一种钢型材系统制备方法与流程
1.本发明涉及钢型材系统加工技术领域,尤其涉及一种钢型材系统制备方法。
背景技术:
2.钢型材,英文steel profile.建筑设计专业术语,型材是铁或钢以及具有一定强度和韧性的材料通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体。这类材料具有的外观尺寸一定,断面呈一定形状,具有一定的力学物理性能。型材既能单独使用也能进一步加工成其他制造品,常用于建筑结构与制造安装。机械工程师可根据设计要求选择型材的具体形状、材质、热处理状态、力学性能等参数,再根据具体的尺寸形状要求将型材进行分割,而后进一步加工或热处理,达到设计的精度要求。
3.型材常见的分类方法主要有以下5种:
4.(1)按生产方法分类
5.型材按生产方法可以分成热轧型材、冷弯型材、冷轧型材、冷拔型材、挤压型材、锻压型材、热弯型材、焊接型材和特殊轧制型材等。
6.(2)按断面特点分类
7.型材按其横断面形状可分成简单断面型材和复杂断面型材。简单断面型材的横断面对称、外形比较均匀、简单,如圆钢、线材、方钢和扃钢等。复杂断面型材又称为异型断面型材,其特征是横断面具有明显凸凹分支。因此又可以进一步分成凸缘型材、多台阶型材、宽薄型材、局部特殊加工型材、不规则曲线型材、复合型材、周期断面型材和金属丝材等等。
8.(3)按使用部门分类
9.型材按使用部门分类有铁路用型材(钢轨、鱼尾板、道岔用轨、车轮、轮箍)、汽车用型材(轮辋、轮胎挡圈和锁圈)、造船用型材(l型钢、球扁钢、z字钢、船用窗框钢)、结构和建筑用型材(h型钢、工字钢、槽钢、角钢、吊车钢轨、窗框和门框用材、钢板桩等)、矿山用钢(u型钢、槽帮钢、矿用工字钢、刮板钢等)、机械制造用异型材等。
10.(4)按断面尺寸大小分类
11.型材按断面尺寸可分为大型、中型和小型型材,其划分常以它们分别适合在大型、中型和小型轧机上轧制来分类。大型、中型和小型的区分实际上并不严格。另外还有用单重(kg/m)来区分的方法。一般认为,单重在5kg/m以下的是小型材,单重在5~20kg/m的是中型材,单重超过20kg/m的是大型材。
12.钢型材系统,英文,steel profile styems,钢型材系统就是将设计与计算好的型材与相关的其他部件组合成一个特定的系统,并满足性能等的相关需要。现有技术中,钢型材多通过多道次的冷拔加工而成。冷拔的产品相较于热成型产品具有尺寸精度高、表面光洁度好的优点。但型材冷拔之前要进行辗头,因此易产生金属消耗,增加成本,冷拔还易造成型材件弯曲、降低塑性、产生裂纹等缺陷。基于上述陈述,本发明提出了一种钢型材系统制备方法。
技术实现要素:
13.本发明的目的是为了解决现有技术中钢型材系统制备采用冷拔方法,易产生金属消耗,增加成本,冷拔还易造成型材件弯曲、降低塑性、产生裂纹等问题,而提出的一种钢型材系统制备方法。
14.一种钢型材系统制备方法,所述钢型材系统为冷弯成形的钢型材、特种玻璃、epdm胶条与配件共同构筑而成的一种建筑钢型材门窗幕墙隔断系统;所述钢型材系统制备方法,包括以下步骤:
