一种碳纤维预制体及其制备方法、碳/碳复合材料的制备方法
1.本发明涉及复合材料技术领域,具体涉及一种碳纤维预制体及其制备方法、碳/碳复合材料的制备方法。
背景技术:
2.碳纤维增强碳基体复合材料(碳/碳复合材料),是以碳纤维或者碳纤维编织体为增强材料,以石墨或碳为基体,通过加工得到的一种高强度复合材料。碳/碳复合材料具有轻质、高比强度、高比模量、低膨胀系数、耐热冲击等诸多优异性能,因此被广泛地应用于制造洲际导弹头的鼻锥帽、飞机的制动器、固体火箭喷管的喉衬及扩张段、航天飞机的鼻锥帽和机翼前缘等。
3.制备碳/碳复合材料最常用的工艺方法是化学气相沉积法和前驱体浸渍裂解法两种,其中前驱体浸渍裂解法是将多孔碳纤维编织件作为预制体,沥青或聚合物作为前驱体,通过液相浸渍使液态的前驱体充分渗入到多孔预制体中,在高温下前驱体发生裂解反应,生成热解碳,最终形成碳/碳复合材料。现有的碳纤维预制体包括2d碳纤维预制体、2.5d碳纤维预制体和3d碳纤维预制体。但是这些碳纤维预制体在高温下生成热解碳时都会由于体积膨胀导致内应力的产生,从而使制备出的碳/碳复合材料的性能遭到破坏,更严重的甚至会发生开裂。
4.中国专利cn105859303a公开了一种碳/碳复合材料预制体,该方案采用短碳纤维,用原位聚合的方法将酚醛基纳米胶引入短碳纤维预制体内部,碳化后转化为纳米碳胶,形成三维连续的纳米碳骨架。该方法操作方便,周期短,但是制备的预制体无法解决预制体在碳化过程中随着密度的增加,其体积膨胀导致内应力的产生,从而导致力学性能下降的问题。
技术实现要素:
5.本发明的目的在于提供一种碳纤维预制体及其制备方法、碳/碳复合材料的制备方法,本发明提供的碳纤维预制体能够在碳化的过程中抵消内应力,得到力学性能更加优异、不易开裂的碳/碳复合材料。
6.为了实现上述发明目的,本发明提供以下技术方案:
7.本发明提供了一种碳纤维预制体,包括若干叠层设置的碳纤维布以及设置在两相邻碳纤维布之间的预应力层;所述预应力层包括硼酚醛树脂涂层以及分布在所述硼酚醛树脂涂层内的碳纤维束。
8.优选地,所述碳纤维布的厚度为0.1~0.2mm;所述预应力层的厚度为1.0~3.0mm。
9.优选地,所述预应力层中碳纤维束的质量含量为1.5~2.5%;所述预应力层中硼酚醛树脂的质量含量为97.5~98.5%。
10.本发明提供了上述技术方案所述碳纤维预制体的制备方法,包括以下步骤:
11.(1)将硼酚醛树脂浆料涂覆在碳纤维布的上表面,得到湿硼酚醛树脂涂层;
12.(2)在所述湿硼酚醛树脂涂层中放入弯曲的碳纤维束,得到湿预应力层;
13.(3)在所述湿预应力层的上表面放置另一块碳纤维布;
14.(4)至少重复步骤(1)~(3)一次,将所得湿预制体进行固化,得到碳纤维预制体。
15.优选地,步骤(1)所述硼酚醛树脂浆料中的硼酚醛树脂与碳纤维布的质量比为3~5:2。
16.优选地,步骤(1)所述硼酚醛树脂浆料中硼酚醛树脂的质量含量为50~75%。
17.优选地,步骤(2)所述碳纤维束的弯曲弧度为1.0~3.0rad。
18.优选地,步骤(2)所述碳纤维束的直径为0.45~0.55mm;所述碳纤维束的数量为5~10束;所述碳纤维束的纤维密度为1.76~1.80g/cm3。
19.本发明提供了一种碳/碳复合材料的制备方法,包括以下步骤:将碳纤维预制体进行碳化处理,得到碳/碳复合材料;所述碳纤维预制体为上述技术方案所述碳纤维预制体或上述技术方案所述制备方法制备得到的碳纤维预制体。
