一种行波管夹持杆的制备方法与流程
1.本发明涉及微波真空电子技术领域,具体涉及行波管夹持杆的制备方法。
背景技术:
2.现有电子陶瓷中的行波管夹持杆,是由氧化铍,氮化铝和氮化硼等材料制备而成,陶瓷夹持杆是螺旋线行波管中的关键元器件之一,在行波管中起着支撑螺旋线和散热作用。
3.由以下单一材料制备的夹持杆存在不足之处:1.熔融石英陶瓷(sio2)制备的夹持杆具有热导率较低的缺点;2.氧化铝陶瓷(al2o3)制备的夹持杆具有高频损耗大的缺点;3.氧化铍陶瓷(beo)制备的夹持杆具有毒性,容易污染环境;4.氮化硼陶瓷(bn)制备的夹持杆具有热导率低的缺点。
4.现有的行波管夹持杆具有高频损耗大,散热慢不适合应用于大功率高频行波管上,同时现有的行波管夹持杆还具有低强度和低韧性等缺点,很容易因为受力不均匀而发生断裂,造成大量材料的浪费。
技术实现要素:
5.本发明要解决的技术问题是克服现有技术存在的不足,提供一种可以解决导热散热性差、较小功率容量、韧性差和高频损耗大的陶瓷夹持杆。
6.为解决上述技术问题,本发明采用以下技术方案:行波管夹持杆的制备方法,包括以下步骤:s1:按质量比称取以下粉末,氮化物陶瓷粉末95~99%;助烧剂粉末0.3~1.8%;钛0~1.2%;铝0~1.5%;镧0~0.8%;钽0~0.5%,并将其混合成中心杆材料;
7.s2:将步骤s1中的混合物加入球磨罐,球磨36h以上;
8.s3:将步骤s2中球磨后的混合物烘烤8h;
9.s4:将步骤s3中烘烤后的混合物倒入温度为80℃的密炼机内并加入7.5%粘结剂进行密炼4h;
10.s5:将步骤s4中密炼好的浆料挤至成型机内,挤制成杆;
11.s6:将步骤s5中的杆坯件放入1330~1400℃的氮气氛炉中保温1~2h烧成陶瓷中心杆;
12.s7:在步骤s6的陶瓷中心杆上喷涂陶瓷介质材料并烘干;
13.s8:在已喷涂陶瓷介质材料的陶瓷中心杆上再喷涂散热材料并烘干;
14.s9:将喷涂散热材料完毕的陶瓷中心杆放入1400~1500℃的氮气炉里中保温2~3h烧结成瓷。
15.优选地,所述步骤s1中的氮化物陶瓷粉末包括氮化硅、氮化铝,助烧剂粉末包括氟化钙、氟化镁。
16.优选地,所述步骤s4中的粘结剂包括石蜡、聚乙烯、硬脂酸和cmc,其按质量比为石蜡:聚乙烯:硬脂酸:cmc=58:32:7:3。
17.优选地,制备所述陶瓷介质材料的方法为由质量占比99.5%的介质主料加入0.5%的粘结剂混合,并在该混合物中加入离子水混磨28h制成的浆料,离子水占该浆料的4/5。
18.优选地,所述介质主料包括尖晶石组份、堇青石组份、稳定剂以及烧结助剂,其按质量比为尖晶石组份:堇青石组份:稳定剂:烧结助剂=45~60:35~45:5~8:0~5。
19.优选地,所述尖晶石组份包括铬-镁铝型、铁-镁铝型、锰-镁铝型、锌-镁铝型。
20.优选地,所述堇青石组份包括铁或锆。
21.优选地,所述稳定剂包括钛酸镁、钛酸钙、钛酸钡、钛酸锂。
22.优选地,所述烧结助剂包括ca2+、ba2+的二价阳离子。
23.优选地,制备所述散热材料的方法为称取质量占比88%的中心杆材料中加入12%的陶瓷介质材料以及0.5%的粘结剂混合,并在该混合物中加入去离子水混磨均匀得到浆料,该去离子水占该浆料的4/5。
24.与现有技术相比,本发明的优点在于:本发明所制备的行波管夹持杆具有高频损耗小,散热快等优点,适合应用于大功率高频行波管上;同时,夹持杆具有高强度和高韧性,在制造陶瓷生产途中以及后续装配时可操作性很高,适应量化生产。
具体实施方式
