一种无卤阻燃PC/ABS组合物及其制备方法和应用与流程
一种无卤阻燃pc/abs组合物及其制备方法和应用
技术领域
1.本发明涉及一种无卤阻燃pc/abs组合物及其制备方法和应用。
背景技术:
2.聚碳酸酯是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型。其中芳香族聚碳酸酯机械性能优异,在玻璃装配业、汽车工业和电子电器工业等领域有着广泛应用。
3.abs树脂是五大合成树脂之一,由丙烯腈、丁二烯和苯乙烯三元共聚组成,兼有聚丙烯腈的高度化学稳定性、耐油性和表面硬度,聚丁二烯的韧性和耐寒性,聚苯乙烯的良好介电性、光泽和加工性等综合性能。此外,abs树脂易涂装着色,还可进行表面喷镀金属、电镀、焊接、热压和粘接等二次加工,广泛应用于机械、汽车、电子电器、仪器仪表、纺织和建筑等工业领域。
4.pc/abs合金是聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物的混合物。结合了两种材料的优异特性(如abs的成型性和pc的机械性、冲击强度和耐温、抗紫外线等性质),较pc提高了流动性,改善了加工性能,减少了制品对应力的敏感性,因而广泛应用于汽车内、家电、电子电气等领域。其中,电子电气等领域的外壳、面板等零部件轻量化需求要求pc/abs具备阻燃性的同时,在零部件尺寸薄时仍具有较好的力学性能。近年来,由于环保政策的要求,无卤阻燃pc/abs需求量日益增多。其中磷酸酯类阻燃剂最为常用。然而,磷酸酯类阻燃剂的加入对pc/abs合金性能尤其是冲击性能的影响较大。这成为无卤阻燃pca/bs合金开发的一大热点。us 9018286b公开了采用膦腈类阻燃剂替代磷酸酯类阻燃剂,并且采用含硅氧烷共聚pc等特殊pc以提高其-40℃时的冲击性能的方法,成本高且原料不易得。cn 109749392a公开了低翘曲高阻燃耐低温玻纤增强pc/abs的制备方法,然而其-30℃时冲击强度最高仅为9kj/m2。cn 102746631a报道了采用本体法abs制备的pc/abs具有较好低温冲击性能,加入相容剂苯乙烯-马来酸酐共聚物效果更好,橡胶种类及阻燃剂的影响并未探讨。
技术实现要素:
5.针对现有技术中存在的不足,本发明提供了低温冲击性能改善的无卤阻燃pc/abs组合物,以提高其低温冲击性能。
6.本发明的第一方面提供了一种无卤阻燃pc/abs组合物,包括聚碳酸酯、abs树脂、无卤阻燃剂、增韧剂和任选的功能改性助剂,其中,所述abs树脂的橡胶相玻璃化转变温度不高于-90℃。
7.根据本发明的一些实施方式,以质量份计,所述无卤阻燃pc/abs组合物包括:
8.(a)50-99份的聚碳酸酯;
9.(b)1-49份的abs树脂;
10.(c)0.1-20份的增韧剂;
11.(d)0.1-30份的无卤阻燃剂;和任选的
12.(e)0.1-5份的功能改性助剂。
13.根据本发明的优选实施方式,以质量份计,所述无卤阻燃pc/abs组合物包括:
14.(a)55-95份的聚碳酸酯;
15.(b)5-45份的abs树脂;
16.(c)0.2-10份的增韧剂;
17.(d)0.5-20份的无卤阻燃剂;和任选的
18.(e)0.2-3份的功能改性助剂。
19.根据本发明的一些实施方式,所述聚碳酸酯树脂通过双酚a与碳酸二苯酯熔融缩聚得到和/或通过双酚a与光气直接酯化聚合得到。
20.根据本发明的一些实施方式,所述abs树脂的橡胶含量为8wt%-20wt%。