20.优选地,所述碳化处理的温度为800~850℃,保温时间为3~4h;所述碳化处理在保护性气氛条件下进行。
21.本发明提供了一种碳纤维预制体,包括若干叠层设置的碳纤维布以及设置在两相邻碳纤维布之间的预应力层;所述预应力层包括硼酚醛树脂涂层以及分布在所述硼酚醛树脂涂层内的碳纤维束。本发明通过在2d叠层预制体中加入碳纤维束和硼酚醛树脂前驱体,形成预应力层,从而在碳化的过程中抵消内应力,得到具有更高强度、不易开裂的碳/碳复合材料。
22.本发明还提供了上述技术方案所述碳纤维预制体的制备方法,本发明以硼酚醛树脂作为前驱体,通过将碳纤维布叠层处理,在碳纤维层间涂抹硼酚醛树脂,并加入弯曲的碳纤维束形成预应力层,制备出含有预应力层的碳纤维预制体。在碳/碳复合材料的制备过程中,含有预应力层的碳纤维预制体可以在高温下抵消因体积膨胀而产生的内应力,提高制备出的碳/碳复合材料的力学性能,并且避免因内应力导致复合材料的开裂。
附图说明
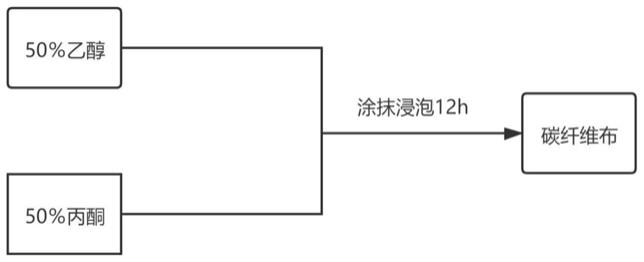
23.图1为碳纤维布和碳纤维束进行除浆的工艺流程图;
24.图2为碳纤维预制体的制备工艺流程图;
25.图3为碳纤维预制体的结构示意图;
26.图4为碳纤维预制体的俯视图;
27.图3~4中,1为碳纤维布;2为硼酚醛树脂涂层;3为碳纤维束。
具体实施方式
28.本发明提供了一种碳纤维预制体,包括若干叠层设置的碳纤维布以及设置在两相邻碳纤维布之间的预应力层;所述预应力层包括硼酚醛树脂涂层以及分布在所述硼酚醛树脂涂层内的碳纤维束。
29.本发明提供的碳纤维预制体包括若干叠层设置的碳纤维布。在本发明中,所述碳纤维布的层数优选为5~10层。在本发明中,所述碳纤维布的厚度优选为0.1~0.2mm,更优选为0.18mm;所述碳纤维布的纤维密度优选为1.76~1.80g/cm3。在本发明中,所述碳纤维
布优选为平纹碳纤维布。
30.本发明提供的碳纤维预制体包括设置在两相邻碳纤维布之间的预应力层。在本发明中,所述预应力层的厚度优选为1.0~3.0mm,更优选为2.0mm。
31.在本发明中,所述预应力层包括硼酚醛树脂涂层以及分布在所述硼酚醛树脂涂层内的碳纤维束。在本发明中,所述碳纤维束在硼酚醛树脂涂层中的位置优选为中心位置。在本发明中,所述碳纤维束的弯曲弧度优选为1.0~3.0rad,更优选为1.79~1.83rad。在本发明中,所述弯曲弧度指的是弧长除以半径得到的弧度值。在本发明中,所述碳纤维束的直径优选为0.45~0.55mm,更优选为0.50mm;所述碳纤维束的数量优选为5~10束,更优选为5束;所述碳纤维束的纤维密度优选为1.76~1.80g/cm3。
32.在本发明中,所述预应力层中碳纤维束的质量含量优选为1.5~2.5%,更优选为2.0~2.3%;所述预应力层中硼酚醛树脂的质量含量优选为97.5~98.5%,更优选为97.7~98.0%。
33.本发明在碳纤维布层间增加预应力层,从而抵消制备碳/碳复合材料过程中产生的内应力,获得具有更高强度的碳/碳复合材料。
34.本发明还提供了上述技术方案所述碳纤维预制体的制备方法,包括以下步骤:
35.(1)将硼酚醛树脂浆料涂覆在碳纤维布的上表面,得到湿硼酚醛树脂涂层;
36.(2)在所述湿硼酚醛树脂涂层中放入弯曲的碳纤维束,得到湿预应力层;
