坩埚熔制成型自动生产线及其坩埚熔制自动投料方式的制作方法
本发明涉及坩埚生产领域,具体涉及坩埚熔制成型自动生产线及其坩埚熔制自动投料方式。
背景技术:
1、基于石英坩埚熔制行业现状,石英坩埚料层结构愈加复杂、枯燥、重复的投料和刮料动作劳动强度极大且严重影响坩埚品质。
2、现有工艺通常依赖人工经验进行坩埚制作,人工视情况装料供料,对模具投料,沿模具进行刮料、进行成型熔制,对半成品坩埚出埚及废料散料收集清理。供料、投料、刮料一套流程,会根据工艺进行多次重复操作,人员长期处于高温、多尘环境作业,一套半成品坩埚因为误差有原材料浪费的情况。
技术实现思路
1、本发明的目的是解决以上缺陷,提供坩埚熔制成型自动生产线及其坩埚熔制自动投料方式。
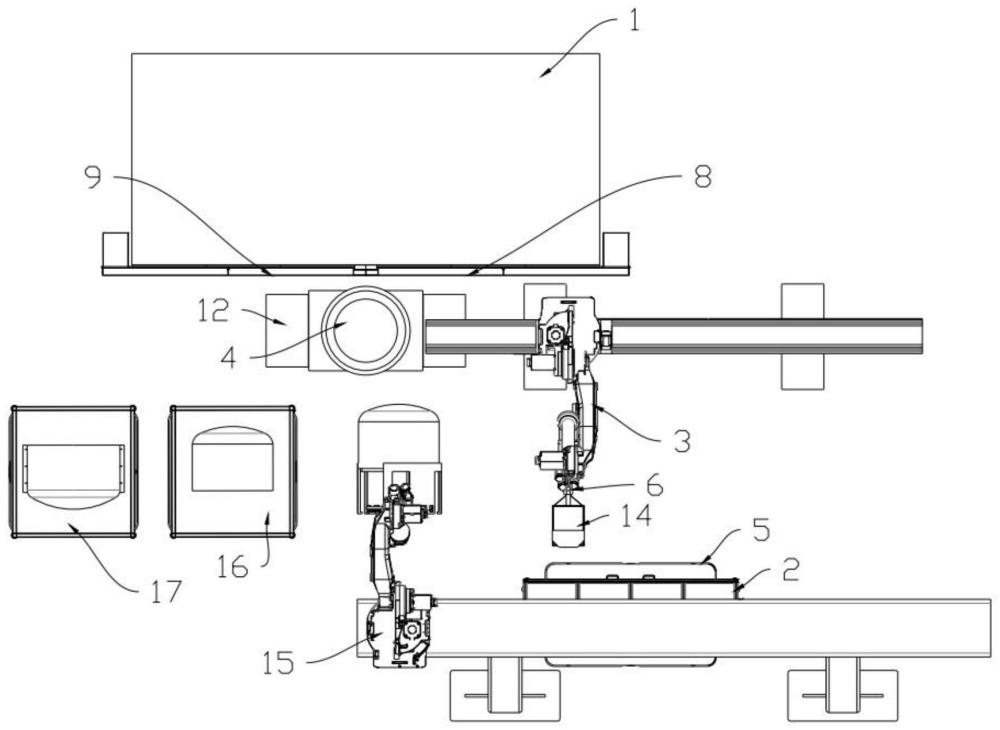
2、本发明的目的是通过以下方式实现的:坩埚熔制成型自动生产线,包括熔制室和配料车,熔制室的一侧并排放置有投料刮料机器人和坩埚炉具模具,配料车放置在投料刮料机器人远离熔制室的一侧,配料车的下方设有送料车,熔制室靠近投料刮料机器人和坩埚炉具模具分别设有入料口和出料口,配料车靠近投料刮料机器人的一侧配置有数个料盒,投料刮料机器人具有末端治具和刮料杆,配料车的一侧设有取埚机器人和取埚小车,取埚小车的一侧设有取浮砂小车;
3、所述熔制室、坩埚炉具模具和配料车、投料刮料机器人、送料车、取埚机器人、取埚小车和取浮砂小车均连接于一控制系统,由所述控制系统进行统一的控制。
4、进一步的,所述入料口远离熔制室的一侧和取料口远离熔制室的一侧分别活动设有入料门和取料门。
5、进一步的,所述料盒上设置有手柄,投料刮料机器人上设置有激光测距系统、视觉检测系统和激光测距外轮廓定位系统。
6、进一步的,所述配料车靠近的熔制室一侧的上端设有若干个用于收纳料盒的盒屉,盒屉上盖合有屉门。
7、进一步的,所述坩埚炉具模具连接有可旋转的底座。
8、进一步的,所述末端治具的外侧包裹有一层隔热板。
9、坩埚熔制自动投料方式,该方法包括以下步骤:
10、s1:取料:投料刮料机器人移动到送料车前,使用激光测距系统判断机器人与送料车是否平齐后,使用视觉检测系统定位屉门,打开屉门,再次通过视觉检测系统定位料盒手柄,通过投料刮料机器人抓起料盒手柄,将料盒取出;
11、s2:放料:通过移动,投料刮料机器人将料盒送至坩埚炉具模具前,投料刮料机器人将料盒伸入坩埚炉具模具中放料;
12、s3:刮料:投料刮料机器人将刮料杆一部分伸入模具内,此时与刮料杆平行的激光测距传感器对模具外轮廓进行测距,通过激光测距传感器反馈的数值,投料刮料机器人进行摆动,直到激光测距传感器在该位置的数值间的误差在一定范围内,说明刮料杆已与模具外壁平行,平行后刮料杆再次伸入模具内,此时在末端夹具上方的激光测距传感器对坩埚炉具模具的入口顶端进行测距,投料刮料机器人根据反馈数值调节伸入的深度,到位后刮料杆贴平模具内壁对原料进行刮平,根据工艺重复s1~s3动作进行多次放料刮料;完成后模具下方底座将模具送入熔制室进行熔制;