21.根据本发明的一些实施方式,所述abs树脂通过连续本体法聚合得到。
22.根据本发明的一些实施方式,所述增韧剂的橡胶相玻璃化转变温度不高于-70℃。
23.根据本发明的一些实施方式,所述增韧剂的橡胶含量为40wt%-90wt%。
24.根据本发明的一些实施方式,所述增韧剂通过乳液聚合得到。
25.根据本发明的一些实施方式,所述增韧剂选自苯乙烯-丙烯腈-丁二烯共聚物、甲基丙烯酸甲酯-丁二烯-苯乙烯、甲基丙烯酸甲酯-丁二烯、丙烯腈-乙烯丙烯共聚物-苯乙烯和丙烯腈-苯乙烯-丙烯酸丁酯共聚物中的至少一种。
26.根据本发明的一些实施方式,所述无卤阻燃剂选自磷酸酯类阻燃剂、磷腈类阻燃剂、氧化膦类阻燃剂和磺酸盐类阻燃剂中的至少一种。
27.根据本发明的一些实施方式,所述磷酸酯类阻燃剂选自磷酸三苯酯、双酚a双(磷酸二苯酯)、间苯二酚(二苯基磷酸酯)和间苯二酚双[二(2,6-二甲基苯基)磷酸酯]中的至少一种。
[0028]
根据本发明的一些实施方式,所述膦腈类阻燃剂选自六苯氧基环三磷腈、八苯氧基环四膦腈和十环氧基环五膦腈中的至少一种。
[0029]
根据本发明的一些实施方式,所述氧化膦类阻燃剂选自单苯基氧化膦、二苯基氧化膦和三苯基氧化膦中的至少一种。
[0030]
根据本发明的一些实施方式,所述磺酸盐类阻燃剂选自全氟丁基磺酸钾和苯磺酰基苯磺酸钾中的至少一种。
[0031]
根据本发明的一些实施方式,所述功能改性助剂选自抗滴落剂、抗氧剂、光稳定剂和润滑剂中的至少一种。
[0032]
本发明的第二方面提供一种根据第一方面所述的无卤阻燃pc/abs组合物的制备方法,其包括将所述聚碳酸酯、abs树脂、无卤阻燃剂、增韧剂和任选的功能改性助剂在熔融状态下进行混合,挤出造粒,得到所述无卤阻燃pc/abs组合物。
[0033]
根据本发明的一些实施方式,所述无卤阻燃pc/abs组合物通过熔融共混方法制备得到。
[0034]
根据本发明的一些实施方式,所述熔融共混方法采用双螺杆连续挤出方法。
[0035]
根据本发明的一些实施方式,所述熔融共混方法包括将所述聚碳酸酯、abs树脂、无卤阻燃剂、增韧剂和任选的功能改性助剂按照所需比例混合均匀后经过连续挤出造粒制备得到所述无卤阻燃pc/abs组合物。
[0036]
根据本发明的一些实施方式,所述熔融共混方法包括将所述聚碳酸酯、abs树脂、无卤阻燃剂、增韧剂和任选的功能改性助剂按照一定的喂料比例分别计量加入到一个双螺杆挤出机上进行挤出造粒,得到所述无卤阻燃pc/abs组合物。
[0037]
根据本发明的一些实施方式,所述熔融共混方法中,螺杆转速为50rpm-1500rpm。
[0038]
根据本发明的一些实施方式,所述熔融共混方法中,温度为160℃-260℃。
[0039]
本发明的第三方面提供了一种根据第一方面所述的无卤阻燃pc/abs组合物或根据第二方面所述的制备方法得到的无卤阻燃pc/abs组合物在电气用阻燃材料中的应用。
[0040]
本发明的第四方面提供了一种无卤阻燃pc/abs材料的制备方法,其包括将根据第一方面所述的无卤阻燃pc/abs组合物或根据第二方面所述的制备方法得到的无卤阻燃pc/abs组合物熔融挤出,冷却,取向牵伸,得到所述无卤阻燃pc/abs材料。
[0041]
根据本发明提供的无卤阻燃pc/abs组合物提高了组合物的低温冲击性能,且原料易得,利于后续注塑等应用。本发明的无卤阻燃pc/abs组合物可用于注塑制备电子电气零部件等。
具体实施方式
[0042]
下面对本发明所用材料及制备方法简单介绍如下:
[0043]
1.聚碳酸酯(pc)
[0044]
本发明中的pc是分子链中含有碳酸酯基的高分子聚合物,一般是通过双酚a与碳酸二苯酯熔融缩聚或双酚a与光气直接酯化所得。
[0045]
2.abs树脂
[0046]
本发明中的abs树脂是丙烯腈、1,3-丁二烯和苯乙烯三种单体的接枝共聚物,一般是含丁二烯的接枝共聚物与丙烯腈-苯乙烯共聚物的混合物,其中丙烯腈占15%-35%、丁二烯占5%-30%、苯乙烯占40%-60%。工业上连续本体法一般采用将橡胶溶于丙烯腈、苯乙烯和少量溶剂然后再共聚。橡胶可采用顺丁橡胶、丁苯橡胶、丁腈橡胶、乙丙橡胶、丙烯酸酯橡胶、异戊二烯橡胶等或其混合物。优选顺丁橡胶。
[0047]
3.增韧剂
[0048]
本发明的增韧剂为乳液聚合得到的核-壳结构共聚物,包含苯乙烯-丙烯腈-丁二烯共聚物、甲基丙烯酸甲酯-丁二烯-苯乙烯、甲基丙烯酸甲酯-丁二烯、丙烯腈-乙烯丙烯共聚物-苯乙烯和丙烯腈-苯乙烯-丙烯酸丁酯共聚物中的至少一种。增韧剂优选苯乙烯-丙烯腈-丁二烯共聚物、甲基丙烯酸甲酯-丁二烯-苯乙烯和甲基丙烯酸甲酯-丁二烯中的至少一种。
[0049]
4.阻燃剂
[0050]
本发明中阻燃剂包含磷酸酯类、磷腈类、氧化膦类和磺酸盐中的至少一种。其中,磷酸酯类包含磷酸三苯酯、双酚a双(磷酸二苯酯)、间苯二酚(二苯基磷酸酯)和间苯二酚双[二(2,6-二甲基苯基)磷酸酯]中的至少一种;所述膦腈类包含六苯氧基环三磷腈、八苯氧基环四膦腈和十环氧基环五膦腈中的至少一种;氧化膦类包含单苯基氧化膦、二苯基氧化膦和三苯基氧化膦中的至少一种;磺酸盐包含全氟丁基磺酸钾和苯磺酰基苯磺酸钾中的至少一种。
[0051]
5.功能改性助剂
[0052]
功能加工助剂为抗滴落剂、抗氧剂、润滑剂和光稳定剂中的至少一种。其中,抗滴落剂包含苯乙烯-丙烯腈共聚物包覆的聚四氟乙烯等;抗氧剂包含受阻酚类、亚磷酸酯类等化合物及其混合物;光稳定剂包含苯并三唑类、二苯甲酮类等;润滑剂包含矿物油、蜡、硬脂酸盐、季戊四醇硬脂酸酯、硅油等。
[0053]
6.制备无卤阻燃pc/abs组合物的方法
[0054]
本发明的一种制备无卤阻燃pc/abs组合物的方法是在一个连续过程中把所需量的pc、所需量的abs、所需量的阻燃剂、增韧剂和任选的所需量的功能改性助剂在熔融状态下进行均匀混合,并挤出造粒。本发明的连续熔融制备方法把pc颗粒、abs颗粒、阻燃剂、增韧剂和功能改性助剂按一定的比例混合均匀后,再用一个喂料机按照一定的喂料速率加入到一个双螺杆挤出机的喂料口。喂料机可以是失重式喂料机也可以是体积式喂料机。另一个具体体现是采用多个喂料机分别把pc颗粒、abs颗粒、阻燃剂、增韧剂和功能改性助剂按照一定的喂料比例分别计量加入到一个双螺杆挤出机上进行反应挤出,挤出样条经过水槽或水下切粒,制备组合物粒子。挤出物还可以用无水方法经过风冷然后切粒。
[0055]
适合于本发明的挤出温度优选为140℃到pc、abs和阻燃剂、增韧剂的热分解温度低者,更优选为160℃到260℃。挤出机的转速优选为50rpm到1200rpm,更优选为100rpm至800rpm。
[0056]
适用于本发明的熔体共混装置有许多种包括混炼机、farrel连续混合机、banbury混合机、单螺杆挤出机、双螺杆挤出机、多螺杆挤出机(多于两个螺杆)、往复式单螺杆挤出机如布斯共捏合机(buss ko-kneader)等。较好的方法为连续熔融共混挤出方法包括双螺杆挤出方法。适用于本发明的连续双螺杆挤机包括不同设计的双螺杆挤出机,例如德国coperion生产的zsk mc
