一种石英工件的旋转摩擦熔接装置及方法与流程
1.本发明属于石英加工的技术领域,尤其涉及一种石英工件的旋转摩擦熔接装置及方法。
背景技术:
2.石英热加工过程中会将两个石英工件对接在一起,现有石英工件对接一般是通过氢气燃烧,氧气助燃产生的高温对原料进行焊接、火抛光作业。在石英的热加工中不仅需要消耗大量的氢氧气,花费大额的成本,而且氢气在4.0%~75.6%范围内遇火会爆炸,存在一定的安全隐患。
技术实现要素:
3.本发明的目的就是解决背景技术中的问题,提出一种石英工件的旋转摩擦熔接装置及方法。
4.为实现上述目的,本发明提出了一种石英工件的旋转摩擦熔接方法,包括以下步骤:
5.s01.将两个石英工件分别固定安装在两个中心对齐的旋盘上,两石英工件的端面相对接触;
6.s02.驱动其中一个旋盘按3600~5400r/min的转速转动,使得两石英工件接触部位因高速旋转摩擦产生的热量达到软化点,当两石英工件接触部位发出亮光后,降低旋盘转速,驱动另一个旋盘上的石英工件移动使得两石英工件接触部位相互挤压实现紧密连接;
7.s03.高温退火,最终完成两石英工件的熔接。
8.其中,旋盘的转速可根据石英工件的直径大小进行调节,该转速的选择是发明人研究后获得的,转速过低使得石英工件接触部位无法达到软化点,转速过高使得石英工件接触部位温度过高导致石英不易成型。
9.作为优选,所述s02步骤中驱动另一个旋盘上的石英工件移动时将该石英工件移动速度控制在0.04~0.07mm/s,该移速为了使得两石英工件连接部紧密连接,不易发生位错。
10.作为优选,所述s02步骤中驱动另一个旋盘上的石英工件移动时将该石英工件移动速度控制在0.06mm/s,该移速使得两石英工件紧密连接效果最佳。
11.作为优选,所述石英工件为石英管或石英法兰或石英棒,方便石英工件之间实现旋转摩擦熔接。
12.作为优选,所述石英工件的连接端部呈圆柱或圆环形状,石英工件的连接端部的直径不超过150mm,方便石英工件之间实现旋转摩擦熔接,该直径尺寸下连接效果好。
13.作为优选,所述当两石英工件接触部位发出亮光后,所述旋盘的转速按1000~2000r/min速率降低直至旋盘停止,该降速速率保证石英工件熔接部位不会因温度降低过
快而直接断裂。
14.本发明还提出了一种石英工件的旋转摩擦熔接装置,包括线性驱动装置、两个旋盘,其中一个所述旋盘与旋转主轴相连,旋转主轴与旋转驱动装置相连,另一个所述旋盘与线性驱动装置相连,旋盘上设有装夹石英工件用的卡爪,两个所述石英工件的接触部位外侧设有温度传感器,温度传感器用于检测两个石英工件接触部位的温度,温度传感器将检测温度值传输至控制器,控制器判断两个石英工件接触部位的温度是否达到软化温度,并输出控制信号给线性驱动装置和旋转驱动装置以控制对应旋盘的转动或移动状态。
15.作为优选,所述线性驱动装置包括但不限于液压推杆或电动推杆,作为优选,线性驱动装置为液压推杆,使得旋盘能够平稳线性移动,移动状态易于控制,所述旋转驱动装置包括驱动电机。
16.作为优选,两个所述石英工件接触部位外侧设置夹持机构,夹持机构包括与石英工件平行设置的机架,机架上设有托板、丝杆和导柱,丝杆穿过托板的中部并与托板螺纹连接,丝杆端部与伺服电机相连,位于同侧的两根导柱分别穿过托板的左、右端,托板上安装有气缸,气缸的推杆端部安装有弧形夹爪,弧形夹爪呈半圆形,弧形夹爪和与其正对两石英工件侧面外轮廓相适应。
17.作为优选,所述伺服电机与控制器相连。
18.本发明的有益效果:本发明通过将两个石英工件装夹在两个旋盘上,在高速旋转摩擦作用下使得两石英工件接触部位升温乃至达到软化点,通过加压使得两石英工件接触部位的分子充分相对运动实现紧密连接,高温退火降低应力后完成熔接,整个摩擦熔接方法无需消耗氢氧气,降低热加工的作业危险性,石英工件对接牢固,方法简单。
