一种大尺寸半球形玻璃物理钢化系统及钢化方法与流程
本发明涉及玻璃钢化,具体涉及一种大尺寸半球形玻璃物理钢化系统及钢化方法。
背景技术:
1、大尺寸半球形玻璃可以作为空间站观察窗口,空间站在太空高速运行,空间站的半球形玻璃必须是耐冲击玻璃,才能保证宇航员的生命安全。因此,通过后加工强化处理,提升玻璃的力学性能是改善半球形玻璃安全性的必然选择。
2、物理钢化与化学强化是改善玻璃力学性能的常用方法,其宏观效果是在玻璃表面形成一个压应力层;当玻璃受到外力作用时,该应力层可以部分抵消外力作用所引起的拉应力,达到提升玻璃强度的目的。化学钢化法又称离子交换增法,采用化学钢化法可以钢化厚度小于1 mm 的超薄玻璃,物理钢化是将玻璃加热到玻璃的转变温度以上,然后通过快速冷却提升玻璃强度的一种的方法。与物理强化技术相比,化学强化技术处理时间久、生产周期较长,且破碎后成片状,存在一定的安全隐患,空间站半球玻璃厚度在大于3mm,只能采用物理钢化工艺。
3、针对直大于1000mm的大尺寸半球形玻璃,物理钢化存在以下技术难点:
4、(a)大尺寸钢化时,玻璃在自重影响下会变形,且球内外部温度不一致,温度均匀性达不到要求;
5、(b)风栅对球形玻璃进行冷却时,内外部且球面不同位置的风压不一致,导致玻璃表面应力分布不均匀,钢化强度不符合要求且破碎后颗粒度达不到要求。目前,针对大尺寸半球形玻璃的物理钢化,国内设备厂家没有具体的解决方案。
技术实现思路
1、本发明的目的在于提供一种大尺寸半球形玻璃的物理钢化系统及钢化方法,以对大尺寸半球形玻璃进行物理钢化,提高玻璃钢化性能。具体技术方案如下:
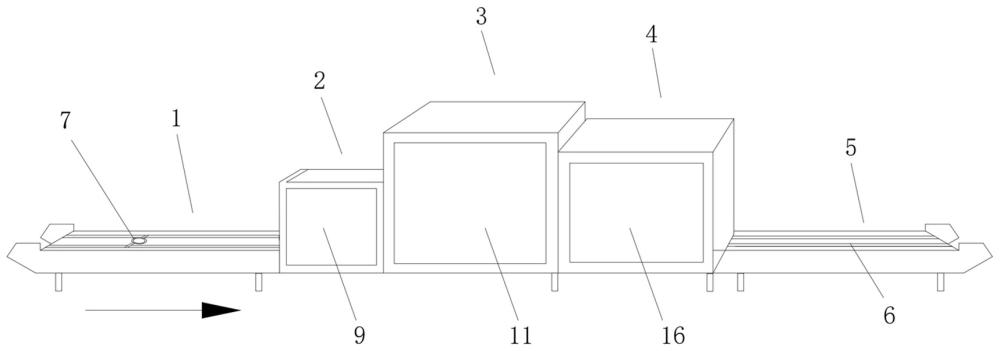
2、一种大尺寸半球形玻璃物理钢化系统,它包括输送装置,输送装置的移动部上设有用于装载需钢化的大尺寸半球形玻璃的载片装置,在载片装置的输送路径上依次设有上片区、预加热区、加热区、冷却区和下片区;
3、所述预加热区设有预加热装置,预加热装置中设有上下分布的加热组件,所述载片装置的输送路径位于上下加热组件之间;
4、所述加热区设有加热装置,加热装置中设有顶部升降装置和底部升降装置,顶部升降装置的升降端朝下设置并连接有顶部半球形加热装置,底部升降装置的升降端朝上设置并连接有底部半球形加热装置,所述载片装置的输送路径位于顶部、底部半球加热装置之间。
5、进一步地,所述加热组件为一组均匀分布的加热电阻丝。
6、进一步地,所述载片装置包括载片环,载片环两端通过连接板与输送装置的移动部连接。
7、进一步地,所述顶部半球形加热装置具有与半球形玻璃外表面相适配的加热面,所述底部半球形加热装置具有与半球形玻璃内表面相适配的加热面。
8、进一步地,所述顶部、底部半球加热装置内设有沿其加热面均布的加热电阻丝。
9、本申请还提供了一种大尺寸半球形玻璃的物理钢化方法,应用于上述一种大尺寸半球形玻璃的物理钢化系统,该方法包括以下步骤:
10、步骤a.启动预加热装置和加热装置并分别进行温度设定;
11、步骤b.待预加热装置和加热装置的内部温度达到设定稳定后,在上片区内将所需钢化的大尺寸半球形玻璃放置在载片装置上;
12、步骤c.载片装置带动大尺寸半球形玻璃进入预加热区,预加热装置对其预加热;其中,预加热的时间是5分钟-30分钟,预加热温度低于大尺寸半球玻璃软化点温度20-50℃;
13、步骤d.预加热完成后,大尺寸半球形玻璃进入加热区,加热装置内对其加热:启动顶部升降装置和底部升降装置,顶部半球形加热装置和底部半球形加热装置分别对大尺寸半球形玻璃外部和内部进行加热;
14、其中,顶部半球形加热装置和底部半球形加热装置分别与大尺寸半球形玻璃的内外表面保持相同距离,加热温度高于大尺寸半球形玻璃的软化点温度50-100℃,加热时间是每毫米厚度的玻璃钢化加热40-50秒;
15、步骤e.加热完成后,启动顶部升降装置和底部升降装置,控制顶部半球形加热装置和底部半球形加热装置与大尺寸半球形玻璃分离;
16、步骤f.大尺寸半球形玻璃进入冷却区,启动风压精密控制系统,对大尺寸半球形玻璃进行钢化快速风冷;