13、s4:取料:待熔制结束后,出料门开启,坩埚炉具模具下方的底座运动至取料处,坩埚炉具模具下方的底座进行旋转,旋转时,取浮砂小车移动至坩埚炉具模具的前方,接取浮砂,接取后离开;
14、s5:结束:取浮砂小车离开后,取锅小车移动至底座的前方,取埚机器人通过夹具伸入模具中的坩埚内,将坩埚夹起后,放置在取锅小车上,取锅小车移动至下一步工序。
15、本发明所产生的有益效果如下:利用送料车运送配料车,利用投料刮料机器人和坩埚炉具模具制作坩埚坯料,再放入熔制室内熔制,然后利用取埚机器人取出熔制好的坩埚并运送至指定位置,从而实现了坩埚加工的全流程自动化操作,不仅无需人工操作,降低了人工成本和工人的劳动强度,而且提高了生产效率,节约了原材料的用料成本,大大优化了坩埚的生产流程,有利于广泛推广使用。
技术特征:
1.坩埚熔制成型自动生产线,包括熔制室和配料车,其特征在于:所述熔制室的一侧并排放置有投料刮料机器人和坩埚炉具模具,配料车放置在投料刮料机器人远离熔制室的一侧,配料车的下方设有送料车,熔制室靠近投料刮料机器人和坩埚炉具模具分别设有入料口和出料口,配料车靠近投料刮料机器人的一侧配置有数个料盒,投料刮料机器人具有末端治具和刮料杆,配料车的一侧设有取埚机器人和取埚小车,取埚小车的一侧设有取浮砂小车;
2.根据权利要求1所述的坩埚熔制成型自动生产线,其特征在于:所述入料口远离熔制室的一侧和取料口远离熔制室的一侧分别活动设有入料门和取料门。
3.根据权利要求1所述的坩埚熔制成型自动生产线,其特征在于:所述料盒上设置有手柄,投料刮料机器人上设置有激光测距系统、视觉检测系统和激光测距外轮廓定位系统。
4.根据权利要求1所述的坩埚熔制成型自动生产线,其特征在于:所述配料车靠近的熔制室一侧的上端设有若干个用于收纳料盒的盒屉,盒屉上盖合有屉门。
5.根据权利要求1所述的坩埚熔制成型自动生产线,其特征在于:所述坩埚炉具模具连接有可旋转的底座。
6.根据权利要求1所述的坩埚熔制成型自动生产线,其特征在于:所述末端治具的外侧包裹有一层隔热板。
7.坩埚熔制自动投料方式,其特征在于,该方法包括权利要求1-6任意一项中的坩埚熔制成型自动生产线,该方法包括以下步骤:
技术总结
本发明涉及坩埚生产领域,具体涉及坩埚熔制成型自动生产线及其坩埚熔制自动投料方式,包括熔制室和配料车,熔制室的一侧并排放置有投料刮料机器人和坩埚炉具模具,配料车放置在投料刮料机器人远离熔制室的一侧,配料车的下方设有送料车,熔制室靠近投料刮料机器人和坩埚炉具模具分别设有入料口和出料口,配料车靠近投料刮料机器人的一侧配置有料盒,投料刮料机器人具有末端治具和刮料杆,利用送料车运送配料车,利用投料刮料机器人和坩埚炉具模具制作坩埚坯料,再放入熔制室内熔制,然后利用取埚机器人取出熔制好的坩埚并运送至指定位置。
技术研发人员:刘仙宏
受保护的技术使用者:深圳市奥瑞峻科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!