用于控制超薄微通道板变形的实体边玻璃材料及其应用的制作方法
本发明涉及微通道板,具体而言涉及一种用于控制超薄微通道板变形的实体边玻璃材料及其应用,旨在解决超薄微通道板在生产制造过程中出现变形的问题。
背景技术:
1、微光像增强器是微光夜视仪的核心器件,而微通道板是微光像增强器的核心元件,其性能的高低对于微光夜视仪有着至关重要的影响。随着微光像增强器等器件性能的提升,对于微通道板的要求越来越高,其中一个重要的发展趋势是逐渐减小微通道板的孔径以提高位置分辨能力。随之而来的是减薄微通道板的板厚,保持较适合的长径比以达到较高的增益性能。
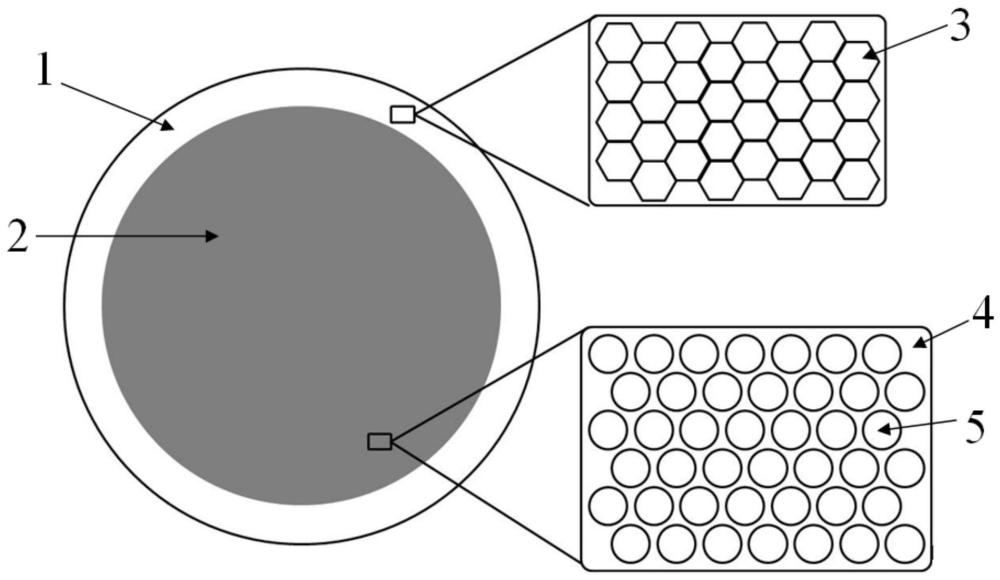
2、减薄微通道板板厚会面临一个问题:在氢还原过程中容易产生变形。变形产生的根本原因在于,氢还原过程中,有效区玻璃材料与氢气在高温的作用下发生了化学反应,氧化铅、氧化铋等氧化物被还原,导致玻璃有效区玻璃性质发生变化,过程中伴随着体积的变化、应力的变化等;而实体边玻璃材料不同于有效区的多孔阵列状态,与氢气接触的面积非常有限,因此其体积、应力等均没有明显的变化,这就导致有效区与实体边在发生化学反应的过程中以及温度的变化过程中因状态不同而导致不适配,出现有效区想膨胀而被实体边限制住的问题,因此产生变形。而且,板厚越薄,变形问题越明显、越严重。
技术实现思路
1、针对现有技术存在的问题,本发明目的在于提供一种用于控制超薄微通道板变形的实体边玻璃材料,解决超薄微通道板变形问题,该实体边玻璃材料热膨胀系数高于有效区皮料玻璃材料,且软化点低于有效区皮料玻璃材料,作为单一材料实体边,在微通道板氢还原之前形成一定实体边对于有效区的拉应力,抵消氢还原过程中有效区皮料玻璃体积与热膨胀系数的变化趋势,从而解决超薄微通道板氢还原过程中变形的问题。
2、根据本发明目的的第一方面,提出的用于控制超薄微通道板变形的实体边玻璃材料,以质量百分比计,包括以下组分:
3、sio2 60%~70%;
4、na2o 8%~12%;
5、k2o 5%~10%;
6、mgo 2%~8%;
7、cao 2%~8%;
8、bao 1%~5%;
9、并且,所述实体边玻璃材料的热膨胀系数高于有效区皮料玻璃材料的热膨胀系数,且软化点低于有效区皮料玻璃材料的软化点,所述实体边玻璃材料制成的单一材料实体边,在微通道板氢还原之前形成实体边对于有效区的拉应力,抵消氢还原过程中有效区皮料玻璃体积与热膨胀系数的变化趋势。
10、作为可选的实施例,所述实体边玻璃材料的软化点较之于匹配的有效区皮料玻璃的软化点低10℃~50℃。
11、作为可选的实施例,所述实体边玻璃材料的热膨胀系数(85~95)×10-7/℃。
12、作为可选的实施例,所述实体边玻璃材料相较于匹配的有效区皮料玻璃材料,热膨胀系数(0.5~10)×10-7/℃。
13、根据本发明目的的第二方面,还提出一种制备超薄微通道板的方法,包括以下步骤:
14、步骤1、使用前述的实体边玻璃材料制成的圆形玻璃棒拉制单丝,然后将多根单丝排棒组成复丝棒,并进行复丝的拉制工艺,拉制得到实体边复丝;
15、步骤2、按照权利要求1的方法选择匹配的微通道板的有效区皮料玻璃与芯料玻璃,经管棒匹配后,先后进行拉制单丝、多根单丝排棒组成复丝棒以及复丝拉制工艺,获得有效区复丝,其中实体边玻璃材料的热膨胀系数高于有效区皮料玻璃材料的热膨胀系数,且软化点低于有效区皮料玻璃材料的软化点;
16、步骤3、将有效区复丝、实体边复丝按照预定顺序排制在排屏模具中,截面外形呈正六边形,其中实体边复丝位于外围,有效区复丝位于实体边复丝合围区域的内部;
17、步骤4、将排制好的复丝送入热压模具内进行热熔压,再经切片后,获得圆形薄片状的微通道板坯体屏段;
18、步骤5、对坯体屏段进行腐蚀,去除有效区芯料玻璃,形成微米级的微孔通道结构,制备出微通道板本底,为多孔薄片结构;
19、步骤6、对多孔薄片结构进行氢还原处理,使多孔通道的内壁形成具有二次电子发射能力的功能层;
20、步骤7、在氢还原处理后的多孔薄片结构的输入面和输出面镀制金属电极,以及在通道内镀制功能层,制备获得微通道板。