37.(3)在所述湿预应力层的上表面放置另一块碳纤维布;
38.(4)至少重复步骤(1)~(3)一次,将所得湿预制体进行固化,得到碳纤维预制体。
39.本发明提供的制备方法简便,周期短,成本低,性能优异,易于工业化生产。
40.由于碳纤维在运输过程中会被磨损,通常在碳纤维生产线最后都会给碳纤维加上浆剂用以保护碳纤维,因此,在本发明中,为了避免浆剂对制备碳纤维预制体产生影响,需要对碳纤维布和碳纤维束进行预处理,以除去浆剂。在本发明中,采用的碳纤维布和碳纤维束优选为除浆后的碳纤维布和除浆后的碳纤维束;所述除浆的方法优选包括:将碳纤维布或碳纤维束浸泡在除浆液中,进行除浆。在本发明中,所述除浆液优选由50vol%的乙醇和50vol%的丙酮组成;所述浸泡优选在室温条件下进行;所述浸泡的时间优选为12h。本发明优选在所述除浆后,将所得碳纤维布或碳纤维束依次进行清洗和干燥,得到除浆后的碳纤维布和除浆后的碳纤维束。在本发明中,所述清洗优选为去离子水清洗;所述干燥的温度优选为110℃,所述干燥的时间优选为6h。
41.本发明将硼酚醛树脂浆料涂覆在碳纤维布的上表面,得到湿硼酚醛树脂涂层。在本发明中,所述硼酚醛树脂浆料中硼酚醛树脂的质量含量优选为50~75%,更优选为75%;硼酚醛树脂中硼的质量含量优选为9%。在本发明的具体实施例中,所述硼酚醛树脂的生产厂家为山东嘉颖化工科技有限公司。
42.在本发明中,所述硼酚醛树脂浆料的溶剂优选为无水乙醇。
43.在本发明中,所述硼酚醛树脂浆料中的硼酚醛树脂与碳纤维布的质量比优选为3~5:2,更优选为3~4:2。
44.在本发明中,所述涂覆的方法优选为涂抹。
45.得到湿硼酚醛树脂涂层后,本发明在所述湿硼酚醛树脂涂层中放入弯曲的碳纤维束,得到湿预应力层。本发明加入弯曲的碳纤维束能够给预制体施加预应力。在本发明中,
所述碳纤维束的参数与前文所述一致,这里不再赘述。
46.得到湿预应力层后,本发明在所述湿预应力层的上表面放置另一块碳纤维布。在本发明中,所述另一块碳纤维布与前文所述碳纤维布的物理性能、尺寸优选一致。
47.本发明至少重复上述步骤一次,将所得湿预制体进行固化,得到碳纤维预制体。在本发明中,重复上述步骤的次数优选根据实际产品需求而定,在本发明的具体实施例中,优选重复上述步骤3次,得到含有四层预应力层的碳纤维预制体。
48.在本发明中,所述固化的温度优选为140~180℃,更优选为150~160℃;所述固化的时间优选为5~7h,更优选为6h。本发明在所述固化过程中,湿硼酚醛树脂涂层固化,将碳纤维束牢固地结合在碳纤维布层之间。
49.本发明还提供了上述技术方案所述碳/碳复合材料的制备方法,包括以下步骤:将碳纤维预制体进行碳化处理,得到碳/碳复合材料;所述碳纤维预制体为上述技术方案所述碳纤维预制体或上述技术方案所述制备方法制备得到的碳纤维预制体。
50.在本发明中,所述碳化处理的温度优选为800~850℃,更优选为800℃;保温时间优选为3~4h,更优选为3h;所述碳化处理优选在保护性气氛条件下进行,更优选在氩气气氛中进行。在本发明中,碳纤维预制体中的硼酚醛树脂作为前驱体,在碳化过程中,硼酚醛树脂发生裂解反应,生成热解碳,最终形成碳/碳复合材料。
51.本发明优选在所述碳化处理后,将所得材料随炉冷却,得到碳/碳复合材料。