15.s1、钢型材的制备:利用钢材质通过定制化开模,经冷弯设备加工而成;
16.s2、特种玻璃的制备:选用金属氧化物和非金属氧化物为主要原料,添加助剂混合粉碎后,加热熔化得到澄清玻璃液,成型,退火即得所需特种玻璃;
17.s3、将步骤s1中制备的钢型材、步骤s2中制备的特种玻璃、epdm胶条与配件共同构筑形成所需的钢型材系统。
18.优选的,所述步骤s1中的钢型材选用欧标s280材质。
19.优选的,所述步骤s1中还包括钢型材表面处理工艺,具体采用锌铝镁合金对钢型材表面进行处理。
20.优选的,所述步骤s2中金属氧化物由以下重量百分比的原料组成:氧化锆3
‑
12%、氧化镧1
‑
5%、氧化钡10
‑
20%、氧化锌12
‑
25%、氧化钙18
‑
35%、氧化镁18
‑
35%、氧化铝20
‑
40%、余量为氧化钠。
21.优选的,所述步骤s2中非金属氧化物为二氧化硅。
22.优选的,所述步骤s2中助剂由质量比为1:1的硝酸钾和碳酸钾复配而得。
23.优选的,所述步骤s2中金属氧化物、非金属氧化物和助剂的质量比为30
‑
40:10
‑
18:1
‑
2。
24.优选的,所述步骤s3中配件包括螺栓、螺母、内置连接件、活动挂钩、弹性扣件、合页、铰链和固定件。
25.本发明提出的一种钢型材系统制备方法,具有以下有益效果:
26.1、本发明通过将钢型材、特种玻璃、epdm胶条与配件共同构筑形成所需的钢型材系统,该钢型材系统具有设计稳定,加工容易,生产高效,安装快捷。
27.2、本发明选用欧标s280材质为原料,通过定制化开模,经冷弯设备加工制得钢型材,相比于现有技术,本发明制备的钢型材用钢量少,用钢轻量化,节约社会资源,产品具有较高的强度,质量高,塑性好,完全满足市场需要,本发明采用锌铝镁合金对钢型材表面进行处理,有效的提高了钢型材的耐腐蚀性能。
28.3、本发明选用金属氧化物和非金属氧化物为主要原料,添加助剂混合粉碎后,加热熔化得到澄清玻璃液,成型,退火即得所需特种玻璃,所得特种玻璃透光率高,防爆性好,安全性高,通过添加助剂有效的缩短了特种玻璃钢化时间,提高了特种玻璃的均一性和硬度。
29.4、本发明中钢型材、特种玻璃、epdm胶条和配件组成的钢型材系统具有优良防水防风性能,以及隔热节能作用。本发明制备的钢型材系统透光性高、透光面积大,极大的满足了室内采光要求。
附图说明
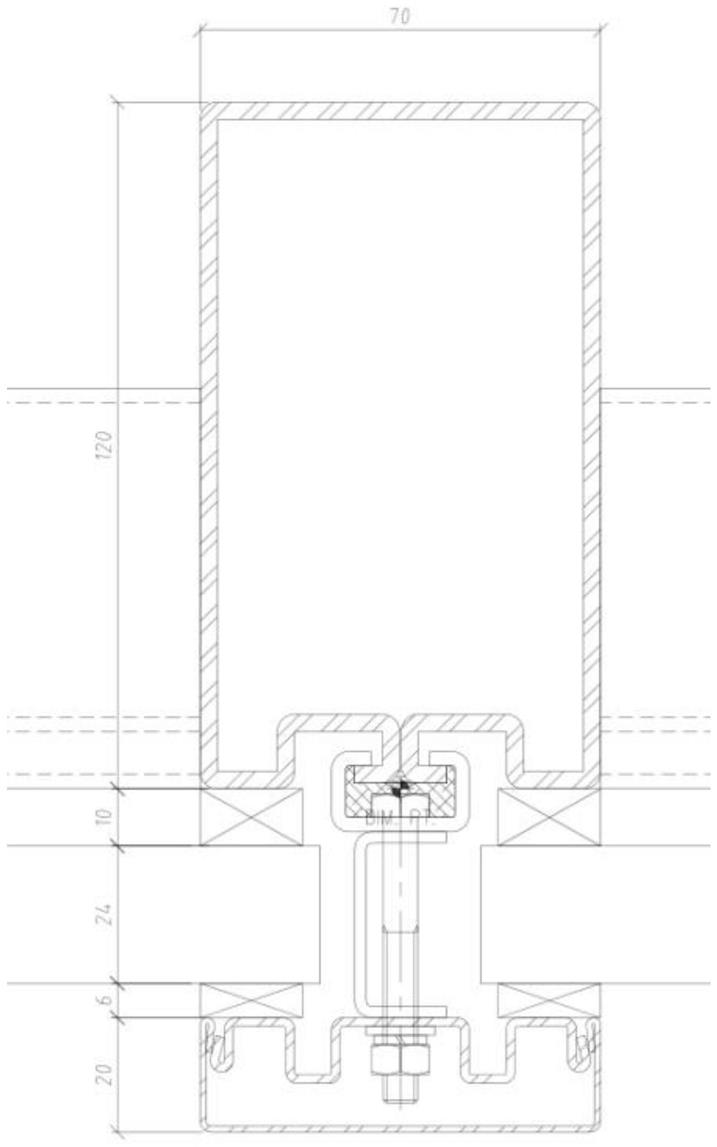
30.图1为本发明提出的一种钢型材系统制备方法所制备的钢型材系统的结构示意图;
31.图2为本发明提出的一种钢型材系统制备方法所制备的钢型材系统的部分结构示意图。
具体实施方式
32.下面结合具体实施例对本发明作进一步解说。
33.实施例一
34.本发明提出的一种钢型材系统制备方法,所述钢型材系统为冷弯成形的钢型材、特种玻璃、epdm胶条与配件共同构筑而成的一种建筑钢型材门窗幕墙隔断系统;所述钢型材系统制备方法,包括以下步骤:
35.s1、钢型材的制备:利用钢材质通过定制化开模,经冷弯设备加工而成;
36.s2、特种玻璃的制备:选用金属氧化物和非金属氧化物为主要原料,添加助剂混合粉碎后,加热熔化得到澄清玻璃液,成型,退火即得所需特种玻璃;
