一种氧化铝熟料钙比的控制方法与流程
1.本发明属于冶金技术领域,具体涉及一种氧化铝熟料钙比的控制方法。
背景技术:
2.作为世界上氧化铝产量最高的生产国,2020年全年我国氧化铝累计产量突破7000万吨。在烧结法生产氧化铝的过程中,生料配制和熟料烧结过程是烧结法氧化铝生产的基础和关键,熟料钙比是其中的一项重要指标,其稳定与否直接关系到熟料烧结和溶出系统的稳定高效运行。熟料钙比的调配需将一定量的石灰(石灰石)、铝土矿等物料,在烧结时生成预期的2cao
·
sio2,故必须使cao和sio2严格地保持一定的配合比例,即钙比(或[c/s])。
[0003]
熟料钙比主要通过控制生料浆钙比来调整。在传统的配料方法中,通常是依据过去一定时间内所送出料浆的[c/s]和对应的熟料[c/s]之间所存在的差值确定当前应该送出料浆[c/s]来指导料浆[c/s]的调控,即:
[0004]
应送料浆[c/s]=熟料[c/s]+k1;
[0005]
其中:k1=δ[c/s]=过去一定时间内料浆[c/s]加权平均
‑
对应熟料[c/s]。
[0006]
此方法中的k1实际上就是过去一定时间内,各种δ[c/s]影响因素在一定条件下所产生的影响的一个综合体现。这种控制方法的缺点就是:以过去各种影响δ[c/s]的因素不发生变化为前提,而实际上各种δ[c/s]影响因素是在动态变化的。故传统的控制方法在实际运用过程中,经常出现δ[c/s]变化快、应送料浆[c/s]代表性差、指导料浆钙比调控的时效性弱等问题,给后续生产过程带来困难。熟料[c/s]的控制始终是配料生产的一个难点和重点,熟料[c/s]合格率往往仅达到75%左右。
[0007]
如何提供一种快捷、有效、可操作性强的熟料钙比调控方法,克服熟料钙比指标波动范围大、控制困难等缺陷,是烧结法氧化铝中亟待解决的问题。
技术实现要素:
[0008]
针对现有技术中烧结法熟料[c/s]调控方法的不足,本发明提供一种形象、直观、可操作性强、能够超前指导及有效提高熟料[c/s]的控制精确度、确保熟料钙比达到要求范围的烧结法生产氧化铝过程中氧化铝熟料钙比的控制方法。
[0009]
本发明采用以下技术方案:
[0010]
一种氧化铝熟料钙比的控制方法,其特征在于,所述控制方法采用以下公式进行计算:应送料浆[c/s]=熟料[c/s]+k1+k2,其中,应送料浆[c/s]为应送料浆中氧化钙与二氧化硅的摩尔比;熟料[c/s]为熟料中氧化钙与二氧化硅的摩尔比;k1=过去时间内多个班次的料浆[c/s]
‑
对应班次的熟料[c/s],过去时间内多个班次的料浆[c/s]为过去时间内多个班次的料浆中氧化钙与二氧化硅的摩尔比,对应班次的熟料[c/s]为对应班次的熟料中氧化钙与二氧化硅的摩尔比;k2=(当前料浆[a/s]
‑
过去多个班次的料浆[a/s])*料浆[a/s]影响系数,当前料浆[a/s]为当前料浆中氧化铝与二氧化硅的摩尔比,过去多个班次的料浆[a/s]为过去多个班次的料浆中氧化铝与二氧化硅的摩尔比,料浆[a/s]影响系数为料浆
中氧化铝与二氧化硅的摩尔比。
[0011]
根据上述的氧化铝熟料钙比的控制方法,其特征在于,所述当前料浆[a/s]与所述过去多个班次的料浆[a/s]的差值每升高或降低0.1,k2值增加或减少0.008。
[0012]
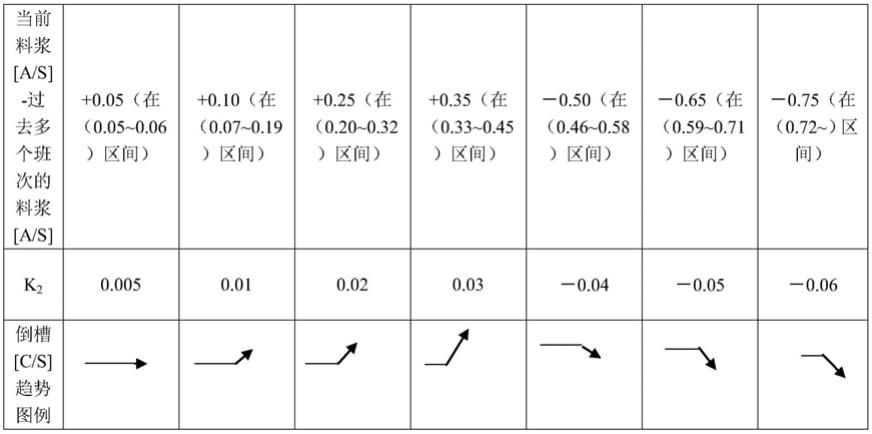