52.在本发明中,所述碳/碳复合材料的弯曲强度优选为56.53~70.43mpa;剪切强度优选为3.86~5.42mpa。本发明制备的碳/碳复合材料的横截面和纵截面上的没有观察到明显的裂纹,说明采用本发明提供的碳纤维预制体能够抵消碳/碳复合材料在碳化时产生的内应力,制备出的碳/碳复合材料不容易开裂。
53.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
54.按照图1所示的工艺对本实施例和对比例采用的碳纤维布和碳纤维束进行除浆,得到除浆后的碳纤维布和除浆后的碳纤维束,步骤为:
55.配制含有50vol%无水乙醇和50vol%丙酮的除浆液;将碳纤维布或碳纤维束浸泡在所述除浆液中12h,捞出后用去离子水清洗,置于烘箱中在110℃的温度下烘干6h,得到除浆后的碳纤维布和除浆后的碳纤维束。
56.实施例1
57.按照图2所示的工艺制备碳纤维预制体:
58.将平纹碳纤维布(日本东丽t300
‑
12k,纤维密度1.76g/cm3)裁剪成28cm
×
28cm的尺寸,进行除浆,得到5块除浆后的碳纤维布;
59.将碳纤维束(日本东丽t300
‑
12k,纤维密度1.76g/cm3)进行除浆,得到除浆后的碳纤维束。
60.对4块除浆后的碳纤维布进行称量,其质量为112g;按照碳纤维布:硼酚醛树脂=2:3的质量比称取168g硼酚醛树脂,并用无水乙醇稀释到75wt%,得到硼酚醛树脂浆料。
61.将所述硼酚醛树脂浆料分成等量的4份,将1份硼酚醛树脂浆料均匀涂抹到1块碳
纤维布上;取5束除浆后的碳纤维束,将除浆后的碳纤维束裁剪成35cm长,并将其弯曲成1.79的弧度,放入涂好的硼酚醛树脂涂层中进行固定,形成湿预应力层;在其上叠放另一块碳纤维布,重复上述步骤,直至存在4层湿预应力层,然后在最上面放置一块碳纤维布;
62.将制备好的预制体放入真空烘箱中,在160℃保温6h,得到碳纤维预制体。
63.本实施例制备的碳纤维预制体如图3~4所示,包括5层碳纤维布以及设置在两相邻碳纤维布之间的预应力层;所述预应力层由硼酚醛树脂涂层以及分布在所述硼酚醛树脂涂层内的碳纤维束组成。本实施例制备的碳纤维预制体中碳纤维布的厚度为0.18mm;预应力层的厚度为2.05mm;所述预应力层中碳纤维束的质量含量为2.3%;所述预应力层中硼酚醛树脂的质量含量为97.7%。
64.应用例1
65.将实施例1制备的碳纤维预制体放入化学气相渗透炉中,在800℃、氩气环境中保温3h,进行碳化处理,待炉子冷却后取出,得到碳/碳复合材料。
66.对比例1
67.省略实施例1中碳纤维束的加入,即不含有预应力层,其余实验步骤与实施例1相同,得到碳纤维预制体。
68.对比应用例1
69.采用对比例1的碳纤维预制体按照应用例1的方法制备得到碳/碳复合材料。
70.测试例1
71.将应用例1和对比应用例1制备的碳/碳复合材料放在万能试验机上,进行三点弯曲和剪切测试:
72.应用例1的碳/碳复合材料的弯曲强度为56.53mpa,剪切强度为3.86mpa;对比应用例1的碳/碳复合材料的弯曲强度为50.32mpa,剪切强度为3.65mpa。应用例1的碳/碳复合材料弯曲强度和剪切强度比对比应用例1分别提高了12.3%和5.8%。说明预应力层的存在抵消了碳/碳复合材料的内应力,使其力学性能得到改善。
73.对应用例1和对比应用例1制备的碳/碳复合材料进行横截面和纵截面观察,对比应用例1制备的碳/碳复合材料的横截面和纵截面上存在一些细小的裂纹,应用例1制备的碳/碳复合材料的横截面和纵截面上没有观察到明显的裂纹。这是因为预应力抵消了碳/碳复合材料在碳化时产生的内应力,制备出的碳/碳复合材料不容易开裂。
