一种可调温的模具的制作方法
本技术涉及模具,尤其涉及一种可调温的模具。
背景技术:
1、模具是指在工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过改变待成型材料物理状态来实现物品外形的加工,素有“工业之母”的称号。
2、在现有技术中,模具的散热通常是通过外置的散热组件从而模具的外侧对模具进行侵袭式降温,此类降温方式可以参考公开号为cn218535283u的中国专利所公开的模具,该模具虽然具有一定的降温效果,但是其需要对模具所处的环境持续输出降温气体或液体,该降温气体或液体存在大量的逸散,且其作用过程是从模具的外表逐渐向内部渗透,效率低下且能耗高,并且工作时间需要足够长才能达到所需要的效果,无法达到利用该模具进行批量生产时对生产效率的要求。此外,现有的模具加热方式通常是直接通过设置的加热棒进行加热,但是该种加热方式存在明显的加热不均匀的现象,容易导致模具的塑形腔室内的温度分布不均,从而导致代加工材料的受热不均,致使需要进行压铸或冲压成型的板体材料极易在成型过程中由于温差问题而出现部分区域的翘曲变形。最后,当该模具是进行玻璃等需要降温材料的塑形时,由于成型产品需要冷却,如果采用现有模具,在开模瞬间,成型产品受到外部环境空气的侵袭,由于外部空气温度与成型产品表面温差较大,极易造成部分区域发生过于剧烈的预冷收缩,极易导致成型产品出现开裂等不良现象。
3、此外,一方面由于对本领域技术人员的理解存在差异;另一方面由于实用新型人做出本实用新型时研究了大量文献和专利,但篇幅所限并未详细罗列所有的细节与内容,然而这绝非本实用新型不具备这些现有技术的特征,相反本实用新型已经具备现有技术的所有特征,而且申请人保留在背景技术中增加相关现有技术之权利。
技术实现思路
1、本实用新型目的在于提供一种能够对模具所构建的塑形腔室进行加热或降温,以解决现有模具降温方式效率低下,加热方式存在受热不均的问题。
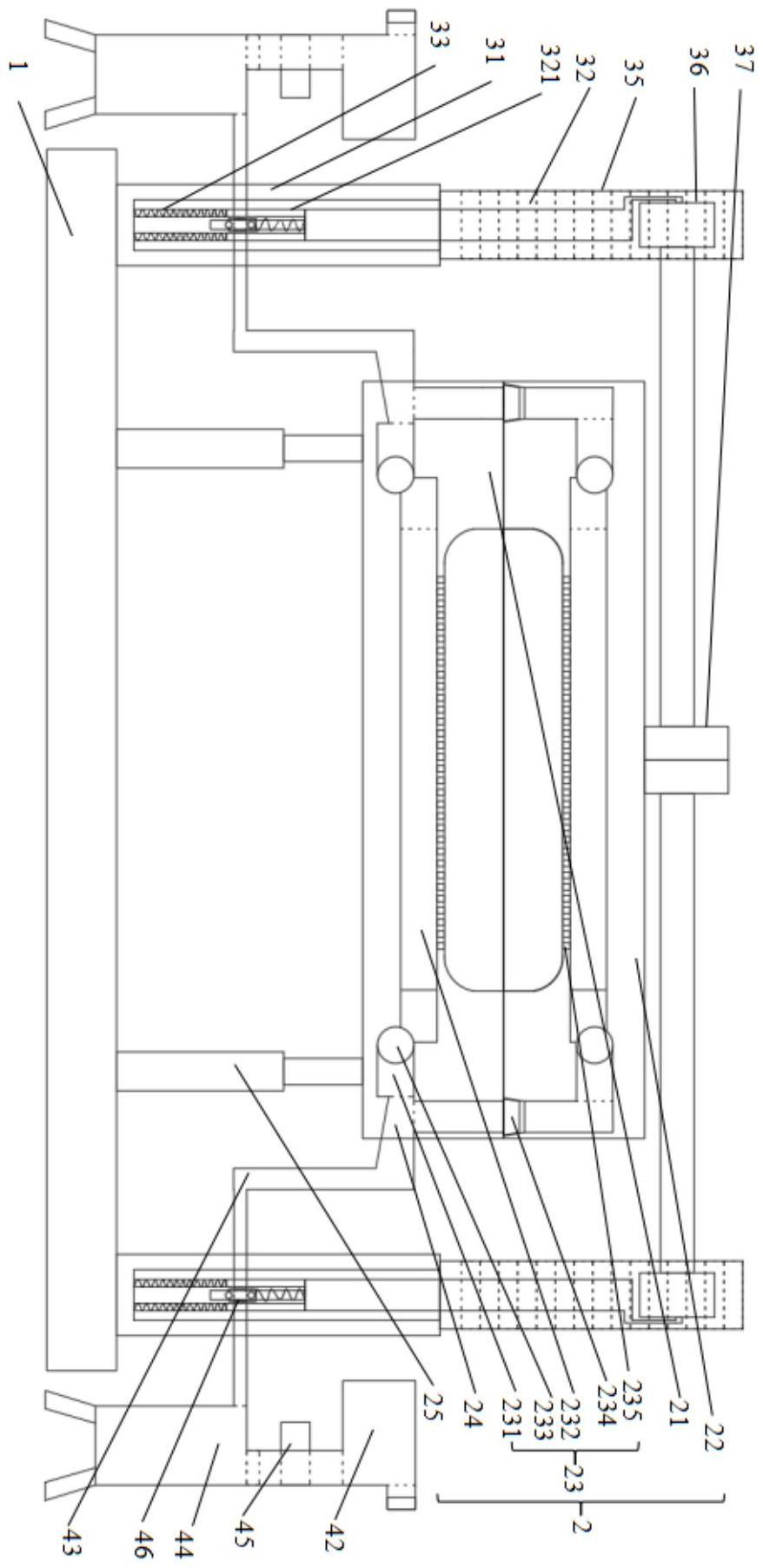
2、本实用新型所采用的技术方案为:一种可调温的模具,其包括底座、压膜件、压膜驱动件以及控温组件,所述压膜件的第一模板和第二模板分设于所述底座、压膜驱动件,所述第一模板和第二模板均按照能够定向输送由所述控温组件所供给的调温气流的方式在其板体内开设有导流通道,所述导流通道包括主流道、子流道和分流管,其中,所述主流道通过所述分流管同时与若干所述子流道连通,若干所述子流道并行设置,并且若干所述子流道依据其与所述主流道之间的相对位置构建出具有梯度式流道截面的并联流道。
3、根据一种优选的实施方式,在所述第一模板和第二模板的板体内设置有至少两组所述子流道交叉布设的所述导流通道,并且交叉布设的所述子流道相互平行且开口方向相反;两组所述导流通道分别与不同的所述控温组件连接,两个所述分流管按照相互平行的方式设置在交叉布设的所述子流道的两侧,以使得两个所述主流道在所述第一模板内对称布设。
4、根据一种优选的实施方式,所述第一模板和第二模板中的主流道通过贯穿所述第一模板和第二模板相互抵靠的板壁的对接口进行对接,并从而在所述第一模板和第二模板装配在一起的情况下,分设于所述第一模板和第二模板的板体中的所述导流通道与同一个所述控温组件连通。