18
同向平行双螺杆挤出机等。
[0057]
本发明的无卤阻燃pc/abs组合物可用于注塑制备电子电气零部件等。
[0058]
本发明按以下方法进行性能测定:
[0059]
熔融指数(mfr)测定方法:按iso 1133标准,采用lloyd davenport mfi-10/230熔融指数仪测定,料筒温度250℃,重量负荷5.0kg,口模直径2.095mm、长度8mm,预加热时间为4min,每隔设定时间自动切样,取5次求平均值,以每10分钟的克数(g/10min)来表示测定结果。
[0060]
缺口冲击强度测试:按iso 179/1ea标准,采用ceast公司的6957型材料试验机测定。
[0061]
玻璃化转变温度测试:采用ta公司q800型动态热机械分析仪,升温速率2.5℃/min,温度扫描范围-120℃-150℃。以玻璃化转变的损耗角正切峰位为玻璃化转变温度。
[0062]
下面通过实施例对本发明作进一步的阐述,但是这些实施例无论如何都不对本发明的范围构成限制。
[0063]
【实施例1】
[0064]
按照以下配比称取各原料:pc(中石化三菱产,熔指6g/10min)质量份数为75份,abs(高桥石化产,熔指7g/10min,橡胶相玻璃化转变温度-91℃,质量百分比计橡胶含量13%)质量份数为8份,阻燃剂(磷酸酯类,日本大八产)10份,增韧剂(苯乙烯-丁二烯-丙烯腈接枝共聚物,橡胶含量65%,橡胶相玻璃化转变温度-90℃,韩国锦湖产)3份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通
过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为17g/10min。
[0065]
【实施例2】
[0066]
按照以下配比称取各原料:pc(中石化三菱产,熔指10g/10min)质量份数为76份,abs(高桥石化产,熔指7g/10min,橡胶相玻璃化转变温度-91℃,质量百分比计橡胶含量13%)质量份数为13份,阻燃剂1(磷酸酯类,日本大八产)9份,增韧剂(苯乙烯-丁二烯-丙烯腈接枝共聚物,橡胶含量65%,橡胶相玻璃化转变温度-90℃,韩国锦湖产)2份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为16g/10min。
[0067]
【实施例3】
[0068]
按照以下配比称取各原料:pc(中石化三菱产,熔指10g/10min)质量份数为76份,abs(高桥石化产,熔指10g/10min,橡胶相玻璃化转变温度-90℃,质量百分比计橡胶含量10%)质量份数为13份,阻燃剂(磷酸酯类,日本大八产)9份,增韧剂(甲基丙烯酸甲酯-丁二烯-苯乙烯接枝共聚物,橡胶含量80%,橡胶相玻璃化转变温度-74℃,日本钟渊产)2份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为16g/10min。
[0069]
【实施例4】
[0070]
按照以下配比称取各原料:pc(中石化三菱产,熔指20g/10min)质量份数为76份,abs(高桥石化产,熔指7g/10min,橡胶相玻璃化转变温度-91℃,质量百分比计橡胶含量13%)质量份数为13份,阻燃剂1(磷酸酯类,日本大八产)9份,增韧剂(甲基丙烯酸甲酯-丁二烯-苯乙烯接枝共聚物,橡胶含量80%,橡胶相玻璃化转变温度-74℃,日本钟渊产)2份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为25g/10min。