37.s3、将步骤s1中制备的钢型材、步骤s2中制备的特种玻璃、epdm胶条与配件共同构筑形成所需的钢型材系统;
38.其中,步骤s1中的钢型材选用欧标s280材质;
39.步骤s1中还包括钢型材表面处理工艺,具体采用锌铝镁合金对钢型材表面进行处理;
40.步骤s2中金属氧化物由以下重量百分比的原料组成:氧化锆3%、氧化镧1%、氧化钡10%、氧化锌12%、氧化钙18%、氧化镁18%、氧化铝20%、余量为氧化钠;
41.步骤s2中非金属氧化物为二氧化硅;
42.步骤s2中助剂由质量比为1:1的硝酸钾和碳酸钾复配而得;
43.步骤s2中金属氧化物、非金属氧化物和助剂的质量比为30:10:1;
44.步骤s3中配件包括螺栓、螺母、内置连接件、活动挂钩、弹性扣件、合页、铰链和固定件。
45.实施例二
46.本发明提出的一种钢型材系统制备方法,所述钢型材系统为冷弯成形的钢型材、特种玻璃、epdm胶条与配件共同构筑而成的一种建筑钢型材门窗幕墙隔断系统;所述钢型材系统制备方法,包括以下步骤:
47.s1、钢型材的制备:利用钢材质通过定制化开模,经冷弯设备加工而成;
48.s2、特种玻璃的制备:选用金属氧化物和非金属氧化物为主要原料,添加助剂混合粉碎后,加热熔化得到澄清玻璃液,成型,退火即得所需特种玻璃;
49.s3、将步骤s1中制备的钢型材、步骤s2中制备的特种玻璃、epdm胶条与配件共同构筑形成所需的钢型材系统;
50.其中,步骤s1中的钢型材选用欧标s280材质;
51.步骤s1中还包括钢型材表面处理工艺,具体采用锌铝镁合金对钢型材表面进行处理;
52.步骤s2中金属氧化物由以下重量百分比的原料组成:氧化锆5%、氧化镧2%、氧化钡12%、氧化锌15%、氧化钙20%、氧化镁22%、氧化铝25%、余量为氧化钠;
53.步骤s2中非金属氧化物为二氧化硅;
54.步骤s2中助剂由质量比为1:1的硝酸钾和碳酸钾复配而得;
55.步骤s2中金属氧化物、非金属氧化物和助剂的质量比为32:12:1.2;
56.步骤s3中配件包括螺栓、螺母、内置连接件、活动挂钩、弹性扣件、合页、铰链和固定件。
57.实施例三
58.本发明提出的一种钢型材系统制备方法,所述钢型材系统为冷弯成形的钢型材、特种玻璃、epdm胶条与配件共同构筑而成的一种建筑钢型材门窗幕墙隔断系统;所述钢型材系统制备方法,包括以下步骤:
59.s1、钢型材的制备:利用钢材质通过定制化开模,经冷弯设备加工而成;
60.s2、特种玻璃的制备:选用金属氧化物和非金属氧化物为主要原料,添加助剂混合粉碎后,加热熔化得到澄清玻璃液,成型,退火即得所需特种玻璃;
61.s3、将步骤s1中制备的钢型材、步骤s2中制备的特种玻璃、epdm胶条与配件共同构筑形成所需的钢型材系统;
62.其中,步骤s1中的钢型材选用欧标s280材质;
63.步骤s1中还包括钢型材表面处理工艺,具体采用锌铝镁合金对钢型材表面进行处理;
64.步骤s2中金属氧化物由以下重量百分比的原料组成:氧化锆7%、氧化镧3%、氧化钡15%、氧化锌18%、氧化钙25%、氧化镁26%、氧化铝30%、余量为氧化钠;
