技术:
1、涡喷发动机全称涡轮喷气式发动机,属于涡轮发动机的一种,涡喷发动机的特点是完全依赖燃气流产生推力。涡喷发动机分为离心式与轴流式两种。
2、现代涡喷发动机的结构由进气道、压气机、燃烧室、涡轮和尾喷管组成,涡喷发动机的做功过程为:空气首先进入发动机的进气道,进行流速调整;而后空气进入压气机,压气机工作叶片对气流做功,使气流的压力,温度升高;从燃烧室流出的高温高压燃气,流过同压气机装在同一条轴上的涡轮。燃气的部分内能在涡轮中膨胀转化为机械能,带动压气机旋转;从涡轮中流出的高温高压燃气,在尾喷管中继续膨胀,以高速沿发动机轴向从喷口向后排出。
3、压气机的工作原理是将机械能转化为空气能——空气通过轴流压气机逐级压缩,空气比容减小、密度增加、温度升高;在结构上,轴流式压气机由转子和定子组成,其中转子是一个高速旋转对气流做功的组合件,包括轮盘、鼓筒、轴、动叶等。转子的制造流程相当复杂,需要先将各组成部件进行单独的加工处理,最后再将各组件组合装配在一起,成为完整的涡喷发动机涡轮转子。
4、在现有的生产工艺中,涡喷发动机涡轮转子的组合加工通常都采用人工或半机械的装配方式,这种加工方式在实际应用的过程中,往往容易出现诸多问题:
5、1、装配部件多,且不同的装配部件之间的装配基准也各不相同,造成组合装配的精度低,且调整不便的问题。
6、2、人工装配及加工的方式不仅劳动强度大,而且加工效率低,难以适应于大规模生产。
7、3、装配过程中组成部件的上料切换和递转不便,无法实现连续自动化加工。
8、4、加工过程中,夹持不便、定位不准,导致加工装配误差过大的问题。
9、综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现思路
1、针对现有技术中的缺陷,本发明提供一种涡喷发动机涡轮转子组合加工装置,用以解决传统技术中在对涡喷发动机涡轮转子进行组合加工时,存在的组合装配的精度低不便于调整、加工的自动化程度低无法实现连续加工以及加工装夹不便的问题。
2、为实现上述目的,本发明提供如下技术方案:
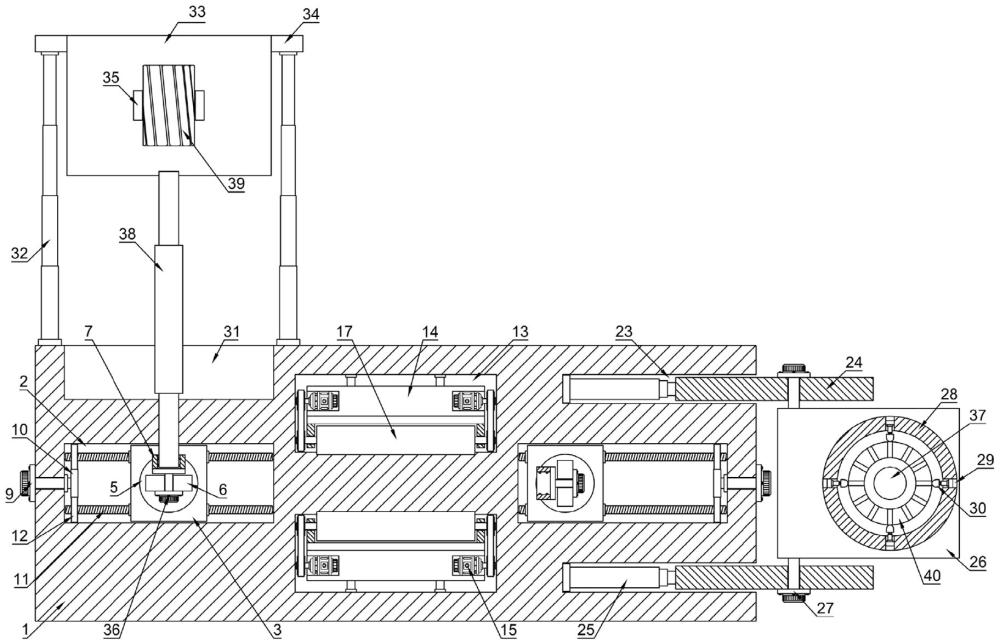
3、一种涡喷发动机涡轮转子组合加工装置,包括水平设置的方形底座,所述方形底座上分别设有滑动夹持组件、滚动修整组件和组合装配组件。
4、作为一种优化的方案,所述方形底座的上表面沿横向开设有两个对称的滑动限位口,所述滑动夹持组件包括滑动卡装在每个所述滑动限位口内的方形滑动座,所述方形滑动座的下表面中心处固接有转向驱动电机,所述转向驱动电机的输出轴末端向上穿过所述方形滑动座并固接有转向盘,所述转向盘紧贴所述方形滑动座的上表面设置,所述转向盘的上方升降设有方形夹装板,所述方形夹装板的外侧端面上固接有步进电机,所述步进电机的输出轴末端穿过所述方形夹装板并固接有圆筒夹持座。
5、作为一种优化的方案,所述转向盘的上表面固接有两个对称的升降伸缩缸,所述升降伸缩缸的上部伸缩端固接至所述方形夹装板的下表面。
6、作为一种优化的方案,所述方形底座的上表面沿纵向开设有两个对称的安装限位槽,所述滚动修整组件包括伸缩卡装在每个所述安装限位槽内的修整支撑座,所述修整支撑座为水平设置的t形座,每个所述修整支撑座的支撑上表面两端分别固接有两个对称的滚动驱动电机。
7、作为一种优化的方案,每个所述修整支撑座的外侧端面上分别固接有两块对称的支撑定位板,两块相对的所述支撑定位板之间转动安装有磨削修整辊,所述磨削修整辊的每个侧端面中心处分别固接有连接转轴,所述连接转轴的末端穿过所述支撑定位板并固接有从动传动轮。