5、根据一种优选的实施方式,所述控温组件按照能够可选择地向所述导流通道输送热气流或冷气流的方式在所述压膜件的两侧分别设置有与导流通道连通的热气供给单元和冷气供给单元。
6、根据一种优选的实施方式,所述导流通道通过连接阀贯穿所述第一模板的两个侧壁,并且插设在所述第一模板的两个相互对称的侧壁上的所述连接阀通过伸缩软管分别连通所述热气供给单元和冷气供给单元。
7、根据一种优选的实施方式,在所述伸缩软管上还设置有能够存储气体并对气体进行加压的加压腔,所述加压腔的输出端设置有能够控制其与所述伸缩软管的导通情况的按压开关。
8、根据一种优选的实施方式,所述按压开关镶嵌安装在所述压膜驱动件的支撑主管中,至少两根所述支撑主管按照分设在所述第一模板的外侧的方式支撑在所述底座上,并且在所述支撑主管的轴向上端开口内插设有能够在其轴向上进行升降的支撑轴杆,至少两根对称分设在所述第一模板的两侧的所述支撑轴杆的轴向上端安装有所述第二模板。
9、根据一种优选的实施方式,所述支撑轴杆的轴向下端沿轴向开设有能够容纳所述按压开关的填充槽,并且所述支撑轴杆构成所述填充槽的槽壁的杆体端部还连接有弹力件,所述弹力件远离所述支撑轴杆的一端与所述支撑主管的内底面连接。
10、根据一种优选的实施方式,所述第一模板通过可升降的液压杆支撑在所述底座上,并且多根所述液压杆阵列排布在所述第一模板下方。
11、根据一种优选的实施方式,所述支撑主管的轴向上端还连接有齿条,所述齿条与支撑轴杆轴向上端转动连接的齿轮啮合,并且所述齿轮通过传动轴与设置在所述第二模板的上表面的双头驱动单元传动连接。
12、本实用新型的有益效果是:
13、本申请通过在压膜件的第一模板和第二模板内布设两组相互交叉且并行的导流通道,使得导流通道能够定向输送与其连接的控温组件所产生的热气流或冷气流,并且本申请所构建的导流通道具有的梯度式结构,使得多个并联的子流道能够获得大致相等的控温气体量,从而使其所覆盖的模板板体区域均能够获得大致相等的热量或制冷量,进而整个塑形空间不同区域的温度均被调节至大致相等的温度值。上述结构设置使得第一模板和第二模板能够获得一个分布均匀地加热或冷却处理,使得两个构建的塑形空间各点位温度大致相等,从而保证了塑形材料能够受热均匀,从而防止板体材料极易在成型过程中出现部分区域的翘曲变形。本申请所设置的导流通道还能够加速热量在第一模板和第二模板内的传导速度,从而加速第一模板和第二模板的升温或减速速度。
14、本申请通过将按压开关与支撑轴杆带动第二模具的升降运动进行联动,使得控温组件能够根据实际需求向导流通道内输送热气流或冷气流,以实现第一模板和第二模板的加热或冷却。本申请的加热和冷却可以是与压模和开模过程中相对应,从而使得模具塑形过程所需的加热时间和冷却时间大大缩短,从而进一步提升模具的塑形效率。
15、此外,本申请的热气流的输送是具有一个后置性的,当第一模板和第二模板在进行开模操作时,热气流还能够具有一个延长时间地向塑形空间输送热气流,从而使得外部冷空气无法直接与塑形产品表面接触,从而减缓了塑形产品表面在开模时的降温速度,从而有效地缓解了玻璃等易开裂的塑形材料的温度变换,避免了塑形材料发生开裂。
技术特征:
1.一种可调温的模具,其包括底座(1)、压膜件(2)、压膜驱动件(3)以及控温组件(4),其特征在于,
2.如权利要求1所述的可调温的模具,其特征在于,在所述第一模板(21)和第二模板(22)的板体内设置有至少两组所述子流道(232)交叉布设的所述导流通道(23),并且交叉布设的所述子流道(232)相互平行且开口方向相反;