[0071]
【实施例5】
[0072]
按照以下配比称取各原料:pc(中石化三菱产,熔指10g/10min)质量份数为70份,abs(高桥石化产,熔指10g/10min,橡胶相玻璃化转变温度-90℃,质量百分比计橡胶含量10%)质量份数为18份,阻燃剂1(磷酸酯类,日本大八产)10份,增韧剂(甲基丙烯酸甲酯-丁二烯接枝共聚物,橡胶含量80%,橡胶相玻璃化转变温度-74℃,日本钟渊产)2份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为18g/10min。
[0073]
【实施例6】
[0074]
按照以下配比称取各原料:pc(中石化三菱产,熔指10g/10min)质量份数为70份,abs(高桥石化产,熔指7g/10min,橡胶相玻璃化转变温度-91℃,质量百分比计橡胶含量13%)质量份数为18份,阻燃剂1(磷酸酯类,日本大八产)10份,增韧剂(苯乙烯-丁二烯-丙烯腈接枝共聚物,橡胶含量65%,橡胶相玻璃化转变温度-90℃,韩国锦湖产)2份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为18g/10min。
[0075]
【实施例7】
[0076]
按照以下配比称取各原料:pc(sabic产,熔指10g/10min)质量份数为75份,abs(高桥石化产,熔指7g/10min,橡胶相玻璃化转变温度-91℃,质量百分比计橡胶含量13%)质量份数为8份,阻燃剂(磷酸酯类,日本大八产)10.25份,增韧剂(甲基丙烯酸甲酯-丁二烯接枝共聚物,橡胶含量80%,橡胶相玻璃化转变温度-74℃,日本钟渊产)3份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为22g/10min。
[0077]
【实施例8】
[0078]
按照以下配比称取各原料:pc(中石化三菱产,熔指6g/10min)质量份数为75份,abs(高桥石化产,熔指7g/10min,橡胶相玻璃化转变温度-91℃,质量百分比计橡胶含量13%)质量份数为8份,阻燃剂(磷酸酯类,日本大八产)10份,增韧剂(甲基丙烯酸甲酯-丁二烯接枝共聚物,橡胶含量80%,橡胶相玻璃化转变温度-74℃,日本钟渊产)3份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为19g/10min。
[0079]
【实施例9】
[0080]
按照以下配比称取各原料:pc(中石化三菱产,熔指6g/10min)质量份数为75份,abs(高桥石化产,熔指10g/10min,橡胶相玻璃化转变温度-90℃,质量百分比计橡胶含量10%)质量份数为8份,阻燃剂(磷酸酯类,日本大八产)10份,增韧剂(苯乙烯-丁二烯-丙烯腈接枝共聚物,橡胶含量65%,橡胶相玻璃化转变温度-90℃,韩国锦湖产)3份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为17.5g/10min。
[0081]
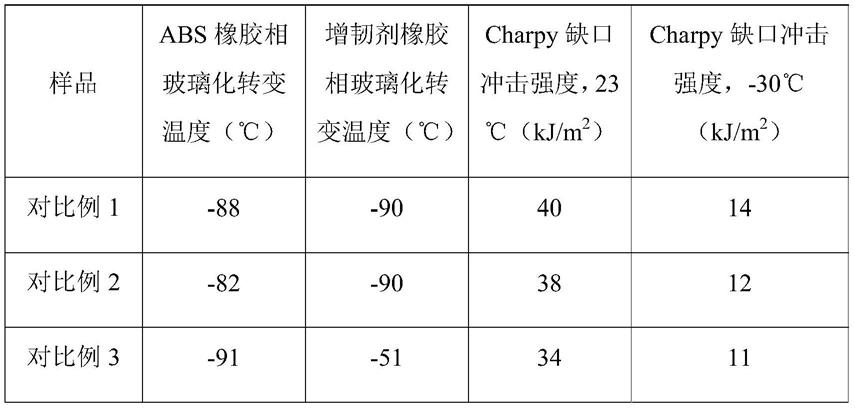
【对比例1】
[0082]
按照以下配比称取各原料:pc(中石化三菱产,熔指10g/10min)质量份数为70份,abs(高桥石化产,熔指18g/10min,橡胶相玻璃化转变温度-88℃,质量百分比计橡胶含量