8、作为一种优化的方案,每个所述滚动驱动电机的输出轴末端分别固接有主动传动轮,所述主动传动轮和所述从动传动轮之间套设有传动带。
9、作为一种优化的方案,所述方形底座的每个横向侧端面上分别固接有滑动驱动电机,所述滑动驱动电机的输出轴末端延伸至所述滑动限位口内并固接有主传动齿轮。
10、作为一种优化的方案,所述滑动限位口的两个横向内壁之间转动安装有两根对称的驱动螺纹杆,两根所述驱动螺纹杆分别横向穿过并螺纹连接于所述方形滑动座,每根所述驱动螺纹杆靠近末端的外周壁上分别固接有副传动齿轮,所述副传动齿轮与所述主传动齿轮啮合传动。
11、作为一种优化的方案,所述安装限位槽的内槽面上沿纵向固接有两个对称的电控伸缩缸,每个所述电控伸缩缸的伸缩末端分别固接至所述修整支撑座靠近下部的内侧端面。
12、作为一种优化的方案,所述方形底座的其中一个侧端面上开设有两个对称的横向收纳口,每个所述横向收纳口内分别伸缩设有条形延伸板,每个所述横向收纳口的内侧端面上分别固接有横向伸缩缸,所述横向伸缩缸的伸缩末端固接至所述条形延伸板的横向侧端面。
13、作为一种优化的方案,所述组合装配组件包括翻转组装板,所述翻转组装板转动安装在两块所述条形延伸板之间,所述翻转组装板为水平设置的方形板,每块所述条形延伸板的外侧壁上分别固接有翻转驱动电机,所述翻转驱动电机的输出轴末端穿过所述条形延伸板并固接至所述翻转组装板的纵向侧端面。
14、作为一种优化的方案,所述翻转组装板的上表面固接有装夹卡环,所述装夹卡环的内周壁上开设有若干个中心对称的伸缩安装口,每个所述伸缩安装口内分别伸缩设有顶撑夹紧块。
15、作为一种优化的方案,所述方形底座靠近端部的纵向侧壁上开设有滑动避让槽,所述滑动避让槽的两侧分别固接有两个对称的纵向伸缩缸,所述纵向伸缩缸固接在所述方形底座的纵向侧壁上。
16、作为一种优化的方案,所述组合装配组件还包括水平托板,所述水平托板的每个横向侧端面上分别固接有连接侧板,所述纵向伸缩缸的伸缩末端固接至所述连接侧板,所述水平托板的上表面固接有纵向的弧面卡装座。
17、与现有技术相比,本发明的有益效果是:
18、本发明中设置的滑动夹持组件可实现组合装配过程中对于转子轴的加工夹持,具体地,滑动夹持组件沿横向设有两组,每组滑动夹持组件包括一个水平的方形滑动座,方形滑动座可在滑动驱动电机的控制下沿横向滑动,以调整夹持间距,方形滑动座的上方升降设有方形夹装板,通过升降伸缩缸的伸缩可调节夹持高度;进一步地,方形滑动座的下表面固接有转向驱动电机,通过转向驱动电机的转动可调整夹持方向,从而简化了加工夹持的操作流程。
19、本发明中设置的滚动修整组件可实现组合装配精度的调整。具体来说,滚动修整组件沿纵向设有两组,每组滚动修整组件包括一个修整支撑座,修整支撑座上转动设有磨削修整辊,磨削修整辊可在滚动驱动电机的控制下绕轴自转,从而对装配部件的外圆周面进行磨削修整,从而实现组装的适配性调节;进一步地,修整支撑座可在电控伸缩缸的控制下沿安装限位槽滑动,从而调整两个磨削修整辊之间的加工间距,以适应不同直径的装配部件的表面修整,提高了组合装配的精度。
20、本发明中设置的组合装配组件可通过与滑动夹持组件的联动配合,来实装配组合过程中的自动化上料、中转切换以及组装部件在各个组装过程中的递进转移,从而实现连续性加工,提高了加工效率。
- 还没有人留言评论。精彩留言会获得点赞!