65.步骤s2中非金属氧化物为二氧化硅;
66.步骤s2中助剂由质量比为1:1的硝酸钾和碳酸钾复配而得;
67.步骤s2中金属氧化物、非金属氧化物和助剂的质量比为35:14:1.5;
68.步骤s3中配件包括螺栓、螺母、内置连接件、活动挂钩、弹性扣件、合页、铰链和固定件。
69.实施例四
70.本发明提出的一种钢型材系统制备方法,所述钢型材系统为冷弯成形的钢型材、特种玻璃、epdm胶条与配件共同构筑而成的一种建筑钢型材门窗幕墙隔断系统;所述钢型材系统制备方法,包括以下步骤:
71.s1、钢型材的制备:利用钢材质通过定制化开模,经冷弯设备加工而成;
72.s2、特种玻璃的制备:选用金属氧化物和非金属氧化物为主要原料,添加助剂混合粉碎后,加热熔化得到澄清玻璃液,成型,退火即得所需特种玻璃;
73.s3、将步骤s1中制备的钢型材、步骤s2中制备的特种玻璃、epdm胶条与配件共同构筑形成所需的钢型材系统;
74.其中,步骤s1中的钢型材选用欧标s280材质;
75.步骤s1中还包括钢型材表面处理工艺,具体采用锌铝镁合金对钢型材表面进行处理;
76.步骤s2中金属氧化物由以下重量百分比的原料组成:氧化锆10%、氧化镧4%、氧
化钡18%、氧化锌22%、氧化钙32%、氧化镁30%、氧化铝35%、余量为氧化钠;
77.步骤s2中非金属氧化物为二氧化硅;
78.步骤s2中助剂由质量比为1:1的硝酸钾和碳酸钾复配而得;
79.步骤s2中金属氧化物、非金属氧化物和助剂的质量比为38:16:1.8;
80.步骤s3中配件包括螺栓、螺母、内置连接件、活动挂钩、弹性扣件、合页、铰链和固定件。
81.实施例五
82.本发明提出的一种钢型材系统制备方法,所述钢型材系统为冷弯成形的钢型材、特种玻璃、epdm胶条与配件共同构筑而成的一种建筑钢型材门窗幕墙隔断系统;所述钢型材系统制备方法,包括以下步骤:
83.s1、钢型材的制备:利用钢材质通过定制化开模,经冷弯设备加工而成;
84.s2、特种玻璃的制备:选用金属氧化物和非金属氧化物为主要原料,添加助剂混合粉碎后,加热熔化得到澄清玻璃液,成型,退火即得所需特种玻璃;
85.s3、将步骤s1中制备的钢型材、步骤s2中制备的特种玻璃、epdm胶条与配件共同构筑形成所需的钢型材系统;
86.其中,步骤s1中的钢型材选用欧标s280材质;
87.步骤s1中还包括钢型材表面处理工艺,具体采用锌铝镁合金对钢型材表面进行处理;
88.步骤s2中金属氧化物由以下重量百分比的原料组成:氧化锆12%、氧化镧5%、氧化钡20%、氧化锌25%、氧化钙35%、氧化镁35%、氧化铝40%、余量为氧化钠;
89.步骤s2中非金属氧化物为二氧化硅;
90.步骤s2中助剂由质量比为1:1的硝酸钾和碳酸钾复配而得;
91.步骤s2中金属氧化物、非金属氧化物和助剂的质量比为40:18:2;
92.步骤s3中配件包括螺栓、螺母、内置连接件、活动挂钩、弹性扣件、合页、铰链和固定件。
93.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1