一种延面式臭氧发生器的制作方法
1.本实用新型属于臭氧发生技术领域,尤其涉及一种延面式臭氧发生器。
背景技术:
2.臭氧有杀菌、除臭、分解有毒气体及抑制生长、净化空气等作用。现有技术的臭氧发生片常采用高压放电的方式生产臭氧,包括片状基体,片状基体一面印有放电层,另一面印有感应层,印有放电层和感应层的面分别设有焊盘。目前,臭氧发生器普遍存在以下问题:
3.(1)现有臭氧发生器的放电层和感应层普遍没有覆盖保护膜,长时间工作时放电层表面容易被灰尘、杂质污染,加速臭氧量的衰减,同时在湿度相对较大的地方,二次起辉时间较长,耐潮性差。
4.(2)现有臭氧发生器的放电层的尺寸和形状没有进行合理、科学的优化,该领域的技术人员普遍认为放电层面积越大、臭氧发生量越大。然而,经过大量实验发现,由于放电层材料为稀贵低电阻金属材料,其方阻为0.1mω至1kω,图形越密、阻值越大,会导致整体电压分布不匀,此时,并非放电层面积越大、臭氧发生量越大,存在最优的放电占比。
技术实现要素:
5.针对上述技术问题,本实用新型提供了一种延面式臭氧发生器,解决了传统臭氧发生器易污染、耐潮性较差的技术问题,同时克服了放电层面积越大、臭氧发生量越大的技术偏见,提出了最佳放电占比的技术方案,极大的降低了生产成本、提升了生产效率,使该臭氧发生器具备寿命长、生产臭氧浓度高、工作稳定、绝缘强度高、耐潮性强等特点,具有广阔的应用前景。
6.本实用新型通过以下技术手段解决上述问题:
7.一种延面式臭氧发生器,包括陶瓷基板,在陶瓷基板的一侧设置有放电层以及连接放电层用的放电焊盘,在陶瓷基板另一侧设置有感应层以及连接感应层用的感应焊盘,其特征在于:所述放电层的表面覆盖有放电薄膜,所述感应层的表面覆盖有感应薄膜,所述放电薄膜和感应薄膜均采用厚度为5μm至60μm的微晶玻璃粉薄膜;所述放电层为正多边形网格,所述正多边形网格包括正三边形网格、正四边形网格、正五边形网格、正六边形网格、或正八边形网格中的一种或多种组合,正多边形网格由导电金属浆料丝印刷在陶瓷基板上制成;所述正多边形网格的放电面积占陶瓷基板单侧表面积的20%至50%。
8.优选的,所述放电层的垂直投影形状与感应层的垂直投影形状一致、或包络在感应层的垂直投影形状内。
9.优选的,所述正多边形网格的线宽为0.1mm至2.0mm,正多边形网格的厚度为5
µ
m至60
µ
m,所述感应层的厚度为5
µ
m至30
µ
m。
10.优选的,所述放电焊盘和感应焊盘的表面均含钯含银。
11.优选的,所述陶瓷基板的材料为92%
‑
99%氧化铝陶瓷。
12.优选的,所述电金属浆料包括稀贵低电阻金属材料,导电金属浆料的黏度范围为40000mpa.s至220000mpa.s。
13.优选的,所述正多边形网格的设计方法包括如下步骤:
14.(1)计算陶瓷基板的单侧表面积,将单侧表面积的20%至50%设计为正多边形网格的放电面积;
15.(2)正多边形网格的厚度设计为5
µ
m至30
µ
m;
16.(3)正多边形网格的线宽设计为0.1mm至2.0mm;
17.(4)基于正多边形网格的放电面积和线宽推导出正多边形网格的边长。
18.优选的,所述正六边形网格的设计方法包括如下步骤:
19.(1)计算陶瓷基板的单侧表面积,将单侧表面积的20%至30%设计为正六边形网格的放电面积;
20.(2)正六边形网格的厚度设计为5
µ
m至10
µ
m;
21.(3)正六边形网格的线宽设计为0.1mm至1.2mm;
22.(4)基于六多边形网格的放电面积和线宽推导出正六边形网格的边长。
23.优选的,包括如下印刷烧结步骤:
24.(1)配置包含稀贵低电阻金属材料的电金属浆料,电金属浆料的黏度范围为40000mpa.s至220000mpa.s;
25.(2)将充分搅拌的电金属浆料使用机印方式以正多边形网格的形式印刷至陶瓷基板上;
26.(3)采用空气、保护气源隧道式烧结炉对印刷完成的陶瓷基板进行烧结操作,烧结温度控制在600℃至1700℃之间、其温度需要升降缓慢均匀。
27.优选的,所述烧结操作中需要将印刷有浆料的陶瓷基板的白边搭接在0.5mm至2.0mm厚度的瓷条上。
28.本实用新型的一种延面式臭氧发生器具有以下有益效果:
29.(1)该新型臭氧器长时间工作,放电层表面介质会隔离空气中的脏污,从而缓解臭氧量的衰减,在湿度相对较大的地方,二次起辉时间相对较短,耐潮性较好,此结构设计的臭氧片寿命大概在7000至9000多小时。
30.(2)该新型臭氧器在同一放电面积的情况下,可充分与空气中的氧气发生电离反应,形成更多的臭氧,该发生器产生的臭氧浓度是条形结构的2至5倍,例如:在1m
³
的空间内,基体尺寸为105*50mm,放电面积为1050mm
²
,经测试,条形结构臭氧浓度为2.8g/h,该多边形结构臭氧浓度可达8g/h。
31.(3)针对稀贵低电阻金属材料,设计了最佳的放电占比,将单侧表面积的20%至50%设计为正多边形网格的放电面积,能够将臭氧产生浓度由3g/h提升至8g/h,极大的降低了生产成本、提升了生产效率。
附图说明
32.为了更清楚地说明本实用新型的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他
的附图。
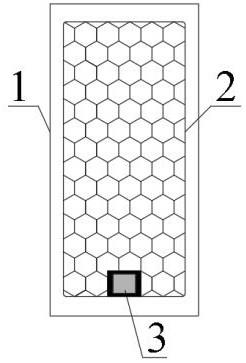
33.图1是本实用新型的放电层结构示意图;
34.图2是本实用新型的感应层结构示意图;
35.图3是本实用新型的陶瓷基板结构示意图;
36.图4是本实用新型的放电薄膜结构示意图;
37.图5是本实用新型的感应薄膜结构示意图;
38.图6是本实用新型中正多边形网格的第一示意图;
39.图7是本实用新型中正多边形网格的第二示意图;
40.图8是本实用新型中焊盘布局示意图;
41.图9是本实用新型中正多边形网格的第三示意图;
42.图10是本实用新型中正多边形网格的第四示意图;
43.图11是本实用新型中正多边形网格的第五示意图。
44.其中,1
‑
陶瓷基板、2
‑
放电层、3
‑
放电焊盘、4
‑
感应层、5
‑
感应焊盘、6
‑
放电薄膜、7
‑
感应薄膜、8
‑
正多边形网格、801
‑
正四边形网格、802
‑
正六边形网格。
具体实施方式
45.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。 术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
46.以下将结合附图对本实用新型进行详细说明。
47.实施例一
48.如图1至图5所示,该延面式臭氧发生器包括陶瓷基板1,在陶瓷基板1的一侧设置有放电层2以及连接放电层2用的放电焊盘3,在陶瓷基板1另一侧设置有感应层4以及连接感应层4用的感应焊盘5,本实施中,放电层2的表面覆盖有放电薄膜6,感应层4的表面覆盖有感应薄膜7,放电薄膜6和感应薄膜7均采用厚度为5μm至60μm的微晶玻璃粉薄膜,具体的,微晶玻璃粉薄膜具备初烧或二次烧结不变形、不溶解、不与放电层2产生二次反应,具备高绝缘、高防潮性的技术特征,改善了臭氧发生器在500℃至1200℃的烧结状态,常规玻璃粉在高温500
°
c至1200
°
c情况下容易溶解、变形,极易与放电层2再次发生反应,从而影响臭氧发生器性能;微晶玻璃粉则不会,因此具有高绝缘、长寿命、防潮的特性。
49.本实施例中,放电层2为正多边形网格8,正多边形网格8包括正三边形网格、正四边形网格、正五边形网格、金属浆料丝印刷在陶瓷基板1上制成,具体的,正多边形结构紧密布局对称的布置在陶瓷基板1,一般情况下,边缘处需要预留10mm左右的安全距离。正六边形网格、或正八边形网格中的一种或多种组合,正多边形网格8由导电
50.需要说明的是,正多边形网格8的放电面积占陶瓷基板1单侧表面积的20%至50%,
经过大量实验发现:由于放电层材料为稀贵低电阻金属材料,其方阻为0.1mω~1kω,图形越密阻值越大,会导致其电压分布不匀,产生的臭氧量存在最佳的放电比,如下:
51.a、产品放电面积是陶瓷基板的10%至15%时,其浓度为3.1g/h至4.2g/h;
52.b、产品放电面积是陶瓷基板的20%至50%时,其浓度为6.0g/h至8.1g/h;
53.c、产品放电面积是陶瓷基板的50%至60%时,其浓度为3.2g/h至4.2g/h;
54.d、产品放电面积是陶瓷基板的60%至70%时,其浓度为2.8g/h至3.1g/h.