21、根据本发明目的的第三方面,还提出一种制备超薄微通道板的方法,包括以下步骤:
22、步骤1、使用前述的实体边玻璃材料制成的六边形玻璃棒,直接一次拉制成型六边形边丝;
23、步骤2、按照权利要求1的方法选择匹配的微通道板的有效区皮料玻璃与芯料玻璃,经管棒匹配后,先后进行拉制单丝、多根单丝排棒组成复丝棒以及复丝拉制工艺,获得有效区复丝,其中实体边玻璃材料的热膨胀系数高于有效区皮料玻璃材料的热膨胀系数,且软化点低于有效区皮料玻璃材料的软化点;
24、步骤3、将有效区复丝、成型六边形边丝按照预定顺序排制在排屏模具中,截面外形呈正六边形,其中成型六边形边丝位于外围,有效区复丝位于成型六边形边丝合围区域的内部;
25、步骤4、将排制好的复丝送入热压模具内进行热熔压,再经切片后,获得圆形薄片状的微通道板坯体屏段;
26、步骤5、对坯体屏段进行腐蚀,去除有效区芯料玻璃,形成微米级的微孔通道结构,制备出微通道板本底,为多孔薄片结构;
27、步骤6、对多孔薄片结构进行氢还原处理,使多孔通道的内壁形成具有二次电子发射能力的功能层;
28、步骤7、在氢还原处理后的多孔薄片结构的输入面和输出面镀制金属电极,以及在通道内镀制功能层,制备获得微通道板。
29、根据本发明目的的第四方面,还提出一种根据前述方法制备的微通道板,所述微通道板的直径为φ20mm~φ33mm,厚度为0.18mm~0.25mm。微通道板经过氢还原后的形变量小于5μm。
30、应当理解,前述构思以及在下面更加详细地描述的额外构思的所有组合只要在这样的构思不相互矛盾的情况下都可以被视为本公开的发明主题的一部分。另外,所要求保护的主题的所有组合都被视为本公开的发明主题的一部分。
31、结合附图从下面的描述中可以更加全面地理解本发明教导的前述和其他方面、实施例和特征。本发明的其他附加方面例如示例性实施方式的特征和/或有益效果将在下面的描述中显见,或通过根据本发明教导的具体实施方式的实践中得知。
技术特征:
1.一种用于控制超薄微通道板变形的实体边玻璃材料,其特征在于,所述实体边玻璃材料以质量百分比计,包括以下组分:
2.根据权利要求1所述的用于控制超薄微通道板变形的实体边玻璃材料,其特征在于,所述实体边玻璃材料的软化点较之于匹配的有效区皮料玻璃的软化点低10℃~50℃。
3.根据权利要求1所述的用于控制超薄微通道板变形的实体边玻璃材料,其特征在于,所述实体边玻璃材料的热膨胀系数(85~95)×10-7/℃。
4.根据权利要求1或3所述的用于控制超薄微通道板变形的实体边玻璃材料,其特征在于,所述实体边玻璃材料相较于匹配的有效区皮料玻璃材料,热膨胀系数(0.5~10)×10-7/℃。
5.一种基于权利要求1-4中任意一项所述的实体边玻璃材料制备超薄微通道板的方法,其特征在于,包括以下步骤:
6.一种基于权利要求1-4中任意一项所述的实体边玻璃材料制备超薄微通道板的方法,其特征在于,包括以下步骤:
7.根据权利要求5或6所述的方法制备的微通道板,其特征在于,所述微通道板的直径为φ20mm~φ33mm,厚度为0.18mm~0.25mm。
8.根据权利要求7所述的微通道板,其特征在于,所述微通道板经过氢还原后的形变量小于5μm。
技术总结
本发明提供一种用于控制超薄微通道板变形的实体边玻璃材料及其应用,该实体边玻璃材料以质量百分比计,包括以下组分:SiO<subgt;2</subgt; 60%~70%;Na<subgt;2</subgt;O 8%~12%;K<subgt;2</subgt;O 5%~10%;MgO 2%~8%;CaO 2%~8%;BaO 1%~5%。实体边玻璃材料的热膨胀系数高于有效区皮料玻璃材料的热膨胀系数,且软化点低于有效区皮料玻璃材料的软化点,所述实体边玻璃材料制成的单一材料实体边,在微通道板氢还原之前形成实体边对于有效区的拉应力,抵消氢还原过程中有效区皮料玻璃体积与热膨胀系数的变化趋势,以解决超薄微通道板氢还原过程中变形的问题。
技术研发人员:徐伟,邱祥彪,王健,乔芳建,祝佳祺,张珈玮,陈晓倩,张欢
受保护的技术使用者:北方夜视技术股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!