根据上述的氧化铝熟料钙比的控制方法,其特征在于,所述当前料浆[a/s]与所述过去多个班次的料浆[a/s]的差值的绝对值分别在(0.05~0.06)、(0.07~0.19)、(0.20~0.32)、(0.33~0.45)、(0.46~0.58)、(0.59~0.71)、≥0.72这七个区间时,k2值分别对应为
±
0.005、
±
0.01、
±
0.02、
±
0.03、
±
0.04、
±
0.05、
±
0.06,k2值的正负和所述当前料浆[a/s]与所述过去多个班次的料浆[a/s]的差值的正负相对应。
[0013]
根据上述的氧化铝熟料钙比的控制方法,其特征在于,所述控制方法采用倒槽[c/s]趋势表征实送料浆[c/s]与应送料浆[c/s]的差值,当实送料浆[c/s]与应送料浆[c/s]的差值为正时,倒槽[c/s]趋势向上;当实送料浆[c/s]与应送料浆[c/s]的差值为负时,倒槽[c/s]趋势向下。
[0014]
根据上述的氧化铝熟料钙比的控制方法,其特征在于,所述倒槽[c/s]趋势与所述k2的趋势一致。
[0015]
本发明的有益技术效果:(1)本发明适用于纯烧结法或有烧结法部份的氧化铝生产厂,可大幅度提高熟料钙比指标控制水平。本发明方法通过引入料浆[a/s]对熟料钙比的影响系数,充实了钙比调控体系,包括通过生料浆调控熟料钙比的过程,即当生料[a/s]变化时对料浆[c/s]进行了修正,具有超前指导及可操作性强等特点。(2)本发明根据倒出料浆[a/s]的相对变化,将料浆[a/s]、熟料烧结、熟料[c/s]三者有机的结合起来,在“对比图表”中用具体量化数据(形象的箭头)将[c/s]变化趋势和[c/s]变化幅度表示出来,从而确定出合理的应送料浆[c/s],并指导料浆调配操作,效果明显。不仅解决了现有技术中熟料钙比波动难以分析的弊端,同时还使熟料钙比调控过程得以进一步量化,提高了熟料钙比的控制精确度。(3)本发明方法从影响生熟料[c/s]差值的影响因素中剥离出了可完全可以掌握变化趋势和幅度的料浆[a/s],理顺了[a/s]变化与[c/s]调整之间的内在联系,具有形象、直观、超前指导及可操作性强等特点,克服了现有技术中应送料浆[c/s]代表性差、调控效率低下的问题,提高了应送料浆[c/s]指导性,使熟料[c/s]的控制能力明显增强,连续多年全年熟料[c/s]合格率达到85%以上,料浆成份的稳定及优化为熟料窑产能及氧化铝净溶出率的提高奠定了坚实的基础。
具体实施方式
[0016]
将料浆[a/s](即料浆中氧化铝与二氧化硅的摩尔比)作为调整料浆钙比的重要依据,并建立料浆[a/s]变化指导料浆钙比调整的规则,即量化料浆[a/s]对料浆钙比具体的影响系数。充分利用“对比图表”中k2修正趋势、倒槽[c/s]趋势等参数的对比,达到准确预判及调配熟料钙比的作用,确保熟料钙比达到要求的范围。
[0017]
本发明的控制方法根据倒出料浆[a/s]的相对变化,将料浆[a/s]、熟料烧结、熟料[c/s]三者有机的结合起来,即料浆[a/s]的变化代表了料浆中的sio2的变化,同时在熟料烧成过程中,随着生料浆[a/s]的变化、熟料烧结温度变化、吨熟料耗煤量改变,直接影响到δ[c/s],故在以原计算应送的基础上增加料浆[a/s]影响校正系数,从而消除这个因素的影响。本发明的方法就在具体细化料浆[a/s]对料浆钙比影响系数的基础上,采用料浆[a/
s]、熟料[c/s]、料浆[c/s]、料浆应送[c/s]、修正应送[c/s]、k2值、k2修正趋势、倒槽[c/s]趋势等参数绘制成“对比图表”,当生料[a/s]变化时对料浆[c/s]进行了修正,提高了熟料[c/s]的控制精确度,本发明控制方法克服了现有技术中出现δ[c/s]变化快、熟料[c/s]指标波动范围大、控制困难等缺陷。此方法不仅具有形象、直观、超前指导及可操作性强等特点,还确保了熟料钙比指标的合格率。
