水泥厂余热发电协同养护免烧型压滤土尾矿砖生产工艺的制作方法
[0001]
本发明涉及免烧型压滤土尾矿砖的生产工艺,更具体地说,涉及一种水泥厂余热发电协同养护免烧型压滤土尾矿砖生产工艺。
背景技术:
[0002]
粘土烧结砖是一种传统的建筑材料,曾在人类发展的过程中发挥了重大作用,但在高速发展的21世纪其弊端逐渐显现:耕地严重破坏以及高能耗高排放,统计资料显示每年烧制粘土砖毁坏的耕地达15万公顷以上,每年生产粘土砖的煤耗大约为7000万吨。随着相关耕地保护和环保政策的实行,自2002年起多个大中城市已禁止使用粘土砖,免烧砖作为一种新型的建筑材料已逐步替代粘土砖市场。值得注意的是,免烧砖虽然能耗和排放量相对于粘土烧结砖低很多,但其生产过程却有一个必不可少的环节:蒸压养护。一般来说,蒸压养护温度高达150~200℃,时间6~10小时,蒸压养护过程仍会消耗大量的能源。
[0003]
水泥工厂余热发电工艺中产生的高温水蒸气温度高达330~380℃,若将此高温水蒸气经过降温降压设备处理后用于蒸压养护免烧砖,则会节约大量的能源以及减少蒸压工艺相关的附属设备,带来可观的经济效益。
技术实现要素:
[0004]
本发明要解决的技术问题在于,提供一种水泥厂余热发电协同养护免烧型压滤土尾矿砖生产工艺,其为免烧砖制备工艺,可以大量处理骨料废渣,利用工厂余热发电技术降低制砖过程中的能耗。
[0005]
本发明解决其技术问题所采用的技术方案是:构造一种水泥厂余热发电协同养护免烧型压滤土尾矿砖生产工艺,包括以下步骤:
[0006]
s1、获取压滤土和筛下料,所述压滤土来自于水洗骨料后产生的泥浆经压滤机除水后所排放的废弃物,所述筛下料来自于骨料破碎分选过程中的边角料;
[0007]
s2、将大块压滤土破碎成为小块物料;
[0008]
s3、将步骤s2中获取的小块压滤土与筛下料和水泥按照比例搅拌均匀,混合料中各组分的质量百分比如下:压滤土55%-65%,筛下料25%-30%,水泥10%-15%;
[0009]
s4、将步骤s3中的搅拌混合料在一级粉混机中进行打散;
[0010]
s5、将步骤s4中的混合料进行陈化处理;
[0011]
s6、将步骤s5中的混合料在二级粉混机中进行打散;
[0012]
s7、将步骤s6中的混合料在滚筛机中进行分选,粒径高于20mm的筛上部分返回二级粉混机中进行打散;
[0013]
s8、将步骤s7中经过分选的粒径小于20mm的物料输入砖机压制成型;
[0014]
s9、采用蒸压釜蒸压养护砖坯。
[0015]
上述方法中,所述步骤s3中混合料的含水量不大于10%。
[0016]
上述方法中,所述步骤s9中蒸压釜水蒸气压力:1.2mpa,温度:190-200℃,蒸压时
间8-10小时。
[0017]
上述方法中,所述步骤s9中蒸压釜中高温水蒸气来自水泥厂余热发电站,水泥厂余热发电站的高温水蒸气经过降温降压设备调整高温水蒸气温度与压力参数直至满足免烧砖养护要求。
[0018]
实施本发明的水泥厂余热发电协同养护免烧型压滤土尾矿砖生产工艺,具有以下有益效果:
[0019]
1、常规蒸汽养护的此类标砖(240*115*53)的综合成本约0.25元/块,本发明使用水泥窑余热养护的免烧砖相对于天然气锅炉养护的免烧砖成本更低,单块可降低0.07元,具有更高的经济价值。
[0020]
2、本发明工艺中的生产车间为全封闭车间,减少粉尘外排,采用水泥窑余热作为蒸压釜蒸汽,无排放,为绿色环保工厂。
[0021]
3、本发明使用的养护蒸汽来自于水泥窑的余热发电,制砖采用的原材料全部来自于自有水泥厂和骨料工厂,有助于水泥企业延伸产业链,形成循环经济企业。
附图说明
[0022]
下面将结合附图及实施例对本发明作进一步说明,附图中:
[0023]
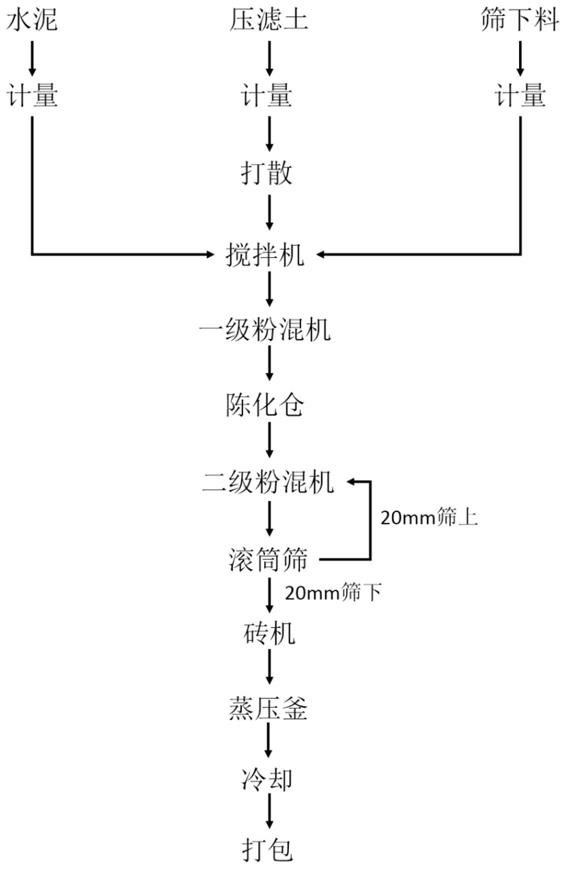