13%)质量份数为18份,阻燃剂(磷酸酯类,日本大八产)10份,增韧剂(苯乙烯-丁二烯-丙烯腈接枝共聚物,橡胶含量65%,橡胶相玻璃化转变温度-90℃,韩国锦湖产)2份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为20g/10min。
[0083]
【对比例2】
[0084]
按照以下配比称取各原料:pc(中石化三菱产,熔指10g/10min)质量份数为75份,abs(日本住友产,熔指40g/10min,橡胶相玻璃化转变温度-82℃,质量百分比计橡胶含量17%)质量份数为8份,阻燃剂(磷酸酯类,日本大八产)10份,增韧剂(苯乙烯-丁二烯-丙烯腈接枝共聚物,橡胶含量65%,橡胶相玻璃化转变温度-90℃,韩国锦湖产)3份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为25.2g/10min。
[0085]
【对比例3】
[0086]
按照以下配比称取各原料:pc(中石化三菱产,熔指6g/10min)质量份数为75份,abs(高桥石化产,熔指7g/10min,橡胶相玻璃化转变温度-91℃,质量百分比计橡胶含量13%)质量份数为8份,阻燃剂(磷酸酯类,日本大八产)10份,增韧剂(甲基丙烯酸甲酯-丁二烯-丙烯腈接枝共聚物,橡胶含量80%,橡胶相玻璃化转变温度-51℃,)3份,抗滴落剂0.3份,抗氧剂1010质量份数为0.8份。将pc、abs、阻燃剂、增韧剂、抗滴落剂、抗氧剂1010通过不同喂料器喂料至双螺杆挤出机,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为150rpm,喂料速度为6kg/h,挤出机各段温度为200-250℃。制备的粒料在90℃下烘干4h后,封装备用。该粒料在250℃,5.0kg下的熔融指数为16.5g/10min。
[0087]
【测试例1】
[0088]
以上实施例1-7和对比例1-3中的8种共混物粒子在注塑机中进行注塑制备规定尺寸的样条用以测试冲击强度,注塑机温度设定为240℃、250℃、255℃、260℃,模具温度为60℃。
[0089]
以上实施例1-7和对比例1-3中的10种组合物按测试例1所制样条进行冲击强度测试,结果如表1所示。
[0090]
表1
[0091][0092][0093]
从表1测试结果中可以明显看出,采用橡胶相玻璃化转变温度低的本体abs,组合物低温冲击强度较采用橡胶相玻璃化转变温度高于-90℃的abs的组合物明显增加,增幅可达78%。而且pc分子量也对低温冲击强度产生影响。本发明的方案在不添加相容剂等其它改性剂的情况下,通过橡胶品种的调节,获得了低温冲击性能进一步提升的技术效果。
[0094]
应当注意的是,以上所述的实施例仅用于解释本发明,并不构成对本发明的任何限制。通过参照典型实施例对本发明进行了描述,但应当理解为其中所用的词语为描述性和解释性词汇,而不是限定性词汇。可以按规定在本发明权利要求的范围内对本发明作出修改,以及在不背离本发明的范围和精神内对本发明进行修订。尽管其中描述的本发明涉及特定的方法、材料和实施例,但是并不意味着本发明限于其中公开的特定例,相反,本发
明可扩展至其他所有具有相同功能的方法和应用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1