17、其中,风压精密控制系统包括第一风压升降装置,第一风压升降装置上设有风机,风机与风栅连通,风栅上连接有第一出风装置,第一出风装置位于载片装置的移动路径上侧,第一出风装置设有沿半球外表面均匀分布的等孔径的出风口;当第一风压升降装置下降后,第一出风装置可完全覆盖大尺寸半球形玻璃外表面;
18、步骤g.待冷却完成后,控制第一风压升降装置上升,使第一出风装置与大尺寸半球形玻璃分离;
19、步骤h. 大尺寸半球形玻璃进入下片区,在下片区将钢化后的大尺寸半球形玻璃取出。
20、进一步地,所述风压精密控制系统还包括第二风压升降装置,第二风压升降装置上设有风机,风机与风栅连通,风栅上连接有第二出风装置,第二出风装置位于载片装置的移动路径下侧,第二出风装置上设有沿半球外表面均匀分布的等孔径的出风口;当第二风压升降装置上升后,第二出风装置可完全覆盖大尺寸半球形玻璃内表面;
21、在步骤g中,待冷却完成后,还控制第二风压升降装置下降,使第二出风装置与大尺寸半球形玻璃分离。
22、本发明相比现有技术具的有益效果:
23、本发明提供的一种大尺寸半球形玻璃的物理钢化系统和钢化方法,该系统中上片区、预加热区、加热区、冷却区和下片区。通过该系统能够对半球形玻璃进行物理钢化,钢化加热过程中大尺寸半球玻璃的内外部温度均匀分布,冷却过程中大尺寸半球玻璃内外部球面不同位置的风压一致,钢化后的大尺寸半球形玻璃表面应力均匀分布,钢化强度和破碎后颗粒度满足使用要求。
技术特征:
1.一种大尺寸半球形玻璃物理钢化系统,其特征在于:它包括输送装置(6),输送装置(6)的移动部上设有用于装载需钢化的大尺寸半球形玻璃(8)的载片装置(7),在载片装置(7)的输送路径上依次设有上片区(1)、预加热区(2)、加热区(3)、冷却区(4)和下片区(5);
2.根据权利要求1所述的一种大尺寸半球形玻璃物理钢化系统,其特征在于:所述加热组件(10)为一组均匀分布的加热电阻丝。
3.根据权利要求1所述的一种大尺寸半球形玻璃物理钢化系统,其特征在于:所述载片装置(7)包括载片环(21),载片环(21)两端通过连接板(22)与输送装置(6)的移动部连接。
4.根据权利要求1所述的一种大尺寸半球形玻璃物理钢化系统,其特征在于:所述顶部半球形加热装置(14)具有与半球形玻璃外表面相适配的加热面,所述底部半球形加热装置(15)具有与半球形玻璃内表面相适配的加热面。
5.根据权利要求4所述的一种大尺寸半球形玻璃物理钢化系统,其特征在于:所述顶部、底部半球加热装置内设有沿其加热面均布的加热电阻丝。
6.一种大尺寸半球形玻璃的物理钢化方法,应用于上述任一项所述的一种大尺寸半球形玻璃的物理钢化系统,其特征在于:该方法包括以下步骤:
7.根据权利要求6所述的一种大尺寸半球形玻璃的物理钢化方法,其特征在于:所述风压精密控制系统(16)还包括第二风压升降装置(23),第二风压升降装置(23)上设有风机(18),风机(18)与风栅(19)连通,风栅(19)上连接有第二出风装置(24),第二出风装置(24)位于载片装置(7)的移动路径下侧,第二出风装置(24)上设有沿半球外表面均匀分布的等孔径的出风口;当第二风压升降装置(23)上升后,第二出风装置(24)可完全覆盖大尺寸半球形玻璃(8)内表面;
技术总结
本发明涉及一种大尺寸半球形玻璃物理钢化系统及钢化方法,属于玻璃钢化技术领域。该系统包括输送装置,输送装置的移动部上设有载片装置,在载片装置的输送路径上依次设有上片区、预加热区、加热区、冷却区和下片区;预加热区设有预加热装置,预加热装置中设有位于载片装置输送路径上下两侧的加热组件;加热区设有加热装置,加热装置中设有顶部升降装置和底部升降装置,顶部升降装置的升降端朝下设置并连接有顶部半球形加热装置,底部升降装置的升降端朝上设置并连接有底部半球形加热装置。该方法应用于物理钢化系统对大尺寸半球形玻璃进行物理钢化。本发明使钢化后的大尺寸半球形玻璃表面应力均匀分布,钢化强度和破碎后颗粒度满足使用要求。
技术研发人员:彭寿,赵凤阳,王巍巍,胡文涛,周刚,柯震坤,刘爱丽,王鹏,孙晨蕊,倪嘉,崔介东,曹欣,石丽芬,仲召进,韩娜
受保护的技术使用者:中建材玻璃新材料研究院集团有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!