图1是本发明水泥厂余热发电协同养护免烧型压滤土尾矿砖生产工艺的流程图;
[0024]
图2是利用余热发电技术制备满足蒸压养护要求水蒸气的流程图。
具体实施方式
[0025]
为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
[0026]
如图1所示,本发明水泥厂余热发电协同养护免烧型压滤土尾矿砖生产工艺将含水量较大的压滤土废渣和筛下料、水泥等原材料均匀混合,砖机高压成型砖坯,经过蒸压养护过程提高砖的质量和性能。其包括以下步骤:
[0027]
1原材料储存及混合料制备
[0028]
1.1废渣成分检测
[0029]
首先对需要处理的压滤土化学成分进行检测,化学成分会影响蒸压养护过程中的反应过程进而直接影响免烧砖的强度。武穴压滤土检测结果如表1:
[0030]
表1
[0031]
物料名sio2caomgofe2o3al2o3loi武穴压滤土10.1334.5710.491.113.0239.10
[0032]
从检测结果看,武穴压滤土主要化学成分为方解石和白云石,其中白云石在高温碱性环境下会发生化学反应。
[0033]
1.2压滤土废渣制备
[0034]
由于武穴骨料是湿法工艺,骨料在加工破碎的过程中有循环水清洗,骨料表面原先附着的石粉以及部分附着在骨料表面的粘土也被冲洗下来,泥浆经过压滤机处理后形成压滤土泥饼。受技术及处理效率的影响,压滤土含水率一般维持在20%以上,用于制砖时水分过高必须与含水率较低的筛下料配合使用。
[0035]
2配料搅拌
[0036]
由于压滤土中已经含有足量的水分,生产过程中无需加水。压滤土、筛下料以及水泥等物料经过计量称后进入卧式搅拌机,中控室控制搅拌机每盘的搅拌量以及搅拌时间,采用间歇式搅拌的方法可保证良好的搅拌效果。
[0037]
由于压滤土塑性高,搅拌过程中易结团影响物料的均匀性,因此物料经过搅拌机后还需进行粉混,将土团进一步打散。打散后的物料经过皮带运输机进入陈化仓,陈化时间20~30分钟,使物料内部水分更加均匀。陈化好的物料经过二级粉混机后可基本保证所有的土团被打散,保证了免烧砖产品质量的稳定性。物料经过二级粉混后再进入滚筒筛,主要是去除筛下料中存在的大颗粒石子以及极少部分未被打散的土团。
[0038]
3砖坯成型
[0039]
经过滚筒筛过筛后的物料由砖机制成砖坯,每模成型36块,成型周期约14~15秒。采用机械手将砖坯码放在蒸养小车上,每车码放1680块,每条蒸压釜可养护30车砖坯。
[0040]
4养护及存放
[0041]
蒸压釜的工作参数为如下:
[0042]
工作压力(max):1.5mpa(正常1.2mpa);工作温度(max):201.4℃;设计压力:1.6mpa;设计温度:204.3℃;全容积:168m3。
[0043]
余热电站主水蒸气的参数如下:
[0044]
压力:额定2.2mpa,实际运行1.27~1.7mpa;温度:额定370℃,实际运行330~380℃。
[0045]
根据上述参数,由于余热电站尾气温度高于蒸压釜设计压力,因此本案设计喷水减温装置一套。如图2所示,图2中虚线框选部分为原余热发电系统。从余热电站集汽缸引出的水蒸气经过喷水减温装置后,将温度降至蒸压釜生产过程需要的温度,送至蒸压釜使用。喷水减温装置使用的水源来自于余热电站的高压给水系统,可满足喷水系统的需要。余热发电生产工艺中产生的高温水蒸气,一部分提供给免烧砖生产线进行蒸压养护,剩余的部分仍进行余热发电。高温水蒸气的供给根据水泥厂和免烧砖生产情况统筹协调,可保证资源的最大化利用。
[0046]
采用蒸压釜蒸压养护砖坯,保持压力:1.2mpa,温度:170-180℃,蒸压8-10小时。出釜后的成品砖冷却后检测合格即可打包出厂。
[0047]
上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1