19.本发明的特征及优点将通过实施例结合附图进行详细说明。
附图说明
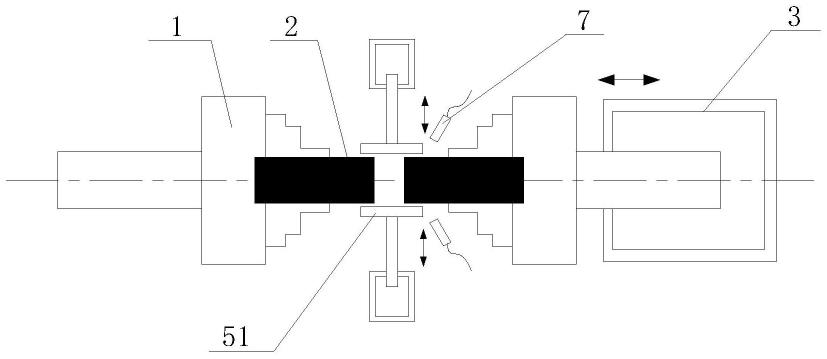
20.图1是本发明实施例的整体结构示意图。
21.图2是本发明实施例的夹持机构示意图。
22.图中:1-旋盘、2-石英工件、3-线性驱动装置、4-托板、5-气缸、6-丝杆、7-温度传感器、51-弧形夹爪。
具体实施方式
23.参阅图1和图2,本发明提供了一种石英工件的旋转摩擦熔接装置,包括线性驱动装置3、两个旋盘1,位于左侧的旋盘1与旋转主轴相连,旋转主轴与旋转驱动装置相连,位于右侧的旋盘1与线性驱动装置3相连,旋盘1上设有装夹石英工件2用的卡爪,两个石英工件2的接触部位外侧设有温度传感器7,温度传感器7用于检测两个石英工件2接触部位的温度,温度传感器7将检测温度值传输至控制器,控制器判断两个石英工件2接触部位的温度是否达到软化温度,并输出控制信号给线性驱动装置3和旋转驱动装置以控制对应旋盘1的转动或移动状态。
24.设置温度传感器7以便保证石英工件2接触部位摩擦加热至软化点,旋盘1的转动或移动控制较为精准,保证石英工件2连接效果。
25.进一步地,线性驱动装置3为液压推杆,旋转驱动装置包括驱动电机,控制器分别
与液压推杆和驱动电机相连并控制液压推杆、驱动电机的工作状态。
26.进一步地,两个石英工件2接触部位外侧设置夹持机构,夹持机构包括与石英工件2平行设置的机架,机架上设有托板4、丝杆6和导柱,丝杆6穿过托板4的中部并与托板4螺纹连接,丝杆6端部与伺服电机相连,位于同侧的两根导柱分别穿过托板4的左、右端,托板4上安装有气缸5,气缸5的推杆端部安装有弧形夹爪51,弧形夹爪51呈半圆形且由铱金材料制成,弧形夹爪15和与其正对两石英工件2侧面外轮廓相适应,在挤压石英工件2过程中,气缸5作用使得弧形夹爪51移动至两石英工件2接触部位外侧,两弧形夹爪2形成一个封闭圆形,使得两石英工件2熔接部位呈圆柱状,伺服电机、气缸5均与控制器相连并由控制器控制工作状态,可根据石英工件2熔接部位的夹持需求通过伺服电机驱动丝杆6转动控制弧形夹爪51水平移动。
27.以下实施例中石英工件的旋转摩擦熔接方法均是通过在上述石英工件的旋转摩擦熔接装置进行。
28.实施例1
29.本实施例提供了一种石英工件的旋转摩擦熔接方法,包括以下步骤:
30.s01.取两根直径为30mm的石英棒,将两根石英棒分别固定安装在两个中心对齐的旋盘的卡爪上,两石英棒的端面相对接触;
31.s02.旋转驱动装置通过旋转主轴驱动与其同侧的旋盘按3800r/min的转速转动,使得两石英棒接触部位因高速旋转摩擦产生的热量达到软化点,当两石英棒接触部位发出亮光后,该旋盘按1400r/min速率降低转速直至停止,液压推杆驱动另一旋盘上的石英工件按0.06mm/s速率移动使得两石英棒接触部位相互挤压实现紧密连接;
32.s03.高温退火,最终完成两石英棒的熔接。
33.实施例2,本实施例提供了一种石英工件的旋转摩擦熔接方法,除了两石英工件分别为直径为40mm的石英棒和石英管,s02步骤中旋转驱动装置通过旋转主轴驱动与其同侧的旋盘按4200r/min的转速转动,其余步骤同实施例1相同。
34.实施例3,本实施例提供了一种石英工件的旋转摩擦熔接方法,除了两石英工件分别为直径为45mm的石英棒和石英法兰,s02步骤中旋转驱动装置通过旋转主轴驱动与其同侧的旋盘按4500r/min的转速转动,其余步骤同实施例1相同。
35.实施例3,本实施例提供了一种石英工件的旋转摩擦熔接方法,除了两石英工件分别为直径为45mm的石英棒和石英法兰,s02步骤中旋转驱动装置通过旋转主轴驱动与其同侧的旋盘按4200r/min的转速转动,其余步骤同实施例1相同。
36.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1