[0018]
在本发明的技术方案中,钙比是氧化铝生产工艺中重要的技术参数,其为氧化钙和二氧化钙的摩尔比。实际操作中将料浆[a/s]作为调整料浆钙比的重要依据,并用影响系数k2表示;同时建立料浆[a/s]变化指导料浆钙比调整的规则;具体通过运用“对比图表”来指导料浆钙比的调控和分析熟料[c/s]变化的原因和趋势,并根据料浆[a/s]变化进行修正,确保熟料钙比达到要求的范围。
[0019]
在现有生产实践熟料钙比的调控作业中,即:
[0020]
应送料浆[c/s]=熟料[c/s]+k1;
[0021]
影响k1的因素主要有熟料烧结度、用煤量、烧成煤灰份和生料[a/s]的变化等,根据以上对影响因素的分析,料浆[a/s]是可以预知的影响因素,而且其对生熟料δ[c/s]影响力度较大,因此我们以原方法计算的应送为基本应送(这个应送的计算包含了过去一切因素的综合影响),在此基础上增加料浆[a/s]影响校正系数,从而消除这个因素的影响。根据这一思路,可以确定本发明的一种氧化铝熟料钙比的控制方法的应该送出料浆[c/s]的计算公式为:
[0022]
应送料浆[c/s]=熟料[c/s]+k1+k2;
[0023]
其中:应送料浆[c/s]为应送料浆中氧化钙与二氧化硅的摩尔比;
[0024]
熟料[c/s]为熟料中氧化钙与二氧化硅的摩尔比;
[0025]
k1=过去时间内多个班次的料浆[c/s]
‑
对应班次的熟料[c/s],过去时间内多个班次的料浆[c/s]为过去时间内多个班次的料浆中氧化钙与二氧化硅的摩尔比,对应班次的熟料[c/s]为对应班次的熟料中氧化钙与二氧化硅的摩尔比;
[0026]
k2=(当前料浆[a/s]
‑
过去多个班次的料浆[a/s])*料浆[a/s]影响系数,当前料浆[a/s]为当前料浆中氧化铝与二氧化硅的摩尔比,过去多个班次的料浆[a/s]为过去多个班次的料浆中氧化铝与二氧化硅的摩尔比,料浆[a/s]影响系数为料浆中氧化铝与二氧化硅的摩尔比;料浆[a/s]影响系数则经过多种条件下物料平衡的测算,确定适合当前生产的影响系数为0.08。
[0027]
k2实质上就是当前料浆[a/s]与过去多个班次的料浆[a/s]发生变化将要引起的δ[c/s]变化,经过实践总结可以推算出k2值随料浆[a/s]变化的范围,k2值的确定实际上就是料浆[a/s]影响系数的确定,需要经过大量的物料平衡计算才能得到。经过多种条件下得物料平衡进行计算,当前料浆[a/s]与过去多个班次的料浆[a/s]的差值每升高或降低0.1,k2值(即δ[c/s])增加或减少0.008。因此量化生料[a/s]对δ[c/s]的影响具有重要意义可得到比较适合当前生产的影响系数为0.08,经过生产的总结,将[a/s]差值分为七个档次,推算出了各个档次下的[c/s]修正值k2(0.005
‑
0.06);当前料浆[a/s]与过去多个班次的料浆[a/s]的差值的绝对值分别在(0.05~0.06)、(0.07~0.19)、(0.20~0.32)、(0.33~0.45)、(0.46~0.58)、(0.59~0.71)、≥0.72这七个区间时,k2值分别为
±
0.005、
±
0.01、
±
0.02、
±
0.03、
±
0.04、
±
0.05、
±
0.06,k2值的正负和当前料浆[a/s]与过去多个班次的