55.需要进一步说明的是,产品放电面积是指正多边形网格的线条总面积。
56.实施例二
57.本实施例中,放电层2的垂直投影形状与感应层4的垂直投影形状一致、或包络在感应层4的垂直投影形状内。需要说明的是,当放电层2的尺寸和形状确定后,感应层4的设计包括多种方案,例如:
58.a、感应层4可以采用与放电层2一致的图案,如图6所示;
59.b、感应层4可以在放电层2图案的基础上,增加线宽,如图7所示;
60.c、感应层4可以完全填充,如图2所示。
61.总之,放电层2的垂直投影形状需要包络在感应层4的垂直投影形状内。
62.实施例三
63.如图8所示,放电焊盘3和感应焊盘5的表面均含钯含银,可以增强焊盘的可焊性,同时,焊盘应于放电层、感应层可靠连接,具体的,陶瓷基板1的材料为92%
‑
99%氧化铝陶瓷。
64.实施例四
65.正多边形网格8的设计包括四个参数:边数、线宽、线长和厚度。
66.其中,边数不同会导致形状不同,例如:正三边形网格、正四边形网格、正五边形网格、正六边形网格、正八边形网格,如图9至图11,网格的角度也可以灵活调整。线宽和线长不同将导致放电面积不同,厚度设计也应在一定的范围内,本实例中,线宽为0.1mm至2.0mm,正多边形网格8的厚度为5
µ
m至30
µ
m,感应层4的厚度为5
µ
m至30
µ
m,线长为1mm至20mm。
67.实施例五
68.该延面式臭氧发生器的制作流程如下:
69.陶瓷基板尺寸确认——印刷第一、二焊盘——烘干——印刷感应层——烧结——印刷放电层——烧结——印刷感应层微晶玻璃粉薄膜——烘干——印刷放电层微晶玻璃粉薄膜——烧结。
70.其中:导电金属浆料包括稀贵低电阻金属材料,例如:银、钌等,导电金属浆料的黏度范围为40000mpa.s至220000mpa.s。印刷方式为机印,机印的图形可保证浆料薄厚均匀,浆料的薄厚可以通过调整印刷丝网网距、压力来实现,从而保证产品性能的一致性;
71.需要说明的是,由于陶瓷基板正反均有浆料,因此摆烧时需将印有浆料的陶瓷基板白边搭接在0.5~2.0mm厚度之间的瓷条上,同时,烧结温度在600℃至1700℃之间完成产品烧结:采用空气、保护气源隧道式烧结炉,其要点为烧结时温度升降缓慢均匀,烧结炉内无废气、无废渣,保证了产品在烧结时外观及性能合格。此外,还要进行5kv至7kv耐压测试,由于陶瓷基板有易裂易炸特性,肉眼无法清楚看出暗裂,所以通过耐压测试分选出有暗裂的产品。
72.需要进一步说明的是,产品连接高压包,通过高压击穿空气与其反应产生臭氧:高压包输入端可为110v、220v、12v、24v、5v等不同电压,输出端可在1kv至30kv之间;工作环境温度
‑
20
°
c至120
°
c。
73.实施例六
74.本实施例中,正多边形网格8的设计方法包括如下步骤:
75.1)计算陶瓷基板的单侧表面积s’,将单侧表面积的20%至50%设计为正多边形网格的放电面积s;
76.例如:s=20%* s’=20%*a*b,其中,a和b分别为陶瓷基板的长度和宽度。
77.2)正多边形网格的厚度t设计为5
µ
m至30
µ
m;
78.3)正多边形网格的线宽d设计为0.1mm至2.0mm;
79.4)基于正多边形网格的放电面积s和线宽d推导出正多边形网格的边长x。
80.具体的设计方法包括两种,先确定正多边形网格的边数,以正六边形为例:
81.1)在正六边形网格中,图11中左右相邻两个正六边形的宽度2w=4*x*cos30
°
,上下相邻两个正六边形的高度2h=2x+3*x*sin30
°
,此时,基于参数h和w、以及陶瓷基板的长度a和宽度b可以粗略计算出网格数量q=(a/h) *(b/w),由于正多边形网格中内部边均共边,轮廓边对称布置,因此,正六边形的总边长l可以估算出来,正六边形的放电总面积s=l*d=20%* s’=20%*a*b,由此,可以粗略计算出正多边形网格的边长。
82.2)按照经验公式x/(b
‑
10)=20%,其中:x为六边形对边尺寸,b为已知瓷片宽度,10为两端绝缘安全距离总和,例如:瓷片尺寸150*80mm,根据公式可得x=14mm,则瓷片为150*80mm时,需设计线粗为0.8mm,对边尺寸为14mm的多边形臭氧浓度最佳。
83.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1