25.以下具体实施例对本发明作进一步详细说明,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.本实施例的行波管夹持杆的制备方法,包括以下步骤:
27.s1:按质量比称取以下粉末,氮化物陶瓷粉末95~99%;助烧剂粉末0.3~1.8%;钛0~1.2%;铝0~1.5%;镧0~0.8%;钽0~0.5%,并将其混合成中心杆材料;
28.s2:将步骤s1中的混合物加入球磨罐,球磨36h以上;
29.s3:将步骤s2中球磨后的混合物烘烤8h;
30.s4:将步骤s3中烘烤后的混合物倒入温度为80℃的密炼机内并加入7.5%粘结剂进行密炼4h;
31.s5:将步骤s4中密炼好的浆料挤至成型机内,挤制成杆;
32.s6:将步骤s5中的杆坯件放入1330~1400℃的氮气氛炉中保温1~2h烧成陶瓷中心杆;
33.s7:在步骤s6的陶瓷中心杆上喷涂陶瓷介质材料并烘干;
34.s8:在已喷涂陶瓷介质材料的陶瓷中心杆上再喷涂散热材料并烘干;
35.s9:将喷涂散热材料的陶瓷中心杆放入1400~1500℃的氮气炉里中保温2~3h烧结成瓷。
36.本实施例中,本发明特设制一种多层复合陶瓷夹持杆:在陶瓷中心杆上,喷涂具有高频损耗小和能补偿里外层衰减系数的中间层的陶瓷介质材料,按各原材料成份配比的大小,是可调节介电常数大小来满足功率容量和介电损耗的;最外层再喷涂散热性好的,同时能满足介电常数的散热材料。从而本发明具有高频损耗小,散热快等优点,适合应用于大功率高频行波管上;同时,夹持杆具有高强度和高韧性,在制造陶瓷生产途中以及后续装配时
可操作性很高。
37.本实施例中,铝可用锌,钡等单质金属替换;镧可用铈,钇铌等稀土元素替换。
38.其中,所述步骤s1中的氮化物陶瓷粉末包括氮化硅、氮化铝,助烧剂粉末包括氟化钙、氟化镁。
39.其中,所述步骤s4中的粘结剂包括石蜡、聚乙烯、硬脂酸和cmc,其按质量比为石蜡:聚乙烯:硬脂酸:cmc=58:32:7:3。
40.其中,制备所述陶瓷介质材料的方法为由质量占比99.5%的介质主料加入0.5%的粘结剂混合,并在该混合物中加入离子水混磨28h制成的浆料,离子水占该浆料的4/5。
41.其中,所述介质主料包括尖晶石组份、堇青石组份、稳定剂以及烧结助剂,其按质量比为尖晶石组份:堇青石组份:稳定剂:烧结助剂=45~60:35~45:5~8:0~5。
42.其中,所述尖晶石组份包括铬-镁铝型、铁-镁铝型、锰-镁铝型、锌-镁铝型。
43.其中,所述堇青石组份包括铁或锆。
44.其中,所述稳定剂包括钛酸镁、钛酸钙、钛酸钡、钛酸锂。
45.其中,所述烧结助剂包括ca2+、ba2+的二价阳离子。
46.其中,制备所述散热材料的方法为称取质量占比88%的中心杆材料中加入12%的陶瓷介质材料以及0.5%的粘结剂混合,并在该混合物中加入去离子水混磨均匀得到浆料,该去离子水占该浆料的4/5。
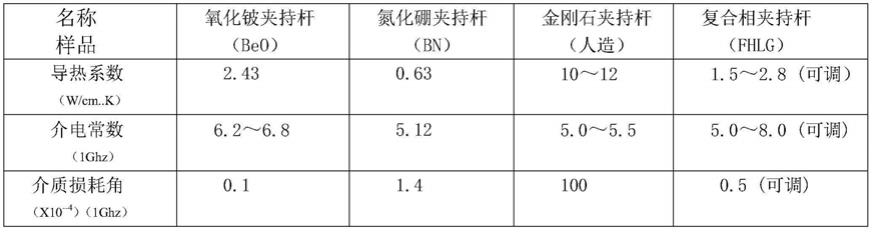
47.经实验论证所得最佳性能状态数据如下表1:(本发明制备的行波管夹持杆为:fhlg复合材料夹持杆)
48.表1与几种常见介质材料夹持杆的有关物理特性相比较表
[0049][0050]
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例。对于本技术领域的技术人员来说,在不脱离本发明技术构思前提下所得到的改进和变换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1