料浆[a/s]的差值的正负相对应。本发明的控制方法采用倒槽[c/s]趋势表征实送料浆[c/s]与应送料浆[c/s]的差值,当实送料浆[c/s]与应送料浆[c/s]的差值为正时,倒槽[c/s]趋势向上;当实送料浆[c/s]与应送料浆[c/s]的差值为负时,倒槽[c/s]趋势向下。倒槽[c/s]趋势与所述k2的趋势一致,举例见表1。
[0028]
表1当前料浆[a/s]与过去多个班次的料浆[a/s]的差值、k2、倒槽[c/s]趋势之间的关系
[0029][0030]
对比图表是将当前料浆[a/s]与过去多个班次的料浆[a/s]的差值、熟料[c/s]、应送料浆[c/s]、修正应送料浆[c/s](即增加k2值,修正后的应送料浆[c/s])、k2值、k2修正趋势、倒槽[c/s]趋势等参数绘制成一个表格,来表现各自的变化情况,具体使用例如表2所示:
[0031]
表2熟料[c/s]中心值为1.600时各参数的关系
[0032][0033]
本发明的熟料[c/s]调配分析法实际上就是运用“对比图表”来指导熟料[c/s]的调控和分析熟料[c/s]变化的原因和趋势,并根据料浆[a/s]变化幅度对钙比控制过程进行修正。
[0034]
在本发明提供的具体方案中,实际实施中应遵循以下规则:
[0035]
1.每班接班后,根据最近三个班次(每个班次为8小时)的生产情况,汇总数据,在表格内填划相关数据和图例,根据图例显示趋势,分析预测未来三个班熟料[c/s]的变化情况,从而确定本班倒槽[c/s]方向。
[0036]
2.一般生产情况下,确定了k2趋势后,即可根据k2趋势箭头俯仰和角度,确定将要倒槽[c/s],倒槽[c/s]趋势应同k2趋势一致或相近,即所谓的“正向操作”,要杜绝倒槽[c/s]趋势与k2趋势相悖。但亟待调整指标时则需刻意“逆向操作”,即实现倒槽[c/s]趋势与k2
趋势相悖,此种手法对指标的扭转力度较大,有事半功倍的效果。即务必结合熟料指标所处的状态(即指标属于合格范围与否),来灵活运用倒槽料浆[c/s]趋势与k2趋势同向和相背的作用。
[0037]
3.由于各种条件限制,倒槽[c/s]趋势不能与k2趋势一致时,下一批要及时补救调整。
[0038]
4.如果倒槽料浆[c/s]趋势持续两个班次(每个班次为8小时)以上升高或下降,则再进行修正时,要逐渐降低修正幅度,即降低k2值。
[0039]
为使本发明的目的、技术方案和优点更加清楚,下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。本发明实施例中所采用的料浆及熟料均取自河南省焦作市中铝中州铝业有限公司。
[0040]
实施例1
[0041][0042]
熟料[c/s]合格范围为1.57
±
0.03。1班对应熟料[c/s]指标已经偏高,呈不合格状态;在实送料浆[a/s]持续下降的前提下,2班及3班在后续料浆[c/s]调整过程中,将结合倒槽[c/s]趋势要同“k2趋势”一致或相近的原则,即同步下调料浆[c/s],迅速使熟料[c/s]指标得到修正,达到合格范围内。
[0043]
实施例2
[0044][0045]
熟料[c/s]合格范围为1.57
±
0.03。1班对应熟料[c/s]指标已经偏低,呈不合格状态;鉴于此况,在实际送出料浆[a/s]持续下降的前提下,2班及3班刻意将料浆倒槽[c/s]趋势与k2趋势相悖,此种手法对指标的扭转、修正力度较大,快速使偏低的熟料[c/s]指标上调至合格范围内,起到了事半功倍的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1