3.如权利要求2所述的可调温的模具,其特征在于,所述第一模板(21)和第二模板(22)中的主流道(231)通过贯穿所述第一模板(21)和第二模板(22)相互抵靠的板壁的对接口(234)进行对接,并从而在所述第一模板(21)和第二模板(22)装配在一起的情况下,分设于所述第一模板(21)和第二模板(22)的板体中的所述导流通道(23)与同一个所述控温组件(4)连通。
4.如权利要求3所述的可调温的模具,其特征在于,所述控温组件(4)按照能够可选择地向所述导流通道(23)输送热气流或冷气流的方式在所述压膜件(2)的两侧分别设置有与导流通道(23)连通的热气供给单元(41)和冷气供给单元(42)。
5.如权利要求4所述的可调温的模具,其特征在于,所述导流通道(23)通过连接阀(24)贯穿所述第一模板(21)的两个侧壁,并且插设在所述第一模板(21)的两个相互对称的侧壁上的所述连接阀(24)通过伸缩软管(43)分别连通所述热气供给单元(41)和冷气供给单元(42)。
6.如权利要求5所述的可调温的模具,其特征在于,在所述伸缩软管(43)上还设置有能够存储气体并对气体进行加压的加压腔(44),所述加压腔(44)的输出端设置有能够控制其与所述伸缩软管(43)的导通情况的按压开关(46)。
7.如权利要求6所述的可调温的模具,其特征在于,所述按压开关(46)镶嵌安装在所述压膜驱动件(3)的支撑主管(31)中,
8.如权利要求7所述的可调温的模具,其特征在于,所述支撑轴杆(32)的轴向下端沿轴向开设有能够容纳所述按压开关(46)的填充槽(321),并且所述支撑轴杆(32)构成所述填充槽(321)的槽壁的杆体端部还连接有弹力件(33),所述弹力件(33)远离所述支撑轴杆(32)的一端与所述支撑主管(31)的内底面连接。
9.如权利要求8所述的可调温的模具,其特征在于,所述第一模板(21)通过可升降的液压杆(25)支撑在所述底座(1)上,并且多根所述液压杆(25)阵列排布在所述第一模板(21)下方。
10.如权利要求9所述的可调温的模具,其特征在于,所述支撑主管(31)的轴向上端还连接有齿条(35),所述齿条(35)与支撑轴杆(32)轴向上端转动连接的齿轮(36)啮合,并且所述齿轮(36)通过传动轴与设置在所述第二模板(22)的上表面的双头驱动单元(37)传动连接。
技术总结
本技术涉及一种可调温的模具,包括底座、压膜件、压膜驱动件以及控温组件,所述压膜件的第一模板和第二模板分设于所述底座、压膜驱动件,所述第一模板和第二模板均按照能够定向输送由所述控温组件所供给的调温气流的方式在其板体内开设有导流通道,所述导流通道包括主流道、子流道和分流管,所述主流道通过所述分流管同时与若干所述子流道连通,若干所述子流道并行设置,并且若干所述子流道依据其与所述主流道之间的相对位置构建出具有梯度式流道截面的并联流道。本技术通过布设导流通道以及能够选择性制冷或制热的调温组件,从而提升模具的温度调节效率,并且并行分布的梯度式流道使得模具内部受热均匀,提升了塑形产品的良率。
技术研发人员:欧勇
受保护的技术使用者:成都恒远通精密机械有限公司
技术研发日:20230327
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!