74.实施例2
75.按照图2所示的工艺制备碳纤维预制体:
76.将平纹碳纤维布(日本东丽t700
‑
12k,纤维密度1.80g/cm3)裁剪成28cm
×
28cm的尺寸,进行除浆,得到5块除浆后的碳纤维布;
77.将碳纤维束(日本东丽t700
‑
12k,纤维密度1.80g/cm3)进行除浆,得到除浆后的碳纤维束。
78.对4块除浆后的碳纤维布进行称量,其质量为174g;按照碳纤维布:硼酚醛树脂=2:3的质量比称取261g硼酚醛树脂,并用无水乙醇稀释到75wt%,得到硼酚醛树脂浆料。
79.将所述硼酚醛树脂浆料分成等量的4份,将1份硼酚醛树脂浆料均匀涂抹到1块碳纤维布上;取5束除浆后的碳纤维束,将除浆后的碳纤维束裁剪成35cm长,并将其弯曲成1.83的弧度,放入涂好的硼酚醛树脂涂层中进行固定,形成湿预应力层;在其上叠放另一块
碳纤维布,重复上述步骤,直至存在4层湿预应力层,然后在最上面放置一块碳纤维布;
80.将制备好的预制体放入真空烘箱中,在160℃保温6h,得到碳纤维预制体。
81.本实施例制备的碳纤维预制体如图3~4所示,包括5层碳纤维布以及设置在两相邻碳纤维布之间的预应力层;所述预应力层由硼酚醛树脂涂层以及分布在所述硼酚醛树脂涂层内的碳纤维束组成。本实施例制备的碳纤维预制体中碳纤维布的厚度为0.19mm;预应力层的厚度为2.1mm;所述预应力层中碳纤维束的质量含量为1.5%;所述预应力层中硼酚醛树脂的质量含量为98.5%。
82.应用例2
83.将实施例2制备的碳纤维预制体放入化学气相渗透炉中,在800℃、氩气环境中保温3h,进行碳化处理,待炉子冷却后取出,得到碳/碳复合材料。
84.对比例2
85.省略实施例2中碳纤维束的加入,即不含有预应力层,其余实验步骤与实施例2相同,得到碳纤维预制体。
86.对比应用例2
87.采用对比例2的碳纤维预制体按照应用例2的方法制备得到碳/碳复合材料。
88.测试例2
89.将应用例2和对比应用例2制备的碳/碳复合材料放在万能试验机上,进行三点弯曲和剪切测试:
90.应用例2的碳/碳复合材料的弯曲强度为70.43mpa,剪切强度为5.42mpa;对比应用例2的碳/碳复合材料的弯曲强度为65.32mpa,剪切强度为4.85mpa。应用例2的碳/碳复合材料弯曲强度和剪切强度比对比应用例2分别提高了7.8%和11.8%。说明预应力层的存在抵消了碳/碳复合材料的内应力,使其力学性能得到改善。
91.对应用例2和对比应用例2制备的碳/碳复合材料进行横截面和纵截面观察,对比应用例2制备的碳/碳复合材料的横截面和纵截面上存在一些细小的裂纹,应用例2制备的碳/碳复合材料的横截面和纵截面上没有观察到明显的裂纹。这是因为预应力抵消了碳/碳复合材料在碳化时产生的内应力,制备出的碳/碳复合材料不容易开裂。
92.本发明通过在2d叠层碳纤维预制体中增加含有碳纤维束的预应力层,从而抵消碳/碳复合材料制备过程中产生的内应力,提高碳/碳复合材料的力学性能,避免复合材料制备过程中发生开裂。本发明采用简单的涂抹叠层的方法,就可制备出预应力层,制备方法简单,成本低,适合大规模